沖壓自動(dòng)化生產(chǎn)線的設(shè)備選型及常見(jiàn)問(wèn)題
2013-08-08 00:59:27張灝天津一汽豐田汽車(chē)有限公司
鍛造與沖壓 2013年16期
文/張灝?天津一汽豐田汽車(chē)有限公司
沖壓自動(dòng)化生產(chǎn)線的設(shè)備選型及常見(jiàn)問(wèn)題
文/張灝?天津一汽豐田汽車(chē)有限公司
隨著中國(guó)汽車(chē)市場(chǎng)迅猛的發(fā)展,中國(guó)汽車(chē)工業(yè)的產(chǎn)能也出現(xiàn)了井噴式增長(zhǎng),各大汽車(chē)制造企業(yè)紛紛上馬新的工廠,以求在市場(chǎng)中占有更大的份額。而隨著顧客消費(fèi)理念的日趨成熟,人們對(duì)更高品質(zhì)、更低成本的需求,以及同行業(yè)競(jìng)爭(zhēng)的擴(kuò)大化讓汽車(chē)制造商感受到前所未有的壓力,所以汽車(chē)工業(yè)的傳統(tǒng)純手工生產(chǎn)方式正逐漸退出舞臺(tái),自動(dòng)化生產(chǎn)有了充分的施展空間。
沖壓作為整車(chē)生產(chǎn)首道工序,實(shí)現(xiàn)自動(dòng)化已經(jīng)被各整車(chē)工廠廣泛接受。而沖壓自動(dòng)化如何實(shí)現(xiàn),需要在生產(chǎn)線規(guī)劃初期就做出縝密考慮。
人工方式與自動(dòng)化方式的各自特點(diǎn)
傳統(tǒng)的人工生產(chǎn)線,使用皮帶機(jī)傳輸方式,優(yōu)點(diǎn)是在建設(shè)初期投入較小、后期維護(hù)成本較少、模具結(jié)構(gòu)設(shè)計(jì)要求較低、壓力機(jī)模具故障停線時(shí)間短。如果用于少量生產(chǎn),還是有著不可替代的優(yōu)勢(shì)。隨著產(chǎn)能提升,人工成本增加,其效率低下、產(chǎn)品質(zhì)量穩(wěn)定性較差、安全性較差等缺點(diǎn)越來(lái)越明顯,從而影響企業(yè)的發(fā)展。而自動(dòng)化生產(chǎn)線恰好可以讓這些問(wèn)題得到解決,較好的安全性、較高的生產(chǎn)效率、穩(wěn)定的產(chǎn)品質(zhì)量以及批量生產(chǎn)條件下更低的單件生產(chǎn)成本是自動(dòng)化沖壓生產(chǎn)線的優(yōu)點(diǎn),尤其對(duì)大型車(chē)身外板覆蓋件,這些優(yōu)點(diǎn)更為突出。因而,現(xiàn)今整車(chē)工廠一般在大型沖壓生產(chǎn)線規(guī)劃初期,就會(huì)直接考慮采用自動(dòng)化生產(chǎn)線。
自動(dòng)化設(shè)備組成
從機(jī)械組成上來(lái)講,沖壓自動(dòng)線一般可分為壓力機(jī)和自動(dòng)化傳輸系統(tǒng),沖壓自動(dòng)化系統(tǒng)通常包含拆垛系統(tǒng)、自動(dòng)傳輸系統(tǒng)和線尾出料系統(tǒng)。
拆垛系統(tǒng)
自動(dòng)化拆垛系統(tǒng)主要包括2臺(tái)軌道移動(dòng)式上料小車(chē)(前后移動(dòng)式、左右移動(dòng)式,每個(gè)上料小車(chē)上配備4~8個(gè)活動(dòng)可調(diào)磁力分張器通常為永磁鐵,用于材料的分離)、拆垛手(機(jī)械手或機(jī)器人)、傳送裝置(多為磁性皮帶機(jī))、板料清洗或涂油機(jī)(現(xiàn)多用離線式)、板料對(duì)中臺(tái)(機(jī)械拍打式、光感掃描式)、投料手及控制系統(tǒng)等。
