鍛造自動(dòng)化生產(chǎn)線
2013-08-08 00:59:33木下裕次劉建華陳巖日本株式會(huì)社栗本鐵工所
鍛造與沖壓 2013年23期
文/木下裕次,劉建華,陳巖·(日本)株式會(huì)社栗本鐵工所
鍛造自動(dòng)化生產(chǎn)線
文/木下裕次,劉建華,陳巖·(日本)株式會(huì)社栗本鐵工所
在熱鍛和溫鍛的加工過程中,手動(dòng)操作者的工作環(huán)境往往具有溫度高、噪聲大、振動(dòng)強(qiáng)等特點(diǎn)。因此,如果大批量生產(chǎn)單一品種的鍛件,企業(yè)使用自動(dòng)化鍛造設(shè)備會(huì)收到很好的效果。本文將對(duì)株式會(huì)社栗本鐵工所(以下簡(jiǎn)稱栗本公司)鍛造設(shè)備自動(dòng)化的設(shè)計(jì)與技術(shù)特點(diǎn)進(jìn)行介紹。
設(shè)備投資的比較
自動(dòng)化設(shè)備在價(jià)格上要比手動(dòng)設(shè)備高一些,一般來說自動(dòng)化設(shè)備生產(chǎn)線的投資金額相當(dāng)于手動(dòng)設(shè)備的2倍左右。如果從生產(chǎn)能力上進(jìn)行比較,自動(dòng)化設(shè)備的生產(chǎn)能力比手動(dòng)設(shè)備高2~3倍甚至更多,因此如果所生產(chǎn)的產(chǎn)品批量大的話,自動(dòng)化設(shè)備的投資更為合算。圖1為手動(dòng)設(shè)備和自動(dòng)化設(shè)備。
手動(dòng)設(shè)備和自動(dòng)化設(shè)備進(jìn)行比較,其具有以下4個(gè)特點(diǎn):
⑴手動(dòng)設(shè)備初期投資金額少。
⑵手動(dòng)設(shè)備生產(chǎn)效率相對(duì)較低,大概為9s/件。
⑶手動(dòng)設(shè)備對(duì)操作人員的技能水平要求比較高。
⑷手動(dòng)設(shè)備主要由人工搬運(yùn)鍛件和坯料,因此可以搬送形狀復(fù)雜的鍛件。
自動(dòng)化設(shè)備可以總結(jié)出以下4個(gè)特點(diǎn):
⑴自動(dòng)化設(shè)備初期投資大,約為手動(dòng)設(shè)備的2倍。
⑵自動(dòng)化設(shè)備生產(chǎn)效率較高,生產(chǎn)速度為3s/件。
⑶如果自動(dòng)化設(shè)備的鍛造條件設(shè)定正確的話,該設(shè)備對(duì)操作人員鍛造技能的要求較低。
⑷從自動(dòng)搬送的角度來講,自動(dòng)化設(shè)備適用于搬運(yùn)形狀規(guī)則的鍛件。

圖1 手動(dòng)設(shè)備和自動(dòng)化設(shè)備
從生產(chǎn)能力來考慮
例如,一家企業(yè)的生產(chǎn)能力為每月60萬件,如果使用一臺(tái)生產(chǎn)能力為3s/件的自動(dòng)化設(shè)備,每天的生產(chǎn)時(shí)間按照20h來計(jì)算,則每個(gè)月需要的工作天數(shù)為60×10000×3÷3600÷20=25天。所以只需投資一臺(tái)自動(dòng)化生產(chǎn)線就可以滿足生產(chǎn)任務(wù)。
如果投資手動(dòng)設(shè)備的話,假設(shè)生產(chǎn)能力可以達(dá)到9s/件,則需要三條手動(dòng)生產(chǎn)線才能滿足生產(chǎn)任務(wù),同時(shí)還需要增加熟練操作工的人數(shù)。所以,選擇自動(dòng)化設(shè)備還是手動(dòng)設(shè)備,需要從企業(yè)生產(chǎn)任務(wù)和工人生產(chǎn)能力等方面來考慮。
從產(chǎn)品品質(zhì)來考慮
在使用手動(dòng)設(shè)備的情況下,操作工人需要時(shí)刻關(guān)注鍛造的生產(chǎn)過程,其技能和體力直接影響到產(chǎn)品品質(zhì)。只有在操作工人技能水平較高,并且保證不透支體力的情況下,才能生產(chǎn)出高品質(zhì)的產(chǎn)品。所以說對(duì)于手動(dòng)設(shè)備來說,存在著操作工操作熟練度和身體素質(zhì)影響產(chǎn)品品質(zhì)的問題。
在使用自動(dòng)化設(shè)備的情況下,對(duì)員工的技能要求不高,自動(dòng)化設(shè)備的鍛造條件設(shè)定對(duì)產(chǎn)品品質(zhì)起決定性作用。如果自動(dòng)化設(shè)備的鍛造條件設(shè)定正確的話,即使操作工人的技能不是很高,也能生產(chǎn)出高品質(zhì)的鍛件。
從產(chǎn)品形狀來考慮
對(duì)于自動(dòng)化設(shè)備來說,產(chǎn)品的形狀分為適合自動(dòng)生產(chǎn)的形狀和不適合自動(dòng)生產(chǎn)的形狀,圖2為自動(dòng)化生產(chǎn)線生產(chǎn)出來的鍛件。由于自動(dòng)化設(shè)備的多工位鍛造模具都在設(shè)備內(nèi)部,所以要求鍛件形狀符合搬送設(shè)備的搬送條件(例如,搬送高度必須保持一致)。對(duì)于不符合搬送條件的鍛件則不能在自動(dòng)化設(shè)備上進(jìn)行生產(chǎn)。


