回轉頭壓力機主傳動方式合理性的探討
2013-08-08 00:59:34趙升噸張超張宗元陳超賈先西安交通大學機械工程學院
鍛造與沖壓 2013年24期
關鍵詞:結構
文/ 趙升噸,張超,張宗元,陳超,賈先·西安交通大學機械工程學院
張貴成·廣東鍛壓機床廠有限公司
回轉頭壓力機主傳動方式合理性的探討
文/ 趙升噸,張超,張宗元,陳超,賈先·西安交通大學機械工程學院
張貴成·廣東鍛壓機床廠有限公司
回轉頭壓力機作為一種自動化程度很高的金屬板材沖壓及成形加工設備,至今已有近五十年的歷史,廣泛應用于機械、電子、汽車、軍工、航空航天等眾多重要工業領域。回轉頭壓力機主要由數控系統、主傳動系統、床身、送料機構及模具庫等組成。主傳動系統作為沖壓的動力源,一直是數控沖床技術進步的標志之一,經歷了機械式主傳動方式、液壓式主傳動方式以及伺服直驅式傳動方式幾個階段。
傳統的機械式主傳動方式和液壓式主傳動方式在生產實際中暴露出了諸多的缺陷,限制了回轉頭壓力機整體的性能,已經不能完全滿足用戶對機床高速度、低耗能、低噪聲以及高效率的要求。近年來,伺服電機直接驅動實現沖壓的主傳動形式以其無法比擬的優越性進入了人們的視野。
鑒于此,本文簡要分析了回轉頭壓力機主傳動系統采用“飛輪+離合器與制動器+齒輪減速+曲柄滑塊機構”的傳統傳動方式與工作機構存在的不足。同時,分別論述了機械肘桿式工作機構、液壓伺服傳動方式、伺服直驅傳動方式的優缺點,結論表明,伺服直驅方式是今后回轉頭壓力機主傳動的發展方向。
