介紹一種定子鐵芯外圓加工專用臥式車床
2013-08-15 02:01:58孟繁齊
機械工程師 2013年3期
孟繁齊
(佳木斯電機股份有限公司,黑龍江佳木斯 154002)
1 引言
中型電動機的定子鐵芯是幾大零部件的核心,主要起導磁和散熱作用。隨著電機產品的更新換代和改進,從散熱性角度考慮,定子鐵芯外圓需要加工。而加工后的定子鐵芯如果內外徑同軸度超差,將直接影響到電機的工作性能。如何提高定子鐵芯的加工質量,是急需解決的問題。
2 定子鐵芯結構
定子鐵芯共有兩種結構:焊筋式定子鐵芯和扣片式定子鐵芯。焊筋式定子鐵芯主要由壓圈、定子沖片、定子通風槽板和定子筋組成,鐵芯由厚0.5mm 硅鋼定子沖片疊裝而成,并且每隔50mm 用定子通風槽板隔開,整個鐵芯外圓圓周方向用定子筋焊接固定,定子鐵芯兩端為壓圈;扣片式定子鐵芯(見圖1)主要由壓圈、定子沖片和扣片組成,鐵芯由厚0.5mm 硅鋼定子沖片疊裝而成,整個鐵芯外圓圓周方向用扣片固定,定子鐵芯兩端為壓圈。
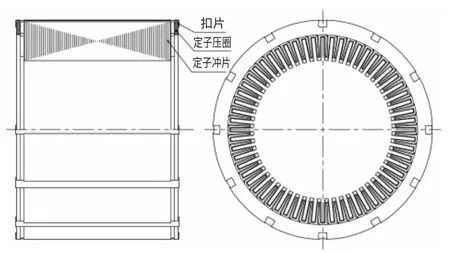
圖1 扣片式定子鐵芯示意圖
3 傳統加工工藝
3.1 立式車床加工工藝
首先在專用裝壓胎上將定子沖片、定子壓圈等零部件疊裝成定子鐵芯,此類裝壓胎下端設有止口。在立式車床上,放入車胎,按裝壓胎下止口尺寸配車車胎保證配合間隙在0.01~0.03mm,車胎加工完后,將裝壓胎連同裝壓好的定子鐵芯整體落入車胎中,找正裝壓胎外圓并壓緊后,加工定子鐵芯外圓尺寸。上述工藝定子鐵芯內外圓的同軸度,在不考慮設備幾何精度的情況下,主要受以下因素影響:(1)裝壓胎外圓與其下端定位止口的同軸度,設計值為φ0.05mm。(2)裝壓胎外圓與定子沖片內徑之間的裝壓間隙,設計值為0.05mm 左右。(3)裝壓胎下端止口與車胎止口的配合間隙,工藝要求為0.01~0.03mm。
在滿足上述要求的情況下,定子鐵芯內外徑同軸度理論最大值為φ0.13mm。而生產過程中,由于胎具制造誤差和磨損,加工后的定子鐵芯內外徑同軸度實際為φ0.19mm 左右。
3.2 臥式車床加工工藝
首先在專用裝壓胎上將定子沖片、定子壓圈等零部件疊裝成定子鐵芯,此類裝壓胎兩端設有中心孔。在臥式車床上,以裝壓胎兩端中心孔為基準定位,加工定子鐵芯外圓尺寸。上述工藝定子鐵芯內外圓的同軸度,在不考慮設備幾何精度的情況下,主要受以下因素影響:(1)裝壓胎外圓與兩端中心孔的圓跳動,設計值為0.03mm。(2)裝壓胎外圓與定子沖片內徑之間的裝壓間隙,設計值為0.05mm 左右。
在滿足上述要求的情況下,定子鐵芯內外徑同軸度理論最大值為φ0.08mm。而生產過程中,由于胎具制造誤差和磨損,加工后的定子鐵芯內外徑同軸度實際為φ0.12mm 左右。
