菌形葉根數控加工程序的開發及試驗研究
2013-08-13 06:41:50崔喜亮廖冬梅
機械工程師 2013年3期
崔喜亮,廖冬梅
(哈爾濱汽輪機廠有限責任公司,哈爾濱 150046)
1 引言
菌型葉根采用了葉根包圍輪緣的形式,葉根和輪緣的載荷分配比較合理。但是,此種葉片在裝配時要求兩個臺階工作面與葉輪同時緊密貼合,以保證其受力均勻,即要求兩個臺階工作面位置公差為零,因此給加工帶來極大的困難。借鑒以往加工經驗,單純依靠圓盤銑加工葉根圓弧,無法滿足生產需要,因此迫切需要尋找一種新的方法來加工葉根圓弧,解決生產中的瓶頸。
2 圓盤銑加工存在的問題
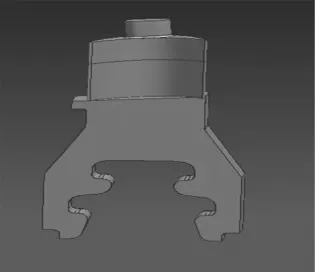
圖1
聯合循環機組為引進美國GE 公司機組,其高中壓缸動葉片為菌形葉根,并為圓弧面,具體結構如圖1所示。
此種葉根形式葉片如采用型線銑刀通過普通數控插補加工葉根圓弧曲面會產生干涉現象,如在圓盤銑床加工存在以下問題:
(1)菌型葉根圓弧R 受限制。由于現有的圓盤銑床,其最大可加工圓弧半徑為600mm 左右,因此其只能加工中小葉片,而對圓弧半徑比較大一點的葉片菌型葉根的加工存在很大的困難。
(2)菌型葉根加工校模對刀過程中,要求通過微調主軸頭相對工件的位置,保證對刀尺寸,而圓盤銑床需要設計專用可調夾具實現此種功能。
(3)隨著葉片結構的不斷調整,菌型葉根葉片數量越來越多,如果這些葉片的葉根加工只能通過圓盤銑床設備實現,加工效率低下問題將直接制約菌型葉根加工的能力。
3 解決方案
通過分析研究及對目前國內外此種葉根形式葉片加工情況的了解,考慮在三軸數控機床增加回轉臺旋轉模擬跟蹤,用型線銑刀數控插補加工葉根圓弧曲面的方法攻克這一技術難關。
加工中,葉根圓弧需用成型銑刀一次加工成型,要加工出標準圓弧,不發生干涉現象,刀軸應始終保持與圓弧中心(即葉根輻射線)重合。
試驗過程中我們首先利用現有P 型葉根輪槽銑刀進行原理性實驗加工,在此過程中,我們經歷了多次的失敗過程,通過不斷總結失敗的原因及逐步深入的理論研究,最后用菌型葉根刀具進行試加工實驗件,要在普通三軸銑床上加工出這種葉根圓弧,需要加一個繞Y軸旋轉的回轉臺,工件裝夾在回轉臺上,回轉臺的轉動與工作臺的移動的合成動力軌跡形成刀軌,這種加工方法不受葉片葉根圓弧R 大小的限制。
實際加工過程中,刀具Y軸對刀到某一位置不動,在工件隨工作臺旋轉時保證刀尖始終在葉根圓弧上,且刀軸始終通過葉根輻射線,其數學模型為:

其中,X′、Z′為圓弧上某工作臺平移產生的位移,XB、ZB為隨回轉臺旋轉產生的位移,X、Z 為這點的絕對位移,選轉臺回轉中心為編程原點,刀具初始在Cp(Xo,Zo)位置,如果要加工Lp點的圓弧,則可看成工件隨回轉臺的轉動和刀具的移動的合成,具體步驟:第一步:工件隨回轉臺繞回轉中心的順時針旋轉B 角度;第二步:刀具移動到Cp'點,在這點上,刀具在工件的輻射線上,Lp′點就為刀具新的坐標點(X,Z),這樣就能加工出所要求的圓弧,由圖中可得:
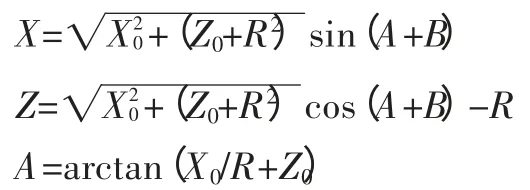
只要求出弧上各點的X、Z、B 坐標值即為機床刀具運動軌跡。
將上述推導出的公式用VB 語言開發應用程序,編制數控加工程序,保證滿足產品圖紙技術要求。
4 結語
通過數控插補加工出的菌形葉根,滿足了產品圖紙的各項要求:(1)試片投影檢查滿足葉根型線圖紙要求。(2)菌形葉根槽用專用測具檢查保證葉根工作面無間隙,側面齒漏光間隙,滿足葉根型線圖要求。(3)用圓弧量具檢查工作面型線R 及輻射線位置。(4)用通規檢查保證葉根裝配。
此課題的完成為公司節約了大量的技術引進資金,解決了具有菌形葉根的葉片實現我廠自制的技術難點問題,填補了我公司圓弧型菌型葉根加工的空白,為葉片加工發展起到了積極的推動作用。
[1]孫桓,陳作模.機械原理[M].北京:高等教育出版社,2002.
[2]陳一鳴,徐玉民.高等數學[M].北京:機械工業出版社,1998.
[3]段銀田,陳勇孝.Visual Basic 程序設計基礎[M].北京:高等教育出版社,1999.
