內高壓成形機理及主要影響因素
2013-08-08 00:59:27冉英超李洪波保定市精工汽車模具技術有限公司
鍛造與沖壓 2013年16期
關鍵詞:變形
文/冉英超,李洪波?保定市精工汽車模具技術有限公司
內高壓成形機理及主要影響因素
文/冉英超,李洪波?保定市精工汽車模具技術有限公司
汽車作為社會現代化的象征在帶給人們出行便利的同時也給社會帶來了高污染等負面影響,日益高攀的油價也令人們對汽車望而卻步,“環保、節能”成為未來汽車的發展方向。內高壓成形又稱液壓成形正是在這樣的背景下開發出來的一種制造空心輕體構件的先進制造技術。
內高壓成形技術優勢
與傳統的沖壓焊接加工技術相比具有如下的優點:減輕重量。復雜形狀的零件可一次成形,減少了結構的零件數量與焊接重量,而且可使用更少的材料,減重效果顯著;提高產品質量。零件因在成形過程中發生了加工硬化,提高了強度,而且成品的壁厚均勻,尺寸精度高,產品質量明顯高于沖壓焊接件;提高生產效率。零件數量的減少,使焊點數量、裝配工序等顯著減少,生產率大幅提高;降低生產成本。材料利用率提高,零件數量減少,可以節省材料、模具等費用及其他輔助費用。
福特某車型的發動機架采用內高壓成形技術,與傳統的加工技術相比,具有明顯的優越性。工件的數目由6個減少為1個;加工程序的步驟由32步減少為3步;成形件的重量由12kg降低為8kg;平均每個成形件的成本由20英磅降低為10英磅。
鑒于內高壓成形技術的種種優勢,在汽車技術比較發達的歐美等國家,內高壓成形技術的應用已經十分普遍;在我國伴隨技術的進步及法規的提高,國內眾多汽車廠家都加快研究開發內高壓成形件的步伐,內高壓成形技術目前已成為汽車產業主流制造技術之一。
內高壓成形技術介紹
內高壓成形是一種以液體為傳壓介質,以管材作坯料,通過向管材內部施加高壓液體和軸向補料把管材壓入到模具型腔使其成形為特定形狀工件的現代塑性加工技術。由于使用乳化液(在水中添加少量的防腐劑等組成)作為傳力介質,又稱為管材液壓成形或水壓成形。
通過液體介質在管坯內部產生超高壓,成形工作壓力通常為200~400MPa,最高可達1000MPa以上。在施加內高壓的同時,軸向活塞對管坯的兩端施加軸向推力,進行補料。在兩種外力的共同作用下,管坯材料發生塑性變形,并最終與模具型腔內壁貼合,得到形狀與精度均符合技術要求的中空零件。適用于制造沿構件軸線變化的圓形、矩形截面或異形截面空心構件。常見的制件有凸輪軸、散熱器支架、副車架、排氣歧管、前擺臂、B柱、門檻梁、座椅骨架、后橋殼、懸架、儀表板支架等。
內高壓成形工藝過程主要分為四個步驟,如圖1所示:

圖1 內高壓成形示意圖
(1)將管坯1放在下模2內,閉合上模3;
(2)軸向活塞推進,將管的兩端用水平沖頭4和5密封,形成封閉空間并快速注入液體介質排凈管內空氣。
(3)按照預先設定的加載曲線,進行內壓、軸向推力的復合加載,當管坯內部壓力超過管材的屈服極限時,管坯沿模具型腔產生變形,軸向推力幫助補充管坯變形需求的材料,隨壓力的增大,管坯外表面與模具型腔內壁逐漸貼合最終成形,其典型截面如圖2所示;

