真空感應熔煉水冷銅模鑄造對2024鋁合金形變熱處理組織及性能的影響
2013-08-16 10:22:28嚴紅革曾佩蘭陳吉華
機械工程材料 2013年3期
關鍵詞:變形
葉 浩,嚴紅革,蘇 斌,曾佩蘭,陳吉華,吳 鋆
(1.湖南大學材料科學與工程學院,長沙410082;2.長沙礦冶研究院冶金化工工程公司,長沙410012)
0 引 言
2024鋁合金屬于鋁銅鎂系高強變形鋁合金,作為結構材料廣泛應用于航空航天飛行器,如飛機的蒙皮、隔框、翼肋和翼梁等。隨著航空、航天事業的發展,對鋁合金的性能提出了更高的要求,因此改進2024鋁合金的性能具有重要的現實意義[1-2]。
由于合金的顯微組織存在強烈的“遺傳性”[3-4],因此初始鑄態組織對合金后續變形能力及力學性能有著重大的影響。研究表明[5-8],真空感應熔煉可以改善合金的顯微組織,減少氣孔等缺陷;水冷銅模鑄造(CWMC)可使合金實現亞快速凝固,細化晶粒并減小第二相的尺寸,提高合金元素在基體中的固溶度極限,從而獲得過飽和固溶體和更為均勻的組織。形變熱處理(TMT)是使鋁合金獲得高強度、高韌性和良好抗應力腐蝕性能的一種有效工藝方法。Singh等[9-11]發現2024鋁合金固溶后進行較大變形,可使時效析出的θ相顯著細化,并產生位錯與時效的網絡結構,明顯改善合金力學性能。Ning等[12-13]的研究表明,2024鋁合金在固溶后施加大冷變形,S′相在位錯胞內和胞壁存在時的尺寸分布是均勻一致的,并且由于它的GP區與基體共格的應變能較小,能夠在大變形引入的位錯胞結構及產生不均均位錯分布的情況下,獲得均勻的析出相分布,從而提高強度,其強度和塑性可分別達到580MPa和9.2%。
目前國內外對真空感應熔煉水冷銅模鑄造制備2024鋁合金及其形變熱處理方面的研究還很少,所以作者采用真空感應熔煉水冷銅模鑄造方法制備2024鋁合金,對比研究了普通鑄造和真空感應熔煉水冷銅模鑄造制備的2024鋁合金及其在形變熱處理后的顯微組織和力學性能及斷裂方式的變化,并探討了真空感應熔煉水冷銅模鑄造合金形變熱處理的強化機理。
1 試樣制備與試驗方法
1.1 試樣制備
試驗所采用的原料:工業純鋁(純度不小于99.7%)、工業純銅(純度不小于99.0%)、高純鎂(純度不小于99.8%)、Al-10%Mn和 Al-5%Ti中間合金。用上面的原料熔煉得到試驗材料2024鋁合金,其化學成分見表1。

表1 2024鋁合金的化學成分(質量分數)Tab.1 Chemical compositions of 2024aluminum alloy(mass)%
本試驗采用兩種不同的鑄造方法制備2024鋁合金。真空感應熔煉水冷銅模鑄造工藝:將原料按設計成分配好后(除鎂錠以外)放入坩堝中,在真空感應熔煉爐內加熱至760~780℃熔化鋁合金,待金屬熔化后進行除渣除雜,然后蓋上爐門抽真空,待真空度達到10-1Pa以下時,關閉閥門,通入高純度氬氣保護,然后將鎂錠按10%燒損量計算后加入,再保溫一定時間后,將熔液澆入水冷銅模中凝固,澆鑄溫度控制在740~750℃。普通鑄造工藝:在電阻爐中先在780℃熔煉鋁錠,待鋁熔化后,依次加入銅錠、Al-10%Mn和 Al-5%Ti中間合金,熔化后除渣,降至740℃再加入鎂,金屬完全熔融后,攪拌均勻,用配比為30%NaCl+47%KCl+23%冰晶石(質量分數)的溶劑進行覆蓋造渣;并使用六氯乙烷(C2Cl6)除氣、除渣,之后靜置10~15min,澆入內腔尺寸為25mm×100mm×200mm的模具中。
兩種鑄造方法制備的合金鑄錠,均在循環風退火爐內經490℃均勻化處理24h后淬入水中,經420℃普通熱軋,壓下量為60%,于490℃固溶30min后室溫水淬,隨后經預時效(100℃×6h)→溫變形(190℃軋制,壓下變形量30%)→終時效(150℃×6h)工藝處理。其中預時效工藝為欠時效時,既能為終時效準備均勻的形核核心,又能避免S′相不均勻析出。溫變形后合金可以獲得較佳的加工硬化及沉淀強化。終時效可以保證過渡沉淀相均勻彌散析出,同時保留了較高的位錯胞等亞結構組織,大大增加合金的強化效果[14]。
1.2 試驗方法
在Leitz MM-6型臥式光學顯微鏡上對坯料進行顯微組織觀察,浸蝕劑為標準科爾試劑(2mL氫氟酸+3mL鹽酸+5mL硝酸+190mL水)。在WDW-E200型微機控制電子萬能試驗機上對形變熱處理后合金板材進行室溫拉伸,拉伸初始應變速率為5.6×10-4s-1。采用FEI Quanta 200型掃描電子顯微鏡(SEM)對形變熱處理拉伸試樣斷口進行觀察分析。利用H-800型透射電鏡(TEM)對合金的顯微組織進行觀察,采用電解雙噴方法制備透射電鏡試樣,雙噴液為體積分數30%的硝酸和70%的甲醇混合溶液,溫度控制在-20℃以下。
2 試驗結果與討論
2.1 鑄造方法對合金鑄態組織的影響

圖1 不同鑄造方法制備2024鋁合金的顯微組織Fig.1 Microstructure of 2024aluminum alloy prepared by different casting processes:(a)conventional casting and(b)vacuum induction melting and copper water-cooled mould casting
從圖1中可以看出,普通鑄造2024鋁合金的鑄態組織主要由枝晶及包晶組成,晶粒比較粗大且大小、分布都不均勻。這是由于普通鑄造過程中,液態金屬內溫度場、溶質場不均勻,形核核心少,鑄錠內部易以枝晶及包晶的方式生長,晶粒平均尺寸超過125μm。采用真空感應熔煉水冷銅模鑄造時,各種氣體分壓較小,減少了氣孔缺陷及夾雜物,提高了合金純度,獲得晶粒細小且分布均勻的顯微組織,晶粒平均尺寸為28μm。這是由于在真空感應熔煉過程中,磁場的引入使得溶液內部溶質場和溫度場分布趨于均勻,伴隨著的電磁