圖2 自動(dòng)化生產(chǎn)線生產(chǎn)的鍛件
自動(dòng)化生產(chǎn)線
壓力機(jī)
自動(dòng)化生產(chǎn)線為了實(shí)現(xiàn)多工位鍛造,從結(jié)構(gòu)上來看,對(duì)于偏心載荷需要有較強(qiáng)的適應(yīng)能力,栗本公司生產(chǎn)的壓力機(jī)如圖3所示,采用雙連桿構(gòu)造來實(shí)現(xiàn)抗高強(qiáng)度偏心載荷能力。

圖3 對(duì)應(yīng)多工位鍛造的機(jī)械構(gòu)造
自動(dòng)化設(shè)備在生產(chǎn)開始和生產(chǎn)結(jié)束環(huán)節(jié)由于設(shè)備內(nèi)的工件數(shù)量不同,負(fù)載也不相同,設(shè)備框架產(chǎn)生的彈性變形會(huì)影響到產(chǎn)品的精度,所以安裝自動(dòng)模高調(diào)整機(jī)構(gòu)是十分必要的。圖4描述了安裝自動(dòng)模高調(diào)整機(jī)構(gòu)的必要性。

圖4 自動(dòng)模高調(diào)整機(jī)構(gòu)的必要性
自動(dòng)模高調(diào)整機(jī)構(gòu)的結(jié)構(gòu)及其控制系統(tǒng),如圖5所示。圖中上半部分的三維圖形為模高調(diào)整的機(jī)械結(jié)構(gòu),通過液壓油缸推動(dòng)偏心軸進(jìn)行轉(zhuǎn)動(dòng)來實(shí)現(xiàn)垂直方向的微小位移,達(dá)到模高調(diào)整的目的。

圖5 自動(dòng)模高調(diào)整機(jī)構(gòu)的結(jié)構(gòu)及其控制系統(tǒng)
步進(jìn)梁送料機(jī)構(gòu)
步進(jìn)梁裝置的構(gòu)造已經(jīng)開始從過去的單純機(jī)械式構(gòu)造,向伺服電機(jī)式的構(gòu)造進(jìn)行轉(zhuǎn)變。伺服式步進(jìn)梁裝置可以自由變換搬送行程,可以運(yùn)送多種鍛件產(chǎn)品,圖6為5軸步進(jìn)梁機(jī)構(gòu)。
為了防止鍛造結(jié)束后產(chǎn)品落下產(chǎn)生磕碰傷,壓力機(jī)出口處必須有開放的空間以便鍛件水平搬出,對(duì)應(yīng)此要求,栗本公司近年來開發(fā)出10軸步進(jìn)梁如圖7所示,深受用戶喜愛。

圖6 5軸步進(jìn)梁機(jī)構(gòu)

