油氣輸送鋼管的實時成像檢測
2013-08-13 06:41:56張晶隋風麗張華
機械工程師 2013年3期
張晶,隋風麗,張華
(丹東奧龍射線儀器有限公司,遼寧丹東 118009)
1 引言
石油行業的油氣輸送鋼管用量很大,形狀比較單一,只是尺寸大小有所變化,鋼管的焊縫一般分為兩種:一種是直縫焊管;一種是螺旋焊管。油氣輸送鋼管的實時成像檢測主要檢查螺旋埋弧焊管焊縫及熱影響區橫向、縱向等氣孔、夾渣、未焊透、未熔合、裂紋、結疤等缺陷。
2 檢測裝置組成
針對油氣輸送鋼管的實時成像檢測裝置主要由6 部分組成。
(1)X 射線發生器:主要為X 探傷機、高壓電纜、高壓發生器系統、控制器、冷卻器等。
(2)射線成像系統:可分為線陣列掃描成像技術、數字平板技術及圖像增強器加CCD 攝像機技術。一般使用圖像增強器加CCD 攝像機技術,它包括圖像增強器、高分辨率攝像機、遠程線控三可變目鏡光學成像系統、磁場現場及外景監視器等。
(3)計算機圖像處理系統:包括對比度增強,圖像平滑、圖像銳化和偽彩色顯示等。
(4)內焊縫及外景監視系統:包括內焊縫黑白攝像機、內焊縫黑白監視器、外景攝像機及監視器。
(5)機械傳動及控制系統:為保障檢測進行所需的執行機構,這里指探臂升降裝置、圖像增強器升降裝置、運管車、打標記裝置、操作臺、配電柜及控制系統等。
(6)防護系統:為了保障工作人員的人身安全,需要將X 射線進行屏蔽,一般為鉛房或混凝土澆注的探傷室。鋼管檢測防護系統包括混凝土澆注而成的探傷室、鉛門、通風用鉛防護罩,電纜溝上的鉛防護蓋板等。
3 檢測方法
不同的檢測技術都具有各自不同的優點和使用局限性,在檢測方法選擇時,應綜合考慮結構材料尺寸、形狀、制造工藝、結合方式,以及缺陷的類型、位置、取向和檢測方法的有效性、檢測儀器的可達(及)性、要求的靈敏度、檢測效率、檢測成本等各方面的因素[1]。
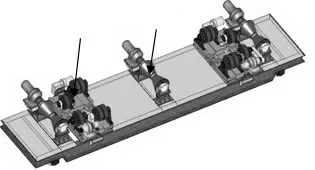
對于油氣輸送鋼管的檢測,目前大都采用單壁透照內透法。單壁透照內透法又分為內透中心法透照工藝和內透偏心法透照工藝兩種。內透中心法透照工藝即射線焦點到工件表面的距離等于鋼管的內半徑。對于大直徑筒體焊縫則采用內透偏心(L1 油氣輸送鋼管的直徑在219~2000mm 之間,壁厚一般在6~50mm 之間,單壁厚度小于18mm的鋼管可用160kV的射線管,壁厚在30mm 以下可用225kV的射線管,壁厚在50mm 以下的可用320kV 射線管進行檢測。對于直徑大于219mm,長度不超過13m的鋼管,160kV和225kV的射線管都能順利進入。雖然射線管能夠進入鋼管內部,但由于射線管的焦距過小,在顯示屏上的成像效果并不理想,分辨率及靈敏度都不能達到基本要求,因此,使用單壁透照內透法進行檢測的鋼管直徑至少在φ500mm 以上。對于長度超過13mm的鋼管或使用320kV射線管的檢測鋼管,由于鋼管本身存在的撓度、鋼管形狀的偏差以及安裝射線管的探臂過長所產生的撓度等原因,能進入的最小鋼管直徑還要相應大一些。 油氣輸送鋼管實時成像檢測裝置的總體布局一般是X 射線管探入鋼管內部,圖像增強器安裝在鋼管外部,按檢測的方向可分為上照式和側照式。由于鋼管的直徑相差很大,比如有的鋼管直徑為406~3050mm,利用內透偏心法透照工藝,側照式檢測時射線管和圖像接收系統不但要上下移動,還需要多一個左右橫移的動作。所以,近幾年基本上都是采用上照式檢測,即將圖像增強器安裝在鋼管的正中心的上方,這樣布置可使檢測動作簡單化,便于操作,提高工效。裝有射線管的探臂與圖像接收系統只需做上、下升降這一個動作,就可滿足檢測不同直徑的鋼管的要求,減少了左右橫向移動的運動。 由于X 射線實時成像系統分辨率要求不小于3.01p/mm[3],因此要求在機械設計時要首先考慮其速度不能太快,速度太快則圖像來不及處理,太慢又影響檢測效率,一般檢測速度不能大于4m/min。若檢測12m 鋼管時,X 射線管的探臂要懸空伸出約12.7m,這種形式的探臂一定要在裝配好以后,根據所裝X 射線管的重量調整好撓度,具體操作是在探臂的頭部裝上與X 射線管相同重量的配重,盡量將探臂調整成水平狀態。例如,160kV 射線管需在探臂頭部加重約8kg 做調整,225kV 射線管頭需在探臂頭部加重約12kg 做調整。 