傳統曲柄滑塊式傳動方式
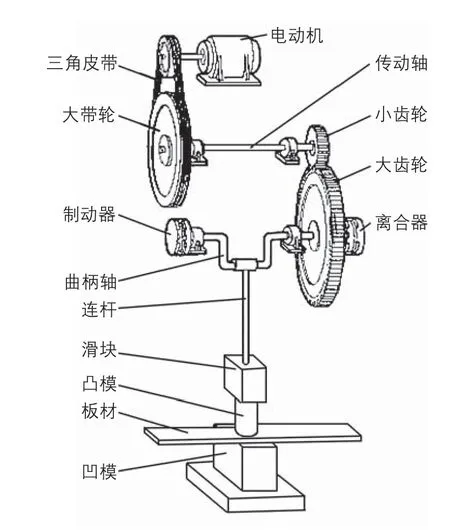
圖1 傳統曲柄滑塊傳動機構原理圖
最初的回轉頭壓力機是機械式主傳動系統,由電機帶動飛輪旋轉,并存儲一定的能量,連桿連接曲柄和滑塊,將曲軸的旋轉運動轉變為滑塊的直線運動。由離合器與制動器控制滑塊垂直運動進行沖壓。圖1所示為傳統曲柄滑塊傳動機構的工作原理圖。沖壓結束時,離合器在沖頭向上運動時脫開,從而解除飛輪對曲軸的扭矩傳遞,同時制動器開始制動,使曲軸轉動至上死點時停止。機械式主傳動部件中,離合器與制動器的性能很重要,直接影響到主傳動部件的工作效率和使用壽命。表1和表2分別為國內和國外廠商生產的曲柄式壓力機的技術參數和結構形式。
曲柄式壓力機的優點是結構簡單,產品價格低,性能穩定。但是機械式主傳動系統的缺點也是顯而易見的,其運動特性單一,加工工藝范圍窄,沖壓頻率低,噪聲大。而且離合器與制動器機構,雖然結構較為簡單,但缺點是摩擦片損耗快,污染性強,性能穩定性差,需要經常調整與維修,而且其飛輪和離合器、制動器機構的能量傳遞效率低,空載能耗高。
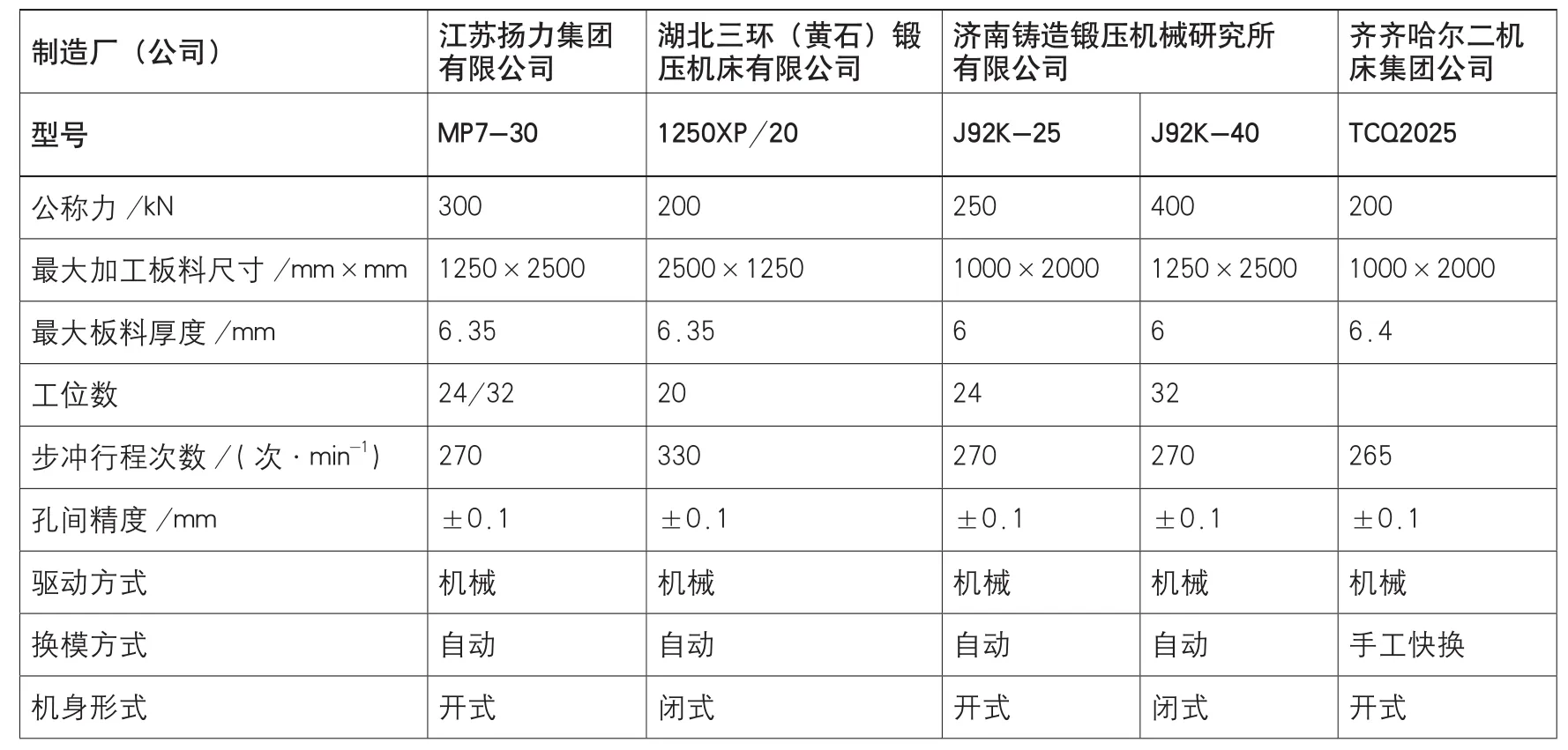
■表1 國內曲柄式數控壓力機的主要技術參數和結構形式
■ 表2 國外曲柄式數控壓力機的主要技術參數和結構形式
肘桿式傳動方式
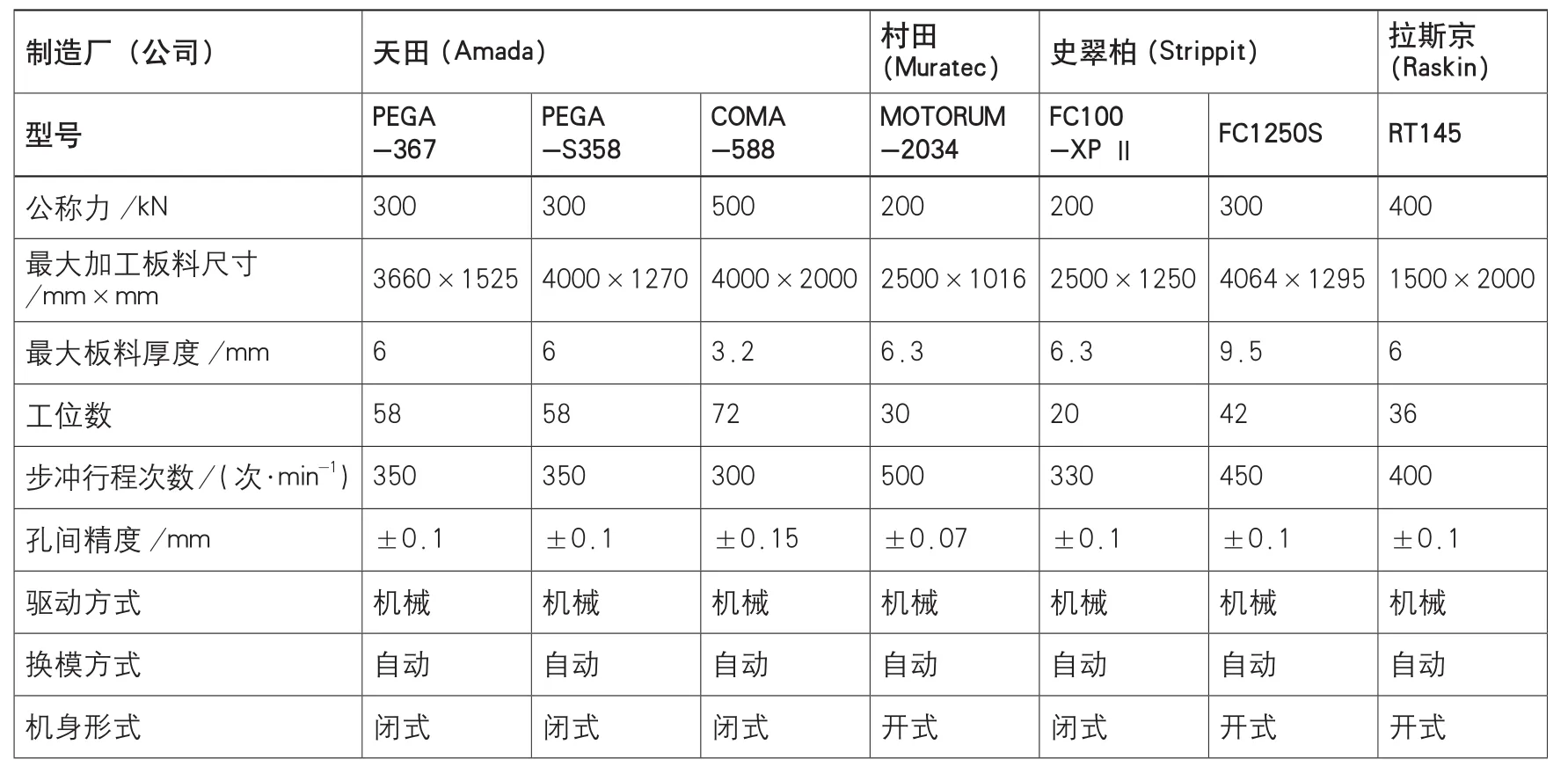