4 專用臥式車床結構特點
從傳統工藝可以看出,胎具制造誤差和定子鐵芯裝壓時的間隙,是造成加工后的定子鐵芯內外徑同軸度值較大的主要原因。為避免上述因素,要使用專用臥式車床,撐緊定子鐵芯內圓,加工其外圓。
4.1 專用臥式車床簡介
機床采用主軸滑板移動式,并在其端部安裝手動三爪高精密定心卡盤,刀具加工外圓時由數控滑臺驅動,左側主軸箱為主動主軸,是由大扭矩伺服電機拖動,右側主軸箱為從動主軸。裝夾定子鐵芯時由機床中心支架托住并可下上移動,左右主軸箱對正后定子鐵芯內圓移動到位,由操作者用力矩扳手夾緊工件,根據定子鐵芯內徑不同,配備不同規格的扇形卡爪。
4.2 專用臥式車床主要結構、特點
該機床主要由床身、左右床頭箱、左右床頭箱底座、主電機座、手動卡盤、刀架、液壓裝置、電控柜和數控系統等組成,機床簡圖見圖2。
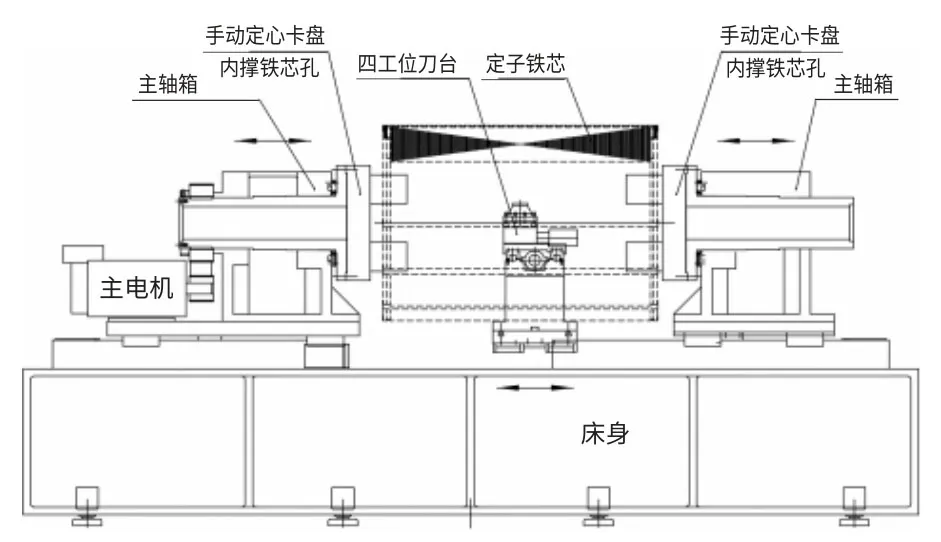
圖2 專用臥式車床結構簡圖
(1)床身。床身采用高強度低應力的優質鑄鐵件,樹脂砂造型,極大地提高了機床基礎的剛性。床身兩導軌間鑄有排屑通道。
(2)床頭箱。床頭箱體為箱形結構,具有剛度高、固有頻率高、抗振能力強、噪聲低等特點。主電機固定在主電機座上,并與床頭箱底座相聯,傳動剛度高、抗振性好。
(3)刀架。刀架由大刀架(大溜板)、橫刀架及立式四工位自動回轉刀臺等組成。由FANUC 交流伺服電機驅動,兩軸聯動,全閉環控制。
(4)主傳動系統。主傳動采用FANUC 大扭矩交流主電機及主驅動,通過皮帶輪與床頭箱相聯,具有兩擋變速,機械擋間可無級調速,使主軸獲得所需的轉速范圍。
(5)進給系統。刀架縱、橫向進給級數為無級,刀架縱向(Z軸)、橫向(X軸)進給均采用交流伺服電機驅動。刀架橫向(X軸)采用滾珠絲杠副傳動,縱向(Z軸)采用滾珠絲杠副傳動,實現進給及快速移動運動。
(6)控制系統。機床配置的控制系統為FANUC Oi 固定型數控系統,全數字驅動裝置組成。可實現X、Z 兩軸聯動,可切削任意復雜回轉型面,可進行連續軌跡的控制。
4.3 應用
將特制的扇形卡爪與三爪自定心卡盤采用定位鍵聯接,按定子鐵芯內圓尺寸配車扇形卡爪,手動將扇形卡爪與工件內圓撐緊,再車削定子鐵芯外圓。加工后的工件在三坐標測量機GLOBAL advantage 122210 上檢測同軸度值為φ0.053mm,滿足了圖紙要求。
5 結論
現在大部分定子鐵芯都在專用臥式車床上加工,通過采用山特維克刀具:93°外圓車刀PCLNR 3232 P19和刀片CNMG 190608-PM4225,加工效率大幅度提高。機床已使用6個多月,設備精度良好,工件的加工尺寸公差、形位公差和粗糙度都得到了質的提高。
