應(yīng)急柴油發(fā)電機(jī)缸套與活塞斷裂失效分析
2013-08-16 10:22:58馬小明
機(jī)械工程材料 2013年8期
關(guān)鍵詞:裂紋
馬小明,趙 敏
(華南理工大學(xué)機(jī)械與汽車工程學(xué)院,廣州510640)
0 引 言
某單位的一臺應(yīng)急柴油發(fā)電機(jī)在累計運(yùn)行了約700h后發(fā)生機(jī)體開裂,經(jīng)現(xiàn)場勘察,發(fā)現(xiàn)2只活塞發(fā)生斷裂且柴油機(jī)的部分機(jī)殼被擊穿,活塞連桿斷裂。其中活塞裙和活塞頭損壞情況最嚴(yán)重,活塞和缸套解體成大小不一的碎片,活塞的材料為EN AC-AL Si17Cu4Mg,缸套的材料為鉻鉬銅鑄鐵。為分析活塞與缸套失效的原因,作者對現(xiàn)場提取的活塞和缸套碎片進(jìn)行了理化檢驗與分析。
1 理化檢驗及結(jié)果
1.1 斷口宏觀形貌
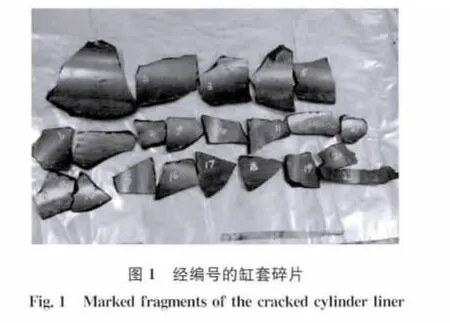
將從現(xiàn)場提取的活塞與缸套碎片依據(jù)材料、壁厚、形狀的差異進(jìn)行宏觀分類,按碎片部位和斷口外觀形貌進(jìn)行還原性組對,并對缸套碎片逐一進(jìn)行編號(圖1),按照其受到的撞擊次數(shù)登記造表,目的是通過對碎片及斷口觀察,分析碎片產(chǎn)生過程及失效的次序[1]。
宏觀分析發(fā)現(xiàn),缸套大部分碎片表面存在因拉缸造成的磨損和犁溝痕跡,機(jī)殼碎片色澤較深,無明顯塑性變形,斷口呈宏觀脆性斷裂特征,機(jī)殼內(nèi)表面存在撞擊產(chǎn)生的凹坑;活塞連桿發(fā)生扭曲,表明拉缸造成活塞卡死,連桿運(yùn)動受阻產(chǎn)生變形。由圖2可見,活塞碎片的斷口呈撕裂形貌,個別處存在疑似疲勞斷口的宏觀條紋,但條紋間區(qū)域較為粗糙,表明碎片受力方向如圖2中箭頭所示;距離活塞頭越近,該部位撕裂越明顯,并存在層狀剝落;活塞碎片的斷口存在清晰的人字形條紋,條紋收縮端指向裂紋的起源處,條紋擴(kuò)散端為裂紋的擴(kuò)展方向[2];活塞頭存在明顯的半圓弧形氣門撞擊痕跡。

