轉(zhuǎn)向節(jié)上臂鍛件質(zhì)量問題研究
2013-08-08 00:59:27白景富中國第一汽車股份有限公司發(fā)展部動力總成室
鍛造與沖壓 2013年17期
文/白景富·中國第一汽車股份有限公司發(fā)展部動力總成室
轉(zhuǎn)向節(jié)上臂鍛件質(zhì)量問題研究
文/白景富·中國第一汽車股份有限公司發(fā)展部動力總成室
轉(zhuǎn)向節(jié)上臂是中重型汽車及變型車前橋轉(zhuǎn)向系中的保安件,該件形狀復(fù)雜,工藝流程為:5000kN剪床剪切下料→20000kN鍛壓機模鍛→2500kN切壓床熱切邊→調(diào)質(zhì)→清理→冷校正→探傷→入庫。鍛件圖如圖1所示。
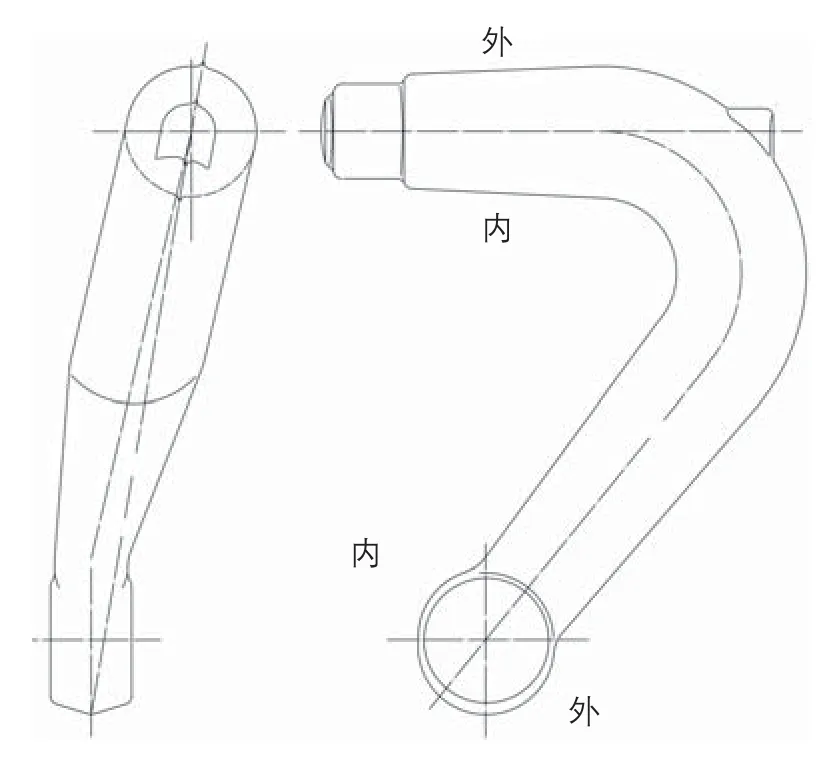
圖1 轉(zhuǎn)向節(jié)上臂鍛件圖
鍛件在生產(chǎn)中經(jīng)常出現(xiàn)的質(zhì)量問題
⑴表面質(zhì)量不合格;
⑵鍛件錯差;
⑶尺寸或落差不合格;
⑷硬度不合格;
⑸鍛件變形,加工后孔偏。
問題的產(chǎn)生原因及解決辦法
表面質(zhì)量不合格
經(jīng)常出現(xiàn)的是氧化坑,產(chǎn)生原因是型槽內(nèi)氧化皮堆積,這時需要增加風(fēng)管吹凈型槽內(nèi)的氧化皮。
鍛件切邊時有壓痕、過切或留有毛刺,產(chǎn)生原因是切邊模與鍛模不配套,這時需要調(diào)整、修磨或更換切邊模。
鍛件錯差
如上下模在裝配時錯移,需要重新調(diào)整;如導(dǎo)柱導(dǎo)套間隙大,需要重新更換。另外,為防止鍛件錯差,可設(shè)計帶有鎖扣的模具。
尺寸或落差不合格
尺寸不合格首先要檢查模具的閉合高度是否需要調(diào)整,坯料的直徑大小是否合格,坯料的加熱溫度是否合適,最后再檢查模具是否合格。
落差不合格首先要檢查切邊模是否合格,然后再檢查鍛模。在鍛打時將鍛件的落差公差控制在最終鍛件的1.5倍,冷校正不合格要依據(jù)具體情況修磨冷校正模。
硬度不合格
根據(jù)鍛件的實際硬度,依據(jù)作業(yè)文件調(diào)整淬火溫度或淬火介質(zhì)的溫度;也可以根據(jù)淬火硬度的高低調(diào)整回火的溫度或冷卻介質(zhì)的溫度。