肘桿式傳動機構是一種簡單的多連桿機構,與曲柄連桿機構相比,即在曲柄連桿上增加了幾個構件,從而增加了機構工作特性的可變因素。可以通過調整或改變任何一桿的長度或曲柄和擺桿鉸銷之間的距離,改變該機構的動力和運動特性,具有工作特性優良、增力比大的優點。圖2所示為幾種不同的肘桿式機構的原理圖。
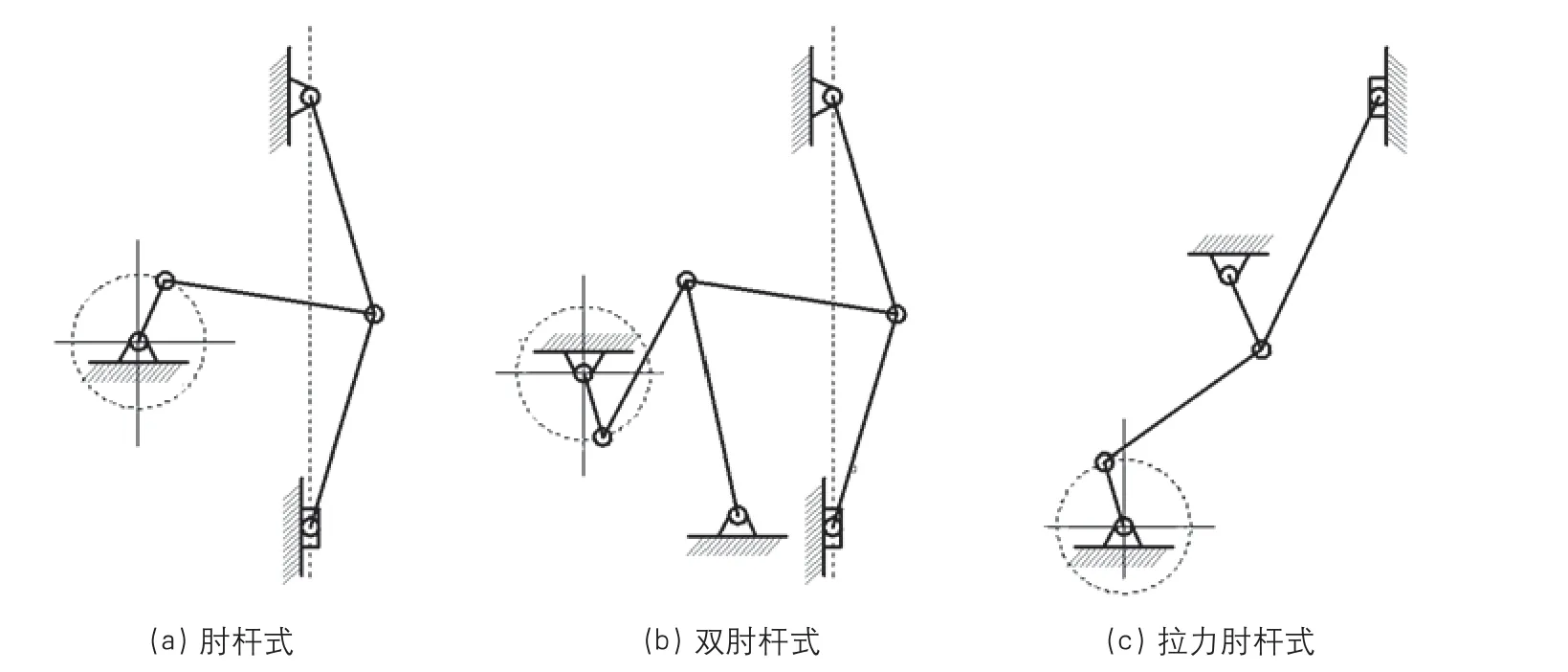
圖2 三種不同肘桿式機構的原理圖
肘桿式壓力機的工作區域比普通曲柄連桿壓力機的工作區域長,在整個工作區域內能實現滿負荷沖壓,并且能夠適應不同加工工藝的需求。肘桿式壓力機不僅能夠實現很理想的滑塊運動曲線,以及較大的增力特性,更重要的是能夠大大降低伺服電機的輸出扭矩,從而避免大功率伺服電機存在的成本高、耗能高、伺服控制困難等問題。根據肘桿結構的不同,可分為等長肘桿型和三角肘桿型。圖3所示為日本小松公司H1F系列伺服壓力機傳動結構,是典型的三角肘桿機構,伺服電機通過一級皮帶和一對齒輪減速后由肘桿機構驅動滑塊實現加工運動。
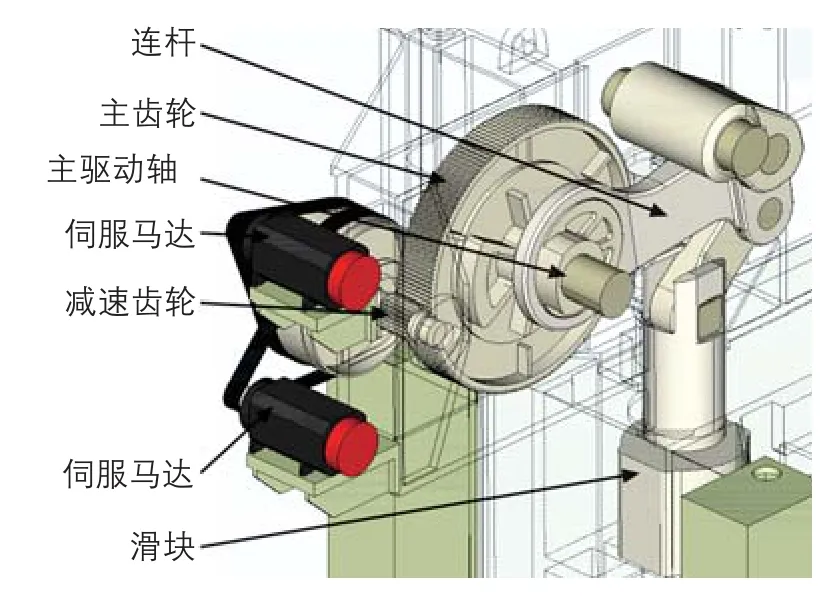
圖3 小松H1F伺服壓力機傳動結構
與曲柄連桿機構相比,在伺服壓力機設備中采用肘桿式機構,具有如下優點:
⑴根據不同的工藝要求,設計不同的桿長和三角肘桿夾角,實現最理想的滑塊運動曲線,獲得足夠長的工作區域,保證沖壓工件的質量,并具有更好的急回特性,提高生產效率。
⑵可以降低滑塊在工作區域的速度,減小振動和沖擊,使機器工作穩定、噪聲降低,同時提高模具壽命。