圖7 10軸步進(jìn)梁機(jī)構(gòu)
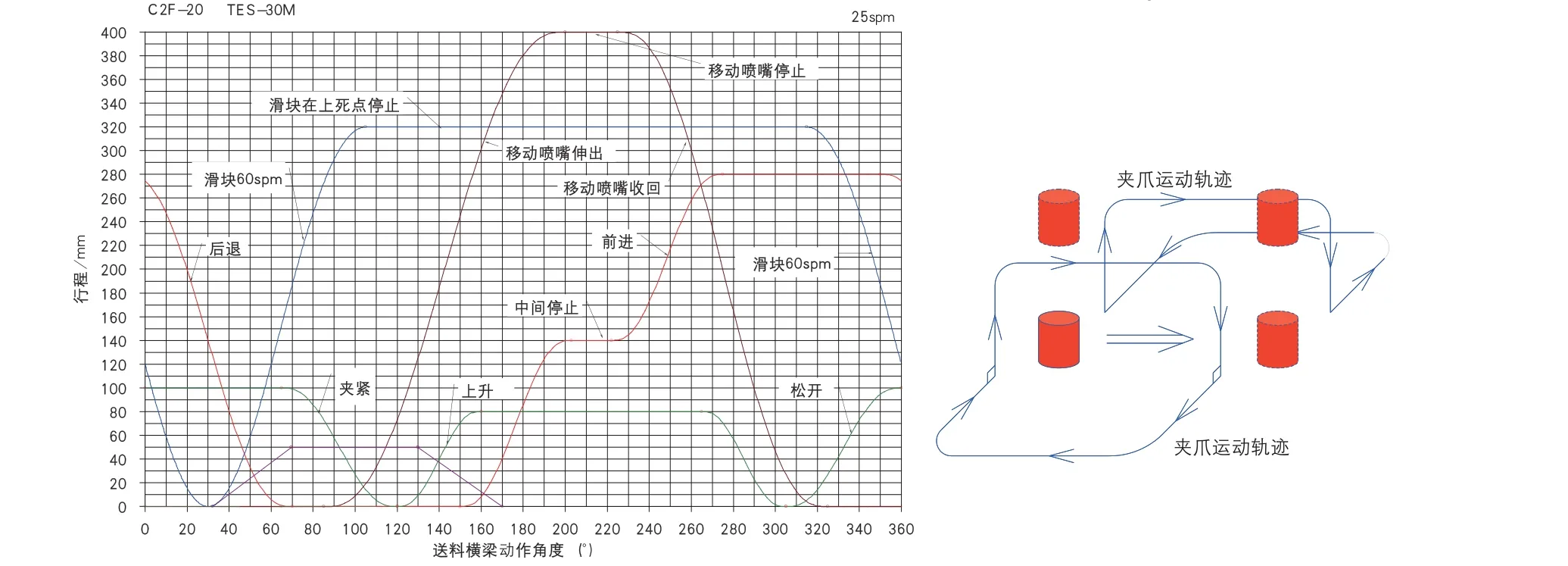
圖8 步進(jìn)梁主控模式下行程周期曲線圖例
自動(dòng)化生產(chǎn)線的控制模式
步進(jìn)梁主控模式
一般的自動(dòng)化設(shè)備,滑塊每次在上死點(diǎn)會(huì)停止,在其停留的時(shí)間之內(nèi),步進(jìn)梁會(huì)進(jìn)行一系列的工件搬送動(dòng)作。然后在合適的時(shí)間給壓力機(jī)發(fā)出信號(hào),引導(dǎo)壓力機(jī)進(jìn)行下一次鍛造。由于壓力機(jī)和步進(jìn)梁的動(dòng)作分別獨(dú)立,所以只要工件滿足搬送高度一致的條件,即可實(shí)現(xiàn)自動(dòng)化生產(chǎn)。
搬送的動(dòng)作曲線如圖8所示。圖中每條曲線表示的是在每一時(shí)刻,在各個(gè)方向上的每個(gè)動(dòng)作行程,將壓力機(jī)、步進(jìn)梁、脫模劑移動(dòng)噴嘴這三者進(jìn)行細(xì)致的設(shè)計(jì)校驗(yàn),進(jìn)行精確的時(shí)間和機(jī)器配合,來實(shí)現(xiàn)迅速而穩(wěn)定的工件搬送及鍛造。