油氣輸送鋼管實時成像檢測方式按運管車的行走可分為出探傷室和不出探傷室的檢測。這兩種檢測方式的運管車所執行的動作是不同的。 檢測鋼管由外輥線的輸送輥輸送到探傷室內的運管車上,運管車上分別布置有輸送輥和旋轉輥,以直徑406~1460mm、管長8~12m 為例,運管車上的輸送輥需3組,輥形與外輸送輥的輥形要一致,高度也要保證與外輥線一致,這樣才能確保鋼管順利地輸送到運管車上。3組輸送輥的布置要考慮到最短鋼管的長度,3 組輸送輥之間的距離要小于最短鋼管的長度,否則要出現鋼管掉道現象。比如,最短鋼管為8m 長時,兩組輸送輥之間的間距可設在3~3.5m 之間。在這3 組輸送輥之間要固定兩組旋轉輥。 鋼管在運管車上的檢測時目前可分為兩種形式:(1)一種是輸送輥升降,旋轉輥固定不動。鋼管由探傷室外的輸送輥線完全運送到探傷室中的運管車的輸送輥上后,運管車上的輸送輥下降,將鋼管落在旋轉輥上,運送到檢測位置。開始探傷,由旋轉輥旋轉鋼管和檢測車行走擬合螺旋焊縫射線探傷。輸送輥升降可以是電動推桿和液壓兩種方式實現,但是采用液壓升降,3 組輸送輥升降的同步性很難控制;(2)第二種形式是輸送輥固定不動,旋轉輥實現鋼管的升降功能。旋轉輥升降若是使用液壓傳動,當旋轉輥旋轉時,其上的鋼管也隨之旋轉,如果液壓部分安裝不好,將會對成像效果產生影響,造成圖像的不清晰。 某公司采用旋轉輥對稱開合來實現鋼管的升降,如圖1所示,運管車上由兩組旋轉輥帶動鋼管旋轉,由于鋼管的直徑相差較大,每組旋轉輥分別由兩對可以左右開合的旋轉輥輪組成,一對旋轉輥輪中心略高,兩個輥輪之間的間距相對大一些,用于直徑稍大的鋼管的旋轉;另一對旋轉輥輪中心略低,兩個輥輪之間的間距也要小一些,適用于稍小一些直徑的鋼管旋轉,這兩對旋轉輥固定在一組線性滑軌上,由電機帶動絲杠實現左右對稱開合,合起時,鋼管中心隨之升高,開合的距離一般只需100~200mm 左右即可。這種結構在鋼管升起時較省力,旋轉時平穩、可靠,圖像清晰。這種方法實現鋼管在旋轉輥上的升降,雖然旋轉輥輪的個數增加了,成本加大,但運動平穩,容易實現。 圖1 不出探傷室的運管車 鋼管在運管車上下料由橫移車完成,橫移車行駛到輸送輥線位置后,橫移車上的輥輪升起將鋼管從輸送輥線上取下,然后行駛到等待在探傷室外的運管車位置上。這種運管車分為兩段,每段上分別固定一組旋轉輥輪,這兩段的中間由連桿連接,此連桿低于運管車的導軌上平面。如圖2所示,橫移車可以直接插入運管車的中間,到達位置后,橫移車上的輥輪下降,將鋼管放在運管車的旋轉輥上。橫移車開走后,運管車將鋼管載入探傷室的探傷位置,旋轉焊縫定位,開始探傷,由旋轉輥旋轉鋼管和檢測車行走擬合螺旋焊縫射線探傷。探傷結束后,旋轉輥停止轉動,運管車快速駛出探傷室外的指定位置,再由橫移車移走。 圖2 出探傷室的運管車 以上兩種方式中,第一種檢測方式的所有動作由一臺運管車執行,運管車的控制較復雜,鋼管形位公差太大時,從外輥線的輸送輥上到運管車的輸送輥容易產生碰撞現象。優點是整體控制較容易,探傷室外布置較簡單,鉛門處容易防護,鉛門相對較小,上料所需時間較多。 第二種檢測方式多了一個橫移車,將升降與旋轉兩個動作分別由兩臺車執行。兩臺車的各自分別控制,相對較簡單。但整體操作較繁瑣,由于存在運管車與橫移車的交互動作及運管車需駛出探傷室的因素,因此,探傷室外布局較復雜,鉛門處設計及防護較復雜,鉛門相對較大,上料所需時間較短。 采用內透法透照工藝檢測油氣輸送鋼管,上照式布置,利用運管車上的旋轉輥對稱開合來實現鋼管的升降,以達到檢測不同直徑的鋼管的要求,使用這種檢測方法能確保成像效果好,運動平穩可靠,動作簡單,提高工效,在油氣輸送鋼管檢測中具有推廣價值。 [1]王小永.錢華.先進復合材料中的缺陷與無損檢測技術評價[J].無損探傷,2006(4):1-6. [2]曾祥照.射線探傷中的環焊縫周向曝光技術[J].西北工業鍋爐,1988(4):15-17. [3]GB/T 19293-2003,對接焊縫X 射線實時成像檢測法[S].4 總體布局
5 檢測方式
5.1 運管車不出探傷室的檢測方式
5.2 運管車出探傷室的檢測方式

6 結論
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