⑶用較小的曲柄半徑就可獲得較大的滑塊行程,擴大了壓力機的加工范圍,有利于減小壓力機的結構尺寸和提高壓力機的結構剛性。
⑷具有較好的增力特性,能夠大大降低伺服電機的輸出扭矩,有利于減小伺服電機的容量,提高壓力機噸位。
液壓式傳動方式
20世紀90年代以來,液壓式回轉頭壓力機主傳動部件被越來越多地采用,至今仍然是數控回轉頭壓力機的主流配置,與機械式主傳動相比,油缸取代了曲軸連桿等機械結構,液壓站提供動力,兩者由主液壓閥塊連接,通過專門的電子卡程序化控制整個系統的動作。
采用液壓系統之后,其顯著的特點是:
⑴能控制滑塊的速度和位置,可以根據板料厚度、沖孔類型以及送料速度和距離等因素,在程序中設定適當的上死點位置,盡量減少沖頭行程,并通過參數優化消除送料與沖壓的間歇時間,從而提高沖壓頻率。傳統機械式壓力機的滑塊運動規律呈V形曲線,速度和位置是固定不變的,而液壓數控壓力機的滑塊可實現快速下行、慢速沖壓、快速回程且可在任意位置停滯。傳統數控壓力機只能在壓力角范圍內承受額定工作載荷,且大小不能變化,而液壓數控壓力機的沖壓力大小可由液壓系統調定,是可以變化的。
⑵沖壓工藝得到進一步擴展。采用液壓傳動的數控壓力機通用性強,適合于多種沖壓工藝,除了能沖孔外,還可以進行壓印、彎曲和成形等工藝,同時還適于沖壓各種材料和不同的板厚。
⑶結構簡單,噪聲低。模具只需根據工藝本身的需要設計其結構和選擇最佳的行程;同時,采用液壓傳動可有效減小沖頭撞擊材料和材料斷裂所產生的噪聲。