鍛件變形,加工后孔偏
此問題是鍛件經(jīng)常出現(xiàn)的質(zhì)量問題,也是所要解決的重點問題。轉(zhuǎn)向節(jié)上臂自大批量生產(chǎn)以來,個別件在檢查時上夾具抽檢不合格,不合格率在10%以上,最多達50%。上夾具不合格的鍛件在冷加工單位加工后圓中間錐孔偏向一側(cè),由于壁厚超差而報廢,影響正常生產(chǎn),給企業(yè)鍛件質(zhì)量信譽造成極大影響。
⑴原因分析。
1)鍛模公差。鍛模公差是鍛件產(chǎn)生變形(上夾具不合格)的主要原因。根據(jù)《鍛模、切邊模、校正模、平鍛模制造、修復(fù)技術(shù)條件》中鍛模的制造、修復(fù)技術(shù)條件,尺寸在20~50mm時終鍛型槽的寬或直徑方向公差為+0.4-0.2mm,由下文的打磨量與變化量的關(guān)系(表1)可以看出,鍛模在制造中的公差可以造成鍛件上夾具不合格。
2)切邊變形。由于切邊凸模型槽部分的公差按終鍛型槽的公差制造,以及切邊凸模與鍛件存在不緊貼間隙(尺寸在30~50mm時,間隙為0.4mm),因此切邊時產(chǎn)生的鍛件壓痕也會造成鍛件上夾具不合格。
3)切邊毛刺。切邊毛刺會影響鍛件的定位從而造成鍛件上夾具不合格。
⑵糾正措施。
對已生產(chǎn)的鍛件所采取的糾正措施如下:
1)采用冷加工調(diào)整加工尺寸的方法進行試加工,由于鍛件偏差方向不一致,效果不理想。
2)采用熱校正的方法。這時鍛件需要重新加熱,溫度控制不好的話容易造成鍛件氧化坑、尺寸不合格等缺陷,校正后需要重新進行熱處理、清理、校正、探傷,工藝流程長,浪費動能、工時。
3)采用打磨的方法進行試驗。打磨后到冷加工單位試加工,加工結(jié)果證明此方法可行。打磨不需要加熱等其他工序,縮短了修復(fù)時間,減少了動能及工時的浪費。
綜上所述,采用打磨的方法是解決已生產(chǎn)鍛件變形的有效方式。
⑶打磨的規(guī)律。
1)加工后孔向外偏。
①鍛件不錯差時,打磨小圓外下側(cè)或大圓內(nèi)下側(cè),如圖2所示。
②鍛件錯差如圖3所示,應(yīng)先打磨小圓外下側(cè),如上夾具不合格,再打磨大圓內(nèi)下側(cè)。