初步判斷柴油機(jī)在定期保養(yǎng)性運(yùn)轉(zhuǎn)過程中,氣門與活塞頂部曾發(fā)生碰撞,導(dǎo)致裂紋從碰撞處開裂,呈現(xiàn)宏觀階梯狀形貌,裂紋擴(kuò)展并在活塞頭密封槽處交叉。
1.2 曲軸箱潤滑油含水量
從現(xiàn)場曲軸箱提取一瓶潤滑油,通過過濾分離法發(fā)現(xiàn)潤滑油中水分含量很高。潤滑油系統(tǒng)的含水量是一個重要指標(biāo),潤滑油中含水量超標(biāo)會造成潤滑油黏度降低,難以形成有效潤滑油膜;另一方面,活塞環(huán)與缸套間的間隙應(yīng)盡可能小,否則接觸表面易超負(fù)荷。在沒有形成有效潤滑油膜的情況下,缸套表面與活塞環(huán)工作面直接接觸而劇烈摩擦,產(chǎn)生大量的摩擦熱,工作表面的溫度急劇上升,導(dǎo)致兩個摩擦表面產(chǎn)生熔接粘附,最終造成拉缸。
1.3 化學(xué)成分
缸套與活塞碎片的化學(xué)成分分析結(jié)果見表1,2。缸套材料為鑄鐵,對比文獻(xiàn)[3]汽缸套用耐磨鑄鐵化學(xué)成分可知,缸套材料中磷含量偏高,銅含量偏低。磷屬于有害元素,會增加鋼的冷脆性,降低塑性,使冷彎性能變差[4]。活塞的材料為EN AC-Al Si17Cu4Mg,將檢測結(jié)果與DIN EN 1706-2010標(biāo)準(zhǔn)相比可知硅、鎳、鐵含量略偏高。

表1 缸套化學(xué)成分分析結(jié)果(質(zhì)量分?jǐn)?shù))Tab.1 Chemical composition of the cylinder liner(mass)%

表2 活塞化學(xué)成分分析結(jié)果(質(zhì)量分?jǐn)?shù))Tab.2 Chemical composition of the piston(mass)%
1.4 顯微組織
根據(jù)GB 13298-1991《金屬顯微組織檢驗方法》分別從活塞和缸套碎片中切取金相試樣,然后對試樣進(jìn)行高精度拋光。先觀測浸蝕前的組織形貌,之后用體積分?jǐn)?shù)4%硝酸酒精溶液浸蝕缸套金相試樣。活塞金相試樣通過質(zhì)量分?jǐn)?shù)15%NaOH水溶液浸蝕后,用體積分?jǐn)?shù)30%HNO3水溶液進(jìn)行中和,以去除表面氧化膜。所有制備的金相試樣采用DMM-400C型光學(xué)顯微鏡進(jìn)行低倍檢驗和顯微組織觀察。