此外,液壓數控壓力機與傳統的機械式壓力機相比,還具有以下優點:步沖頻率高,一般步沖頻率均高于400次/min,有的甚至高達1000次/min;液壓傳動簡單,不需飛輪、曲柄連桿機構、離合器和制動器等復雜構件,運動部件少,減少了機械磨損;可選擇通用化程度很高的標準液壓元件構成,降低制造成本,維護簡單,大大降低維修成本;可以通過調節溢流閥,限制液壓系統的工作壓力從而起到安全保護作用,簡單可靠。圖4所示為壓力機液壓系統原理圖。

圖4 壓力機液壓系統原理圖
相比傳統機械式回轉頭壓力機,液壓式壓力機在擁有眾多優點的同時,也存在著一系列的缺點。首先,液壓式壓力機對環境要求較高,溫度太高或太低都會影響液壓油的性能,從而影響機床的正常工作。特別是溫度太低的話,在工作前需要預熱。其次,液壓系統的耗電量大,是各類數控轉塔沖床里面用電量最大的,一般都在30kW以上。另外,由于每年要更換一次液壓油,這就增加了維修成本。在壓力機本身機構之外,還需要液壓站等設備,一般來說液壓式壓力機占地面積都比較大。表3和表4分別為國內和國外廠商生產研發的液壓式壓力機的技術參數和結構形式。

■ 表3 國內液壓式數控壓力機的主要技術參數和結構形式
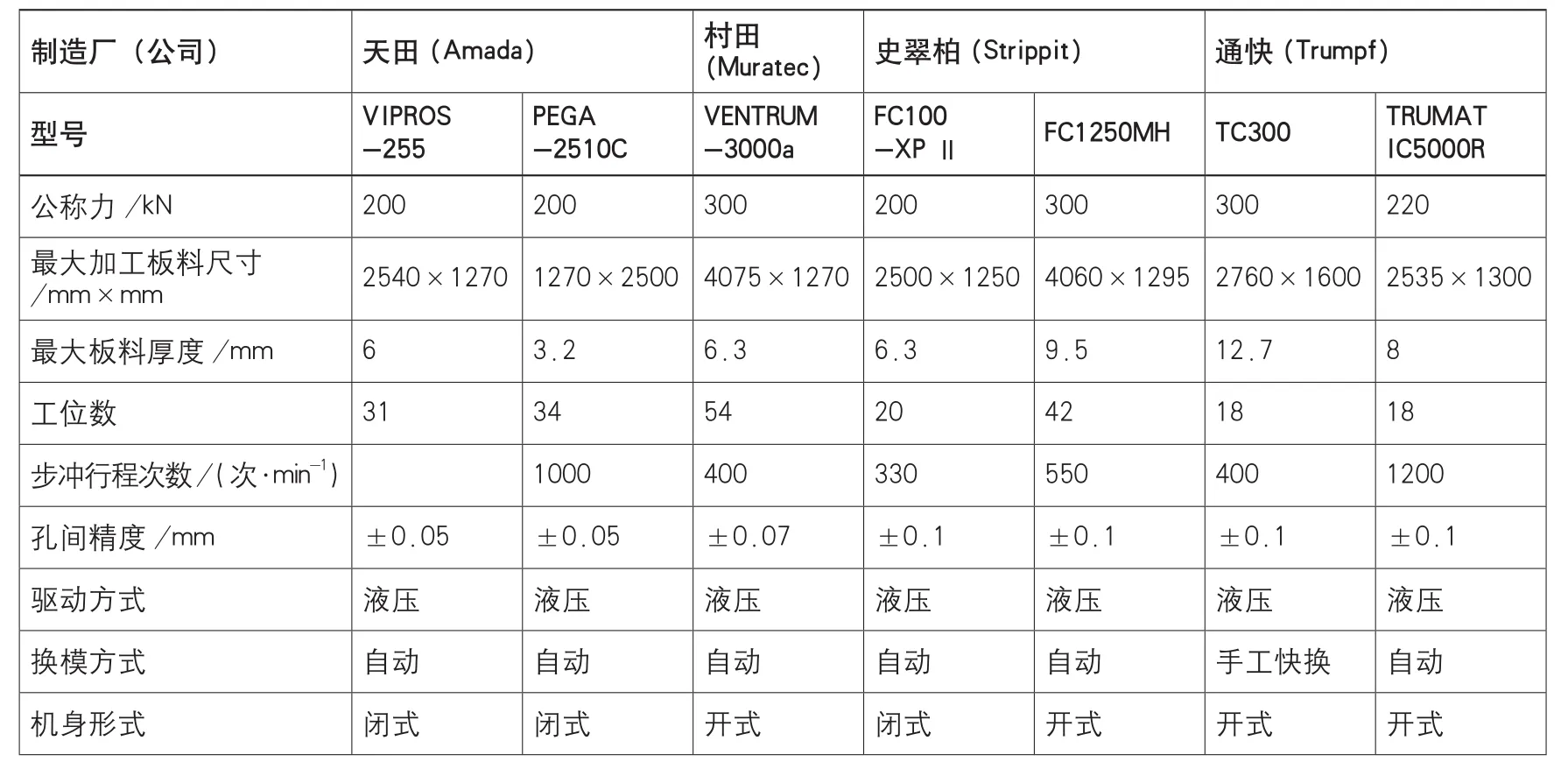
■ 表4 國外液壓式數控壓力機的主要技術參數和結構形式
伺服直驅式傳動方式