當(dāng)上料小車(chē)裝載料垛(可包括托盤(pán))由換垛位置回到拆垛位置后,板料由拆垛手從料垛拾取,通過(guò)傳送裝置送到對(duì)中臺(tái)。板料經(jīng)過(guò)對(duì)中定位后,便可開(kāi)始后序沖壓生產(chǎn)。
自動(dòng)傳輸系統(tǒng)
自動(dòng)傳輸系統(tǒng)用于各工序間工件搬運(yùn)傳輸。傳輸機(jī)構(gòu)主要有機(jī)械手和機(jī)器人兩種。隨著沖壓自動(dòng)化技術(shù)的不斷改進(jìn),機(jī)械手自動(dòng)傳輸機(jī)構(gòu)的形式也不斷變化。形式的不同也是目前沖壓自動(dòng)線的主要區(qū)別所在。目前,高速、穩(wěn)定的單臂或雙臂橫桿式傳送機(jī)構(gòu)(圖1)是沖壓自動(dòng)化系統(tǒng)的主流。

圖1 單臂或雙臂橫桿式傳送機(jī)構(gòu)
線尾系統(tǒng)
線尾系統(tǒng)由輸送帶、照明、工件檢驗(yàn)臺(tái)、人工或自動(dòng)裝箱機(jī)構(gòu)及控制系統(tǒng)等構(gòu)成。主要任務(wù)是將成品沖壓件輸送至合適的位置便于裝箱(或自動(dòng)裝箱),并為沖壓件檢測(cè)提供條件。
自動(dòng)化系統(tǒng)選用
選定理由:普通壓力機(jī)+單臂機(jī)械手相對(duì)機(jī)器人方式來(lái)講有著較高的穩(wěn)定性,較高的生產(chǎn)速度,對(duì)模具的結(jié)構(gòu)要求基本相同,可用于舊有模具的生產(chǎn),其相對(duì)橫桿式又有著較低的投入成本,生產(chǎn)批次柔性更好,模具結(jié)構(gòu)要求低的特點(diǎn)(可節(jié)省大量新車(chē)模具成本),所以其在現(xiàn)今國(guó)內(nèi)的沖壓工廠內(nèi)仍然有廣泛的應(yīng)用。
拆垛系統(tǒng)
(1)上料臺(tái)車(chē)。選用前后移動(dòng)方式,優(yōu)點(diǎn)為材料垛轉(zhuǎn)換時(shí)間幾乎不計(jì),有效提升生產(chǎn)節(jié)拍;選用左右移動(dòng)方式,材料垛轉(zhuǎn)換時(shí),生產(chǎn)線會(huì)出現(xiàn)短暫的等待,按照通常臺(tái)車(chē)移動(dòng)速度12m/min,每次約耗時(shí)0.5~1min,比前后移動(dòng)方式系統(tǒng)高度降低、投入相對(duì)較少。
(2)雙料檢測(cè)及回收。由于機(jī)械手投料可能出現(xiàn)將兩張材料投入模具的情況,所以在折垛時(shí)應(yīng)進(jìn)行雙料檢測(cè),防止投入模具后造成模具損壞。考慮到設(shè)備可能出現(xiàn)故障,應(yīng)在對(duì)中時(shí)進(jìn)行二次檢測(cè),如果出現(xiàn)雙料,生產(chǎn)線不應(yīng)停止,應(yīng)考慮自動(dòng)將雙料排出,那么回收再利用就很重要了。