1.4.1 缸 套
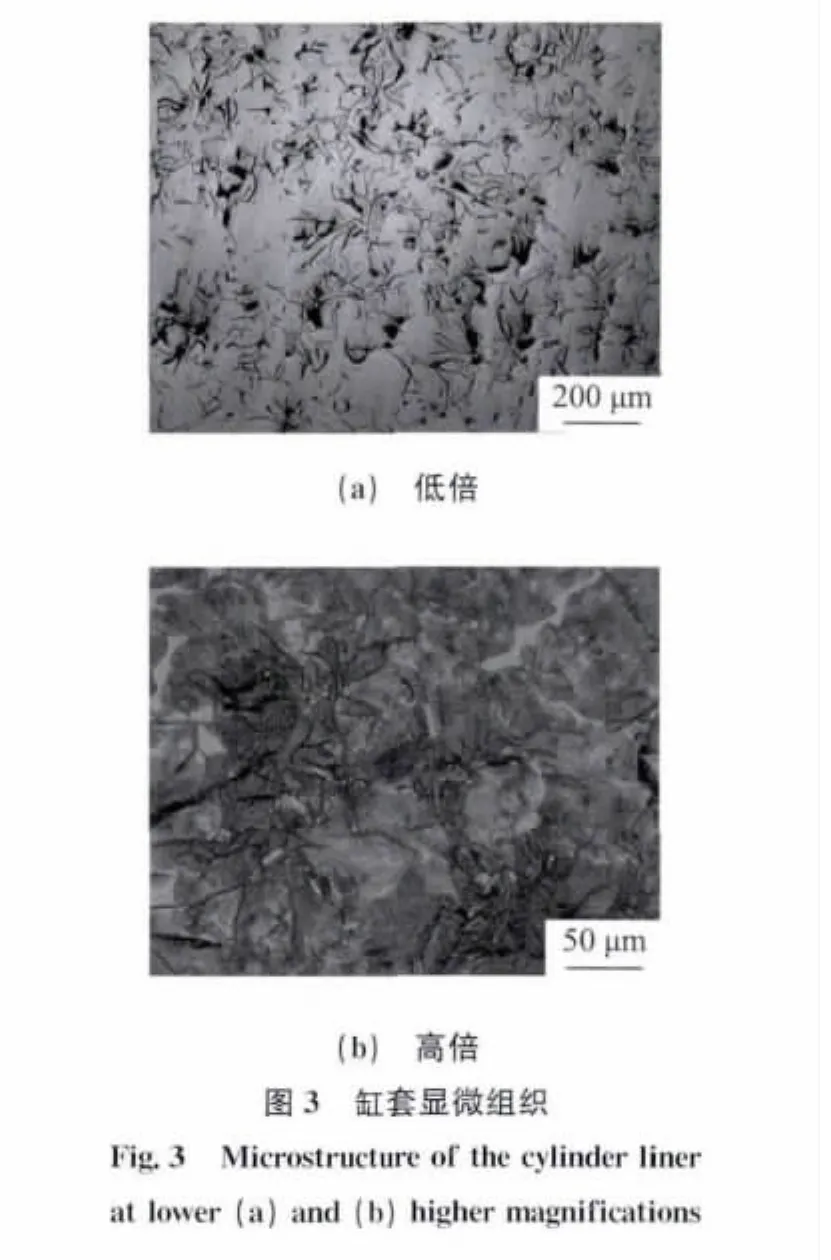
由圖3(a)可見,缸套材料中存在大量網(wǎng)狀石墨與短片狀石墨,網(wǎng)狀石墨與短片狀石墨分布均勻,既有初生的石墨,又有細(xì)小短片的共晶石墨共存。根據(jù)GB/T 7216-2009《灰鑄鐵金相檢驗》標(biāo)準(zhǔn)規(guī)定,該組織為F型石墨,石墨長度相當(dāng)于5級。由圖3(b)可見,灰色(部分呈黑色)片狀組織為石墨,基體為層狀珠光體及白色鐵素體[5]。根據(jù)GB/T 7216-2009《灰鑄鐵金相檢驗》標(biāo)準(zhǔn)規(guī)定,對珠光體數(shù)量分8級進(jìn)行評定,被評為8級。
F型石墨具有良好的耐磨性能,石墨長度為5級,表明石墨長度較短,而鑄鐵的抗彎和抗拉性能隨石墨長度的減小而增大,故缸套有較好的抗彎和抗拉性能。金相檢驗表明缸套組織無明顯缺陷。
1.4.2 活 塞
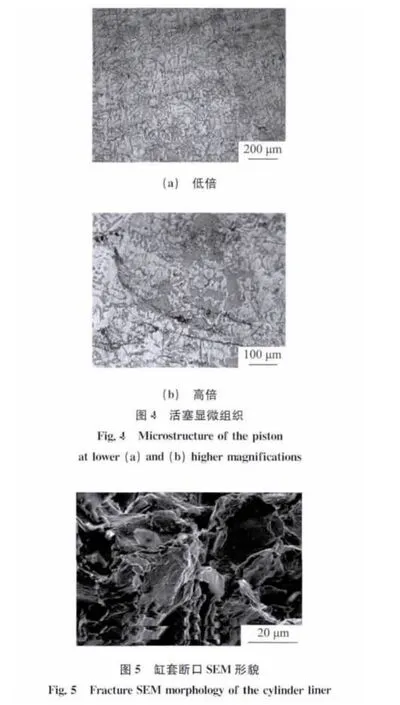
從圖4(a)可見,活塞為過共晶鋁硅合金,顯微組織由粗大片狀多角形的初晶硅和粗針狀的共晶硅所組成,為典型鑄造鋁硅合金未變質(zhì)處理的組織。根據(jù)JB/T 6289-2005《內(nèi)燃機(jī)鑄造鋁活塞金相檢驗標(biāo)準(zhǔn)》規(guī)定,組織評定為5級,級別大于4為不合格。由圖4(b)可見,組織中有灰黑色的帶狀雜質(zhì)。該帶狀雜質(zhì)由密集的鐵相雜質(zhì)點(diǎn)構(gòu)成,呈一定方向覆蓋在基體表面。
根據(jù)上述檢驗標(biāo)準(zhǔn),共晶鋁硅合金(鈉鹽變質(zhì))應(yīng)為細(xì)小的α-固溶體和硅的共晶組織,共晶硅應(yīng)是小點(diǎn)狀及細(xì)小條狀,不得有明顯變質(zhì)不良的條狀硅,大塊的初晶硅,或粗大的α-固溶體存在,更不允許有過燒及裂紋等現(xiàn)象出現(xiàn)。因此,斷裂活塞組織存在組織缺陷,降低了活塞的力學(xué)性能。
1.5 斷口微觀形貌