近年來,隨著電機調速和伺服控制技術的飛速發展,以及直接驅動技術在機床技術當中的廣泛應用,采用伺服電機驅動主傳動系統的數控伺服壓力機,具有沖壓速度高、節能、低噪聲、無液壓油、環保等優點,已成為國外著名廠商的技術發展重點,并相繼開發出擁有各自專利技術的產品。而且由于伺服電機具有調速性能優良,在寬廣的調速范圍內具有較高效率,可以在較小的電流下實現啟動和頻繁正反轉,實現高精度、快響應、高效率和高輸出的性能指標。如日本Amada公司、Muratec公司、芬蘭Finn-Power公司、德國Trumpf公司均已推出由伺服電機直接驅動的數控轉塔沖床并且性能方面都已達到了一個新的高度。表5所示為國外伺服驅動式壓力機的主要技術參數和結構形式。
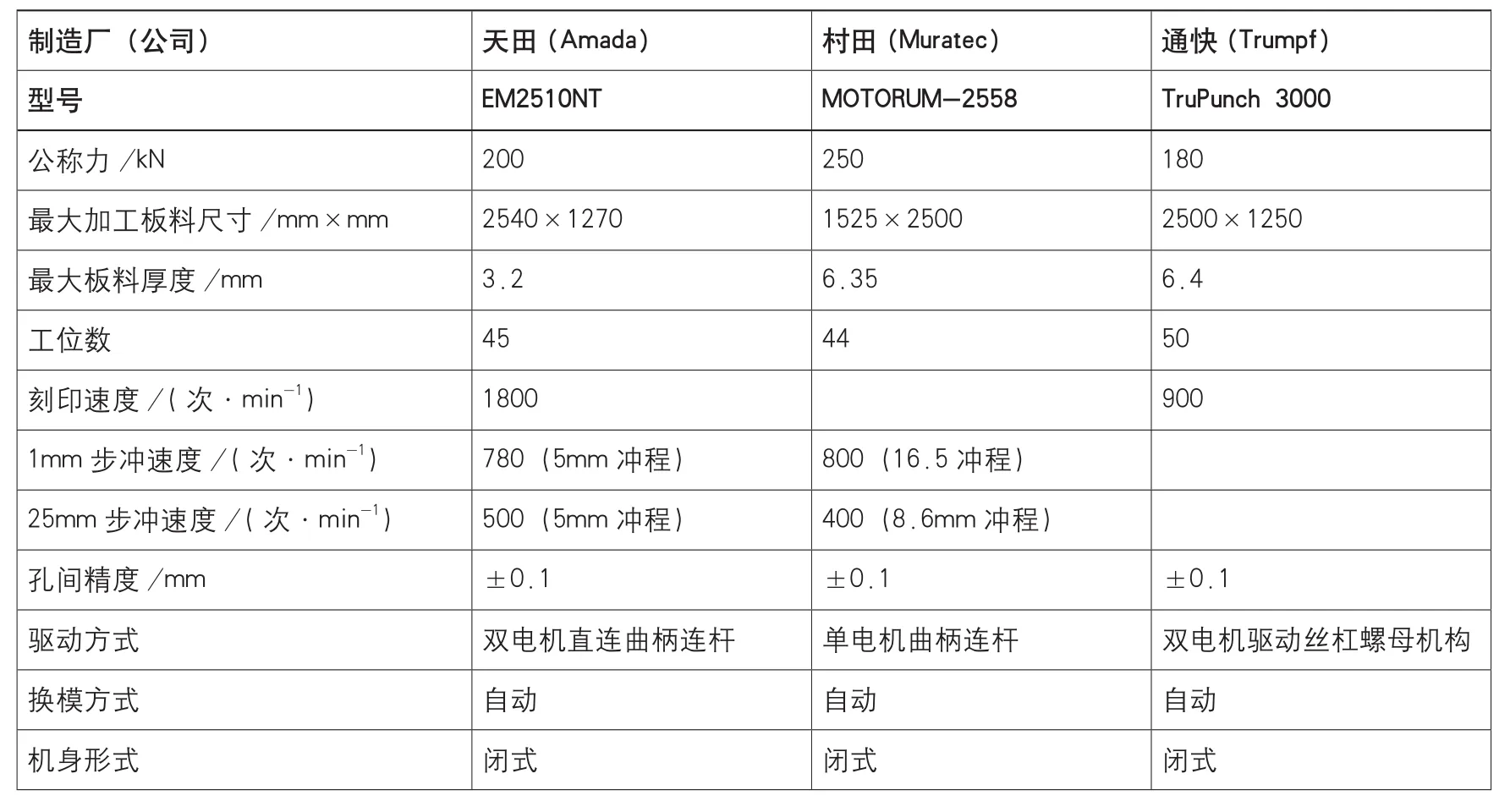
■ 表5 國外伺服驅動式壓力機的主要技術參數和結構形式
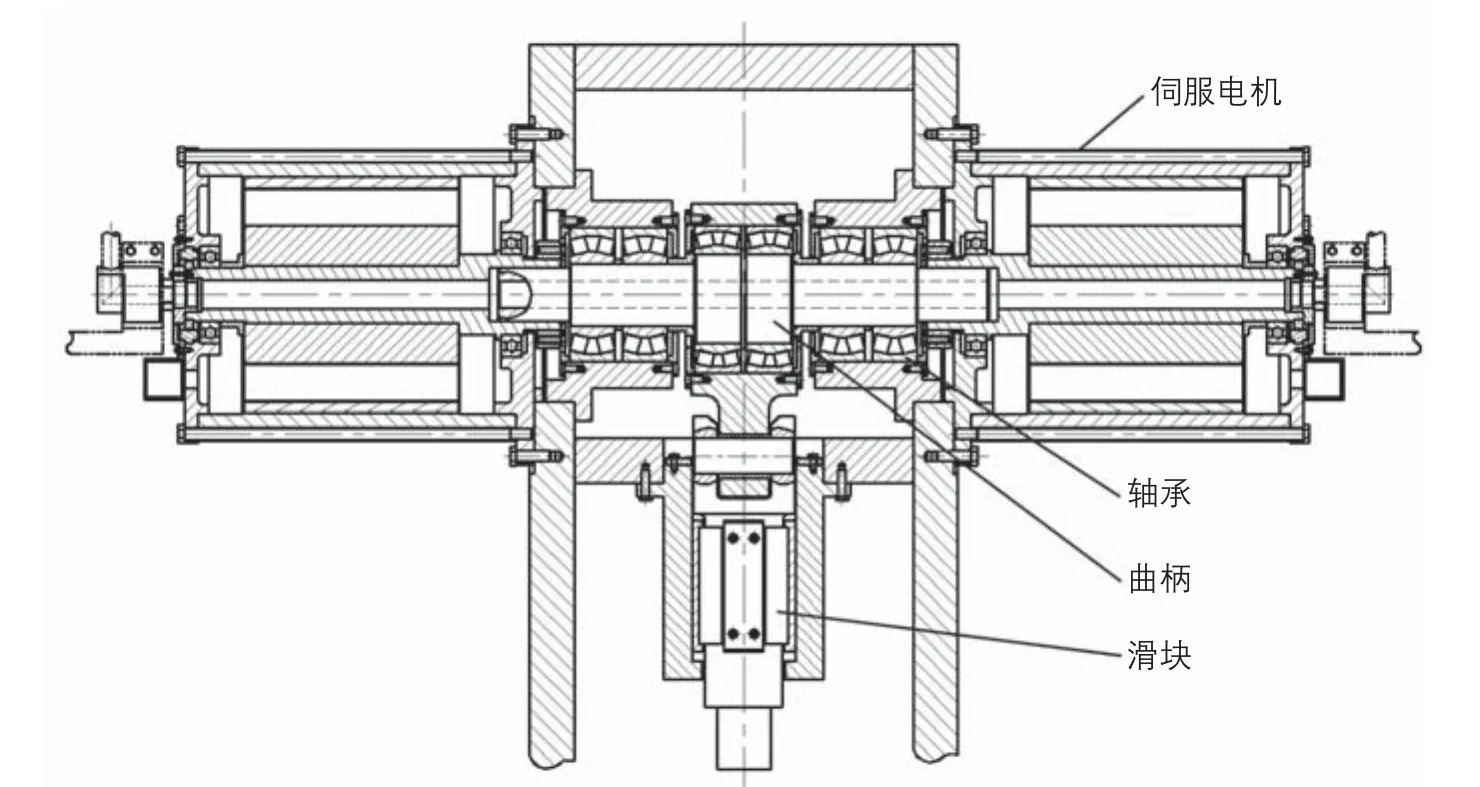
圖5 雙電機直驅式曲柄連桿主工作機構
經過國內外近年來的研究和發展,目前伺服電機直接驅動式的主傳動結構形式主要有以下幾種:一是在傳統機械式主傳動的基礎上,將伺服電機直接與曲軸相連,省去飛輪、離合器與制動器;二是伺服電機通過絲杠傳動副與曲柄肘桿機構相連;三是單伺服電機滑枕驅動方式,還有雙伺服電機驅動絲杠螺母結構形式。
圖5為雙伺服電機直接與曲柄相連的結構簡圖。將兩臺伺服電機分別連接于曲軸的兩端,控制其同步運轉,保證對曲軸有足夠的扭矩輸出,同時可以獲得很高的沖壓頻率。主軸的偏心部分位于軸的中部,此處與連桿通過滑動軸承連接。偏心部分兩側為支撐用滾子軸承,滾子軸承分別布置于主機箱和電機機箱中。主軸兩側與伺服電機的轉子通過鋁制花鍵套相連,使得整個結構非常緊湊。采用鋁制套有利于內部磁場分布,也利于減小轉動慣量。