圖9 兩種運(yùn)行模式對(duì)比
壓力機(jī)主控模式
在這種模式下,壓力機(jī)連續(xù)運(yùn)轉(zhuǎn),在滑塊抬起的過程中步進(jìn)梁進(jìn)行工件的搬運(yùn)動(dòng)作,這種模式過去主要通過機(jī)械式的聯(lián)動(dòng)機(jī)構(gòu)來實(shí)現(xiàn)。近幾年伺服式步進(jìn)梁和電氣系統(tǒng)的聯(lián)動(dòng)成為主流,已經(jīng)應(yīng)用于等速萬向節(jié)(CVJ)及軸承圈的鍛造領(lǐng)域,可以實(shí)現(xiàn)30~50spm(平均1.2~2s生產(chǎn)1件)的高速鍛造。
在這種模式下,因?yàn)樾枰趬毫C(jī)滑塊抬起的時(shí)間間隙里進(jìn)行步進(jìn)梁的動(dòng)作,往往工件在被下頂模銷頂起之后也需要被夾持完畢,所以在模具設(shè)計(jì)與夾爪控制等方面需要有較高程度的配合才能實(shí)現(xiàn)。
電氣控制模式
這種設(shè)備將上述的步進(jìn)梁主控模式和壓力機(jī)主控模式集成在一臺(tái)設(shè)備上,可以通過電氣控制來進(jìn)行切換,根據(jù)工件的不同可以使用不同的運(yùn)行模式,因此可以用一臺(tái)設(shè)備對(duì)多種產(chǎn)品進(jìn)行鍛造。步進(jìn)梁主控模式的優(yōu)勢(shì)為采用上死點(diǎn)停止的運(yùn)轉(zhuǎn)模式,滑塊停止時(shí)可以實(shí)現(xiàn)充分的模具潤滑。壓力機(jī)主控模式的優(yōu)勢(shì)為采用上死點(diǎn)不停止的運(yùn)轉(zhuǎn)模式,提高生產(chǎn)效率,節(jié)約能源。
在步進(jìn)梁主控模式下,壓力機(jī)可以用較快的速度進(jìn)行運(yùn)轉(zhuǎn),適用于扁平鍛件。同時(shí)步進(jìn)梁和壓力機(jī)的配合相對(duì)簡(jiǎn)單,所以復(fù)雜的自動(dòng)化鍛造設(shè)備一般較多使用步進(jìn)梁主控模式進(jìn)行控制。
在通過用高速鍛造來提高生產(chǎn)能力的情況下,壓力機(jī)主控模式會(huì)比較有利,其對(duì)壓力機(jī)和步進(jìn)梁的配合有很高的要求。同時(shí),由于壓力機(jī)運(yùn)轉(zhuǎn)速度相對(duì)較慢,所以這種運(yùn)轉(zhuǎn)模式比較適用于軸類鍛件。
對(duì)于生產(chǎn)多品種小產(chǎn)量、扁平類鍛件或者軸類鍛件,需要2臺(tái)專用壓力機(jī)來進(jìn)行生產(chǎn)。但是如果使用雙模復(fù)式壓力機(jī),則通過電氣控制即可切換步進(jìn)梁主控模式和壓力機(jī)主控模式,這樣1臺(tái)設(shè)備就具有2臺(tái)設(shè)備的生產(chǎn)能力,所以這類設(shè)備的性價(jià)比較高,有較好的實(shí)用性。
M2M遠(yuǎn)程服務(wù)系統(tǒng)
鍛造設(shè)備的構(gòu)成正在從單純的機(jī)械方面向機(jī)電一體化的方向進(jìn)行轉(zhuǎn)變。步進(jìn)梁的動(dòng)作機(jī)構(gòu)正在向伺服電機(jī)的方向進(jìn)行轉(zhuǎn)變,同時(shí)在壓力機(jī)的控制部分里PLC所占的比重也有了很大的增加。基于這種情況,當(dāng)機(jī)械出現(xiàn)異常的時(shí)候,通過查看電氣系統(tǒng)來查找問題原因,也逐漸成為一種必要的方式。
栗本公司為國外客戶供應(yīng)設(shè)備的機(jī)會(huì)越來越多,為客戶服務(wù)的方式——M2M遠(yuǎn)程服務(wù)系統(tǒng)被開發(fā)、建立起來。以往,當(dāng)設(shè)備出現(xiàn)異常時(shí),一般會(huì)與客戶通過電話和郵件交流來進(jìn)行解決。但是往往由于客戶對(duì)出現(xiàn)異常的原因也不能詳細(xì)把握,以至于維修人員不能正確理解問題,通常會(huì)在解決問題的過程中花費(fèi)許多無用的時(shí)間。M2M遠(yuǎn)程服務(wù)系統(tǒng)的應(yīng)用,使得栗本公司的技術(shù)人員可以盡可能地對(duì)設(shè)備的異常情況進(jìn)行了解,從而使問題處理的時(shí)間大為短縮。
結(jié)束語
鍛造加工的產(chǎn)品廣泛應(yīng)用于汽車產(chǎn)業(yè)及現(xiàn)代工業(yè),隨著汽車等產(chǎn)業(yè)的現(xiàn)代化程度越來越高,對(duì)鍛造產(chǎn)品的生產(chǎn)速度要求也越來越快。如果企業(yè)有大批量生產(chǎn)的鍛件,以往的手工鍛造就不能滿足生產(chǎn)速度的要求,加上近年來人工成本的逐漸增加,導(dǎo)致鍛造加工越來越傾向于采用自動(dòng)化生產(chǎn)的模式。
猜你喜歡
中國特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
經(jīng)濟(jì)技術(shù)協(xié)作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
工業(yè)設(shè)計(jì)(2016年12期)2016-04-16 02:52:00
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:00
汽車零部件(2014年11期)2014-09-18 11:57:16
消費(fèi)者報(bào)道(2014年7期)2014-07-31 11:23:57