圖2 成形截面
(4)液體介質卸載,軸向活塞回程,液壓機滑塊上行,回收液體介質,取出成形后的零件。
內高壓成形的受力分析
內高壓成形是管坯在軸向載荷及內部高壓作用下塑性變形加工工藝,其變形過程符合Barlat等提出的平面各向異性多晶體材料屈服準則。
在成形區管坯受軸向推力F、管坯內部壓力P的復合作用,當復合作用力超過材料的變形極限時,管坯沿型腔開始變形。根據有限元分析,作用于某一單元體上的力除主動力F和P外還包括單元體的內力F′,其受力情況如圖3b所示。
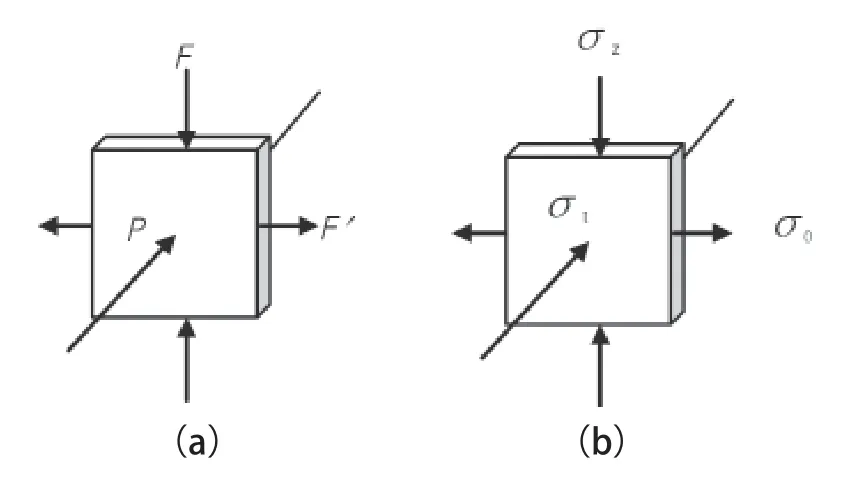
圖3 管坯受力示意圖
從管坯單元體的受力狀態可以看出,軸向推力F將產生沿軸向的壓應力σz,而作用于管坯內部的壓力P除產生垂直于壁厚方向的厚向壓應力σt外還產生環向拉應力σθ,如圖3b圖所示。其中σz=F/S,σt=P,σθ=PR/t。S是軸向推力F的作用面積,P是作用于管坯的內部高壓,R和t分別為管坯的直徑和壁厚。
在內高壓成形過程中,軸向補料力F及內部高壓P都是動態變量,在不同的成形階段其應力狀態不同。在成形的初始階段,由于只有軸向推力F作用于管坯端部,因此管坯處于單向壓應力狀態,即內部高壓P所產生的σt和σθ全部為零;經密封階段后,隨成形過程的發展,管坯開始充液加壓,在軸向推力和內部高壓的共同作用下,管坯的應力狀態開始滿足Barlat屈服準則的變形條件,管坯進入塑性變形階段;隨著壓力的不斷加大與變形過程的發展,管坯最終進入高壓成形階段,此時作用于管坯端頭的軸向力已經很難直接傳遞到貼模成形區的材料上,因此對于成形區的材料來說,其作用力完全來自作用于管坯內部的高壓液體。這種應力變化狀態決定了內高壓成形工藝后期的失穩以破裂為主。
內高壓成形的主要缺陷及影響因素
內高壓成形是在軸向推力F和內部高壓P的聯合作用下的復雜成形過程,成形件的質量也受多種參數的影響,如產品設計、模具質量、加載曲線、管坯材料性能及初始尺寸等。出現任何問題,將導致減薄過度、開裂、屈曲、起皺、精度不足等質量缺陷。
產品設計對成形件的影響
合理的產品設計是得到高質量的內高壓成形件的前提,產品的成形性能受產品本身的圓角半徑影響較大,圓角半徑越小,所需的整形壓力越高,導致合模力增大、密封困難、功率增大等,甚至不能完全成形。一般情況下圓角半徑r與管坯壁厚t存在如下關系:

在滿足使用要求的前提下,過渡圓角半徑應該盡量增大。另外,產品的截面形狀及彎曲形狀都對內高壓成形件的質量產生重要影響。
模具質量對成形件的影響
由于管件在液壓成形時要承受很高的內部壓力和軸向推力,使管件能夠充分脹形得到所需形狀,管坯內的強大壓力通過管壁作用于模具上,模具密封不嚴,則無法建立成形壓力;模具剛度或合模力強度不足則導致模具薄弱環節變形等影響管件成形的幾何形狀和尺寸精度,因此模具制造時要重點關注。
管坯性能對成形件的影響
管坯具有良好的力學性能(n值即加工硬化指數;r值即厚向異性指數)是提高成形件質量的前提條件。加工硬化指數n反映了材料變形應變均化的能力,n值越大,材料的成形性能越好;厚向異性指數r表明在同樣受力條件下板料厚度方向上的變形性能。當r>1時,r值越大表示板料越不易在厚度方向變形,也就是越不易變薄或增厚,則可減少起皺、拉裂等,有利于產品質量的提高。
管坯初始尺寸對成形件的影響
初始尺寸主要包括管坯的初始長度、管坯的外徑、管坯的壁厚等。管坯初始長度過長,在成形過程中管坯與模具型腔內表面的摩擦力加大,導致所需的軸向推力加大,而且如果管坯的長度和直徑比值超過一定值時,會導致成形過程中的整體屈曲。
管坯的外徑選擇對成形件有巨大影響。管坯外徑過大,不能順利地放入模具型腔內,導致管坯初期受壓變形,無法得到所需成形件。管坯外徑太小,易導致管坯的過度減薄甚至破裂。
同一材料不同厚度的管坯在相同內高壓成形條件下成形性能也是不同的。當管壁太薄時,容易使局部的單元超出破裂極限,成形失效。如果管壁太厚,所需的成形壓力越大。
加載曲線對成形件的影響
加載曲線是內高壓成形最重要的工藝參數之一。在生產過程中,若加載路徑設計不當,則會出現起皺或破裂等缺陷。在成形的初始階段,若軸向推力過大,內壓不足,管坯會出現失穩起皺;反之則會出現壁厚過度減薄,甚至破裂。實際生產中,應避免以上缺陷,零件壁厚應力求均勻一致,這就要求內壓和軸向推力的合理匹配。隨著計算機控制技術和超高壓液壓技術的不斷進步,使得合理控制內壓、軸向推力的匹配關系已成為可能。因此,加載曲線的匹配就成為內高壓成形的關鍵技術。
結束語
內高壓成形是現代先進制造技術之一,可以減少模具數量,降低生產成本,提高車輛性能,具有獨特的工藝特點和技術、經濟優勢,在汽車行業比較發達的國家已經得到普及應用。內高壓成形在我國還是一項較新的制造技術,包括產品設計到成形工藝需要更深入、更細致的研究,突破國外的技術壟斷。隨著我國汽車工業的快速發展與對汽車減重結構不斷增長的需求,在我國內高壓成形必將獲得快速發展與應用。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