直驅式是近年來在各個領域不斷發展起來的一種新型伺服控制方式。由直驅式沖壓系統取代傳統曲柄滑塊經典機構沖壓系統,可以很方便地改變執行元件的運動方向和速度等。該沖壓系統最大的特點是充分發揮交流伺服電機的特性,把所有的控制問題都轉化到對交流伺服電機的控制上,可以很方便地實現計算機控制,在自動控制方面具有很強的適應性。相比較而言,直驅式壓力機具有以下優勢:
⑴結構簡單,生產效率高。取消偏心軸、連桿、導向等機構,大大降低了系統的復雜程度,減少了機械加工成本。通過電機控制,反饋系數調整簡單可靠。由于直驅式沖壓系統控制的根本就是伺服電機的控制,因此可以使用伺服電機控制策略的優秀成果來改善沖壓機的靜、動態性能。伺服電機驅動式壓力機傳動的滑塊行程和速度能夠任意調整,可以選擇沖壓所需的最短行程,同時設定合適的速度,使其與送料同步,從而有效地提高生產效率。
⑵優化工藝。由于電機的數字化控制可以達到很高的精度,可以精確地設定滑塊位移、速度、加速度和死點位置,適合各種沖壓工藝和模具類型。并且可以通過優化控制程序實現壓印、沖壓、成形、折彎等工作模式。
⑶能耗低。傳統的機械式主傳動機構在工作過程中,需要飛輪存儲能量進行沖壓,而對于伺服電機驅動式主傳動,能量無需存儲,伺服電機也不需要一直旋轉,僅在沖壓時啟動并提供所需能量。另外,由于取消了飛輪、離合器與制動器,使結構簡化,因此電能消耗大大降低。