(3)對(duì)中檢測(cè)和投件機(jī)械手。現(xiàn)在通用的對(duì)中方式有兩類(lèi),光感式和機(jī)械拍打式。光感通過(guò)照像、掃描確定材料狀態(tài),再通過(guò)機(jī)械手或?qū)χ羞M(jìn)行轉(zhuǎn)角達(dá)到正確姿態(tài)投入模具;機(jī)械拍打式通過(guò)機(jī)械拍打?qū)⒉牧献藨B(tài)調(diào)整到位再投入模具。綜合考慮,光感式投入成本較大,旋轉(zhuǎn)式對(duì)中臺(tái)或多軸機(jī)械手故障概率較高。光感器件對(duì)環(huán)境要求較高,但適應(yīng)材料形狀較好,抓取材料準(zhǔn)確性較高;機(jī)械拍打式,適應(yīng)范圍較小,材料定位精度較低。
(4)端拾器。盡量進(jìn)行通用化處理,如果進(jìn)行更換則比較浪費(fèi)時(shí)間。
(5)材料在臺(tái)車(chē)上的定位及磁力分張器。通常材料在臺(tái)車(chē)上采用機(jī)械式定位,一般要求精度不高,誤差小于1cm在對(duì)中臺(tái)進(jìn)行調(diào)整,磁力分張器可以選用固定自動(dòng)進(jìn)退式(多應(yīng)用于左右移動(dòng)式臺(tái)車(chē))和手動(dòng)調(diào)整式(多應(yīng)用于前后移動(dòng)式臺(tái)車(chē))。
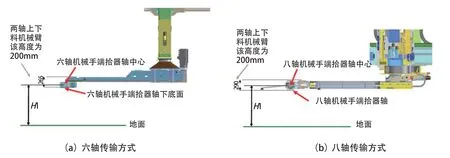
圖2 線間輸送系統(tǒng)
線間輸送系統(tǒng)
如圖2所示,線間輸送系統(tǒng)國(guó)內(nèi)基本采用兩種傳輸方式:豎直位移方式與水平位移方式,機(jī)械手根據(jù)實(shí)際情況采用六軸(模具要求開(kāi)口高度較小,圖2a所示)或八軸(模具要求開(kāi)口高度較大,圖2b)。
六軸和八軸機(jī)械手可進(jìn)行雙工件變中心距調(diào)整(圖3),單邊調(diào)整量為最大值±200mm,各機(jī)械手通過(guò)制件端拾器上的氣缸實(shí)現(xiàn)。
六軸和八軸機(jī)械手具備整體平移(圖4)調(diào)整量為最大值±100mm(左右平移,中心線為參考點(diǎn))的功能。
如圖5所示,六軸、八軸機(jī)械手具備繞Y軸旋轉(zhuǎn)最大值±20°(前后)的功能。
如圖6所示,兩條生產(chǎn)線壓機(jī)中心距為6500mm,六軸和八軸機(jī)械手在壓力機(jī)中心線上前后調(diào)整量為最大值±50mm。
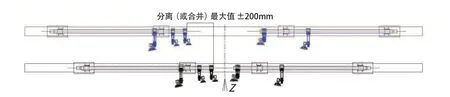
圖3 雙工件變中心距調(diào)整
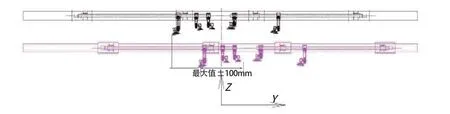
圖4 整體平移
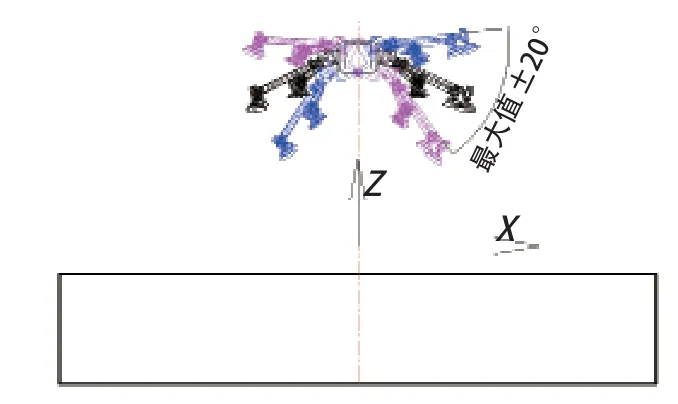
圖5 繞Y軸旋轉(zhuǎn)最大值±20°
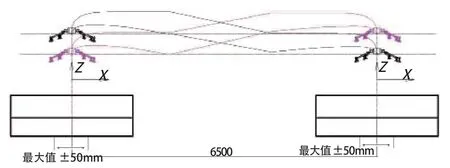
圖6 中心線上前后調(diào)整
考慮到在進(jìn)行換模作業(yè)尤其是ADC作業(yè)時(shí),可能會(huì)出現(xiàn)端拾器與模具干涉的情況(下模具較小,端拾器較長(zhǎng),換入相較大時(shí))應(yīng)規(guī)定一個(gè)除HOME點(diǎn)外的換模停止點(diǎn),保證設(shè)備安全。
線尾裝箱檢查系統(tǒng)