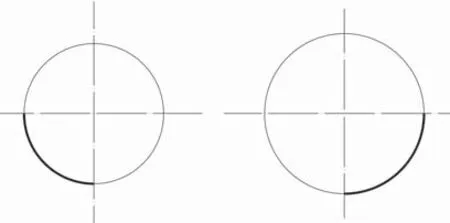
圖2 加工后孔向外偏打磨情況1
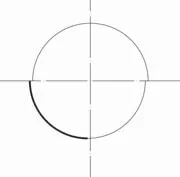
圖3 加工后孔向外偏打磨情況2
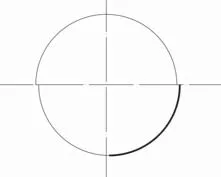
圖4 加工后孔向外偏打磨情況3
③鍛件錯差如圖4所示,應(yīng)先打磨大圓內(nèi)下側(cè),如上夾具不合格,再打磨小圓外下側(cè)。
2)加工后孔向內(nèi)偏。
①鍛件不錯差時,打磨小圓內(nèi)下側(cè)或大圓外下側(cè),如圖5所示。
②鍛件錯差如圖6所示,應(yīng)先打磨大圓外下側(cè),如上夾具不合格,再打磨小圓內(nèi)下側(cè)。
③鍛件錯差如圖7所示,應(yīng)先打磨小圓內(nèi)下側(cè),如上夾具不合格,再打磨大圓外下側(cè)。
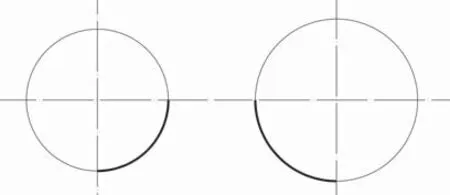
圖5 加工后孔向內(nèi)偏打磨情況1
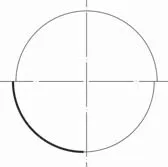
圖6 加工后孔向內(nèi)偏打磨情況2
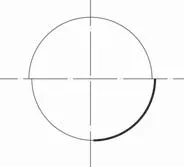
圖7 加工后孔向內(nèi)偏打磨情況3
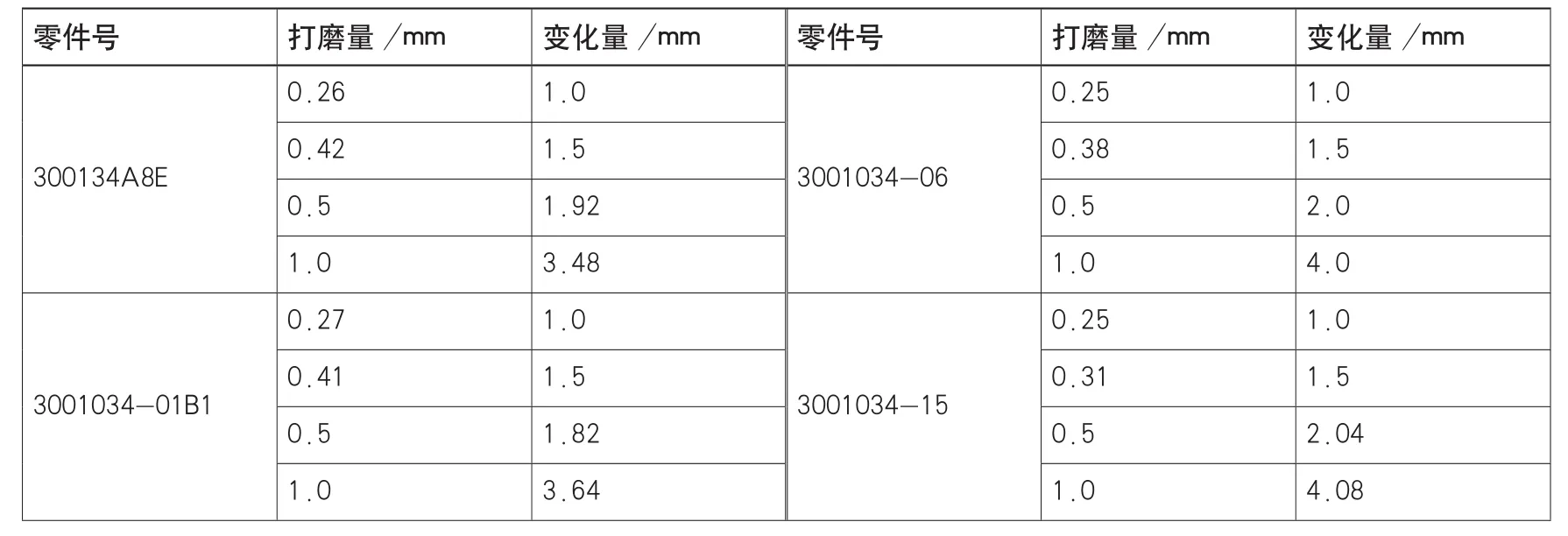
表1 打磨量
⑷預(yù)防措施。
依據(jù)糾正措施制訂預(yù)防措施方案,堅持首件必檢,生產(chǎn)過程按頻次檢查,發(fā)現(xiàn)問題及時解決,避免批量問題的重復(fù)發(fā)生和返工或返修所造成的浪費。依據(jù)上文所提及的打磨規(guī)律分別打磨模具與之相反的部位,打磨量見表1。
由上表可見,發(fā)現(xiàn)問題時只要對模具進行少量的打磨,就可以避免大批量鍛件質(zhì)量問題的發(fā)生,將問題消滅在萌芽中。
結(jié)束語
通過對以上問題的研究與解決,可以使企業(yè)避免重大質(zhì)量問題的發(fā)生,為企業(yè)解決生產(chǎn)中出現(xiàn)的類似質(zhì)量問題提供辦法和工藝參數(shù)。