選取缸套和活塞的不同位置的碎片經(jīng)超聲波反復(fù)清洗,置于掃描電子顯微鏡下進(jìn)行微觀斷口分析。由圖5可見,缸套碎片斷口表面存在微裂紋,呈泥塊狀形貌,并附著少量球狀氧化物,局部可觀測到完整的晶體解理平面表明該斷口屬于脆性斷口;晶內(nèi)密布的二次裂紋,類似剝落特征,方向性不明顯。
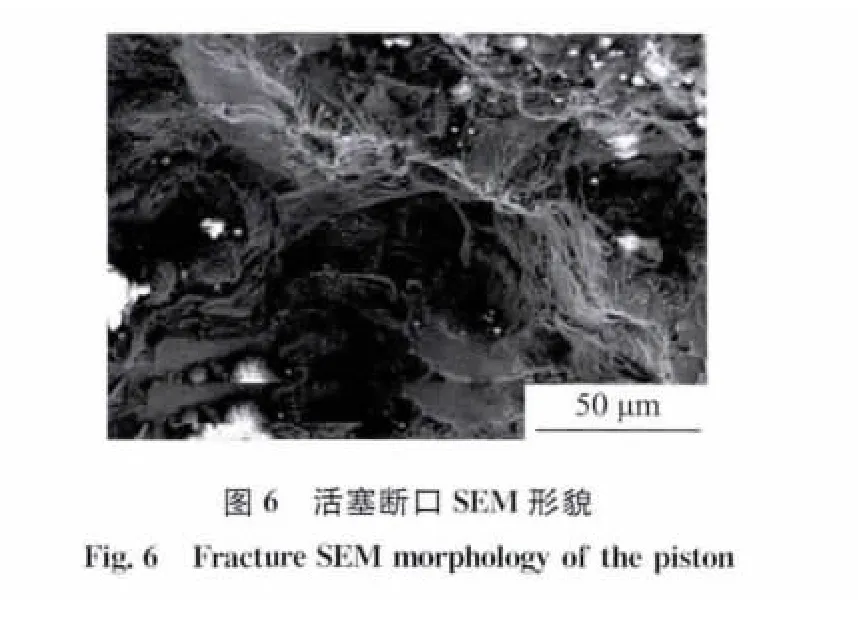
由圖6可見,活塞碎片的斷裂介于脆性和韌性之間;斷口存在完整的剝落晶粒,剝落處形成的凹坑內(nèi)存在大小不一的淺色球狀氧化物,氧化物沿著凹坑壁呈絮狀分層填充;裂紋集中分布,有明顯的粉碎形貌;微裂紋擴(kuò)展構(gòu)成臺階特征,有平整的晶粒面,沿晶擴(kuò)展。
1.6 斷口的能譜
對內(nèi)表面磨損、撞擊嚴(yán)重的缸套碎片的內(nèi)表面及活塞碎片外表面進(jìn)行能譜分析,試驗儀器為HITACHI S3700型掃描電子顯微鏡附帶能譜儀,其分辨率為3nm,放大倍率為6~300 000倍。分析結(jié)果如下:(1)缸套碎片內(nèi)表面存在較高含量的鋁和硅元素,活塞碎片外表面也存在大量的鐵元素,其含量都遠(yuǎn)遠(yuǎn)高于化學(xué)成分分析中的元素含量,可見活塞和缸套摩擦表面存在熔接粘附。(2)活塞碎片不同位置鐵元素含量明顯不同,表明活塞曾受到氣門嚴(yán)重撞擊。

表3 缸套、活塞能譜分析結(jié)果(質(zhì)量分?jǐn)?shù))Tab.3 EDS results of the cylinder liner and the piston(mass)%
1.7 硬 度
使用 MVC-1000A1/MVC-1000D1型顯微硬度計對缸套與活塞試樣進(jìn)行硬度檢驗,分別取10點(diǎn)測試平均值。結(jié)果表明,活塞的硬度為124.8HV,對應(yīng)的布氏硬度約為119.0HB,符合DIN EN 1706-2010標(biāo)準(zhǔn)中EN AC-Al Si17Cu4Mg的硬度范圍為90~125HB的要求。缸套的硬度為226.6HV,對應(yīng)的布氏硬度約為215.6HB,符合文獻(xiàn)[3]缸套用耐磨鑄鐵的力學(xué)性能及用途表中缸套硬度范圍應(yīng)為202~255HB的要求。
2 斷裂原因分析