(1)考慮到使用自動(dòng)化生產(chǎn)線后,提高生產(chǎn)節(jié)拍,大約可以實(shí)現(xiàn)8~12件/min,而自動(dòng)化線生產(chǎn)的主要是外板件,器具收容數(shù)小,平均2min左右就要更換器具,所以在后側(cè)應(yīng)設(shè)立滑動(dòng)軌道,保證生產(chǎn)線不會(huì)因等待器具停止。
(2)為保證節(jié)拍,減少機(jī)械手Z軸位移,模具等高線應(yīng)該與皮帶機(jī)高度盡量一致,但作業(yè)人員就無(wú)法進(jìn)行檢查作業(yè),所以應(yīng)增加補(bǔ)高臺(tái)補(bǔ)齊高度差。
(3)按節(jié)拍換算皮帶機(jī)速度,并核定品質(zhì)檢查工位、速度,選擇適合的皮帶長(zhǎng)度。
(4)結(jié)合皮帶長(zhǎng)度增加照明及相應(yīng)的氣路裝置。整線封閉。通常封閉方式有半封閉式(金屬網(wǎng)等)、全封閉式(框架、板),考慮到生產(chǎn)線內(nèi)的潔凈度,一般采用亞克力板、有機(jī)玻璃等材料的封閉方式,這樣在保證可視的前提下,盡量降低粉塵對(duì)制品品質(zhì)的影響。
模具識(shí)別與檢測(cè)信號(hào)
設(shè)備換模(ADC方式)需要將模具參數(shù)存儲(chǔ)于自動(dòng)化設(shè)備內(nèi),以便于調(diào)用,減少誤操作。這就需要有模具識(shí)別,每個(gè)模具編碼惟一,有手動(dòng)調(diào)用和自動(dòng)調(diào)用兩種形式。另外為保證模具、設(shè)備安全和品質(zhì),對(duì)投入材料或制品也需要一定的檢測(cè),這些電信號(hào)最終作為自動(dòng)化啟動(dòng)條件傳遞至總控制系統(tǒng)。

圖7 線尾裝箱檢查系統(tǒng)
⑴如圖8所示,拉伸工序通常采用的是材料到位檢測(cè)(接近開(kāi)關(guān))。
⑵非拉伸工序的制件定位檢測(cè)(圖9a、b)采用在模具型面上合理部位對(duì)角布置檢測(cè)傳感器的檢測(cè)方式,一般采用在右前和左后角布置2個(gè)檢測(cè)傳感器。

圖8 材料到位檢測(cè)
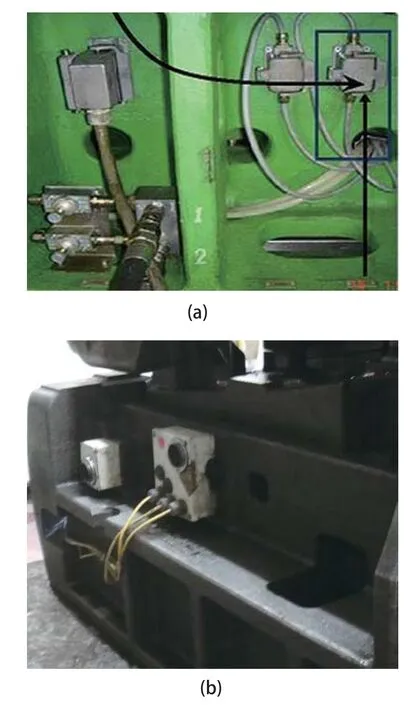
圖9 線盒相連
如圖9a、b所示,總線集成后接入線盒,統(tǒng)一與臺(tái)車(chē)的線盒相連。
⑶考慮到模具中經(jīng)常使用氮?dú)飧祝瑸楸WC出現(xiàn)漏氣后模具安全,所以也應(yīng)加入壓力檢測(cè)裝置。
⑷空工位。空工位每個(gè)制件應(yīng)設(shè)置定位檢測(cè)(2個(gè))和識(shí)別檢測(cè)裝置(空工位識(shí)別檢測(cè)與沖壓模具識(shí)別檢測(cè)相同)。
結(jié)束語(yǔ)
沖壓自動(dòng)生產(chǎn)線形式組合多種多樣而且結(jié)構(gòu)復(fù)雜,每個(gè)子系統(tǒng)又可細(xì)分為很多不同類(lèi)型。汽車(chē)生產(chǎn)工藝的不斷發(fā)展,必然導(dǎo)致沖壓自動(dòng)生產(chǎn)線的技術(shù)不斷提升,沖壓自動(dòng)線使用需要考慮的因素也會(huì)不斷變化。
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
中國(guó)洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