⑷安全、穩定、可靠,具有自診斷功能。該沖壓系統具有沖頭位置的檢測信號輸出功能,該信號是與沖頭位移成正比的直流電壓信號,可明確給出沖頭的運動狀態。且該信號不受電機運送狀態的影響,由此可診斷沖壓系統是否工作正常。
⑸降低噪聲,延長使用壽命。由于保壓成形工藝的要求,電動潤滑泵滑塊在沖擊材料時,需要在某一位置稍作停留,這是伺服電機可以實現的。恰恰由于停留的這段時間,伺服電機驅動式主傳動機構在突然卸載時儲存的彈性變形能不至于過大,降噪的效果由此得以體現。由于降低了撞擊對設備的損耗,所以延長了設備的使用壽命。
結束語
伺服直驅式傳動方式作為回轉頭壓力機的最新一代產品,具有沖壓速度高、節能、低噪聲、無液壓油、環保等優點,是目前回轉頭壓力機的發展水平和發展方向。
伺服直驅式傳動方式的關鍵在于大扭矩、低轉速、大容量伺服電機的設計和控制技術。在跟蹤和研究國外先進伺服沖壓技術的同時,我們應該以高端高速精密板材沖壓加工中心的研發為目標,解決大功率交流伺服驅動高端高速精密板材沖壓加工中心的關鍵技術,開發高速沖壓大功率交流伺服電機驅動控制系統和高性能配套裝置以及沖壓工藝自動編程系統,建立高端高速精密板材沖壓集成技術設計、控制方法和制造工藝,制定其設計、制造、檢測等技術標準,為新型板材沖壓加工中心的批量生產奠定基礎。
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現代企業(2015年9期)2015-02-28 18:56:50