綜上所述,活塞與缸套的失效過程如下:由于活塞材質(zhì)不合格,存在組織缺陷,造成性能下降,在工作中因受載而先破裂,加之缸套的潤滑不良產(chǎn)生拉缸,促進(jìn)了活塞的解體,產(chǎn)生的碎片撞擊缸套,造成后者破裂。最終導(dǎo)致了該柴油發(fā)電機(jī)組發(fā)生機(jī)損事故。
3 結(jié)論與建議
(1)失效原因為活塞所用共晶鋁硅合金未經(jīng)變質(zhì)處理,造成性能不佳所致。同時缸套潤滑條件不良,產(chǎn)生拉缸現(xiàn)象,加速了活塞的解體,產(chǎn)生了活塞碎片,進(jìn)一步撞擊缸套造成機(jī)損事故。
(2)建議從活塞、缸套的選材、制造、質(zhì)量保證、監(jiān)測、維修等多方面提高技術(shù)水平,確保活塞質(zhì)量。另外,潤滑油應(yīng)經(jīng)檢驗合格后方能使用,并應(yīng)定期跟蹤監(jiān)測。
[1]馬小明,高立,陳寧璋.柴油發(fā)電機(jī)組活塞及缸套斷裂失效分析[J].機(jī)械制造,2004,42(12):64-66.
[2]廖景娛,劉正義.金屬構(gòu)件失效分析[M].北京:化學(xué)工業(yè)出版社,2003.
[3]劉勝新.新編鋼鐵材料手冊[M].北京:機(jī)械工業(yè)出版社,2010.
[4]姜錫山.特殊鋼缺陷分析與對策[M].北京:化學(xué)工業(yè)出版社,2006.
[5]任頌贊,張靜江,陳質(zhì)如,等.鋼鐵金相圖譜 [M].上海:上海科學(xué)技術(shù)文獻(xiàn)出版社,2003.
猜你喜歡
艦船科學(xué)技術(shù)(2022年20期)2022-11-28 08:19:18
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
艦船科學(xué)技術(shù)(2022年6期)2022-04-19 11:01:32
成都信息工程大學(xué)學(xué)報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚(yáng)子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學(xué)學(xué)報(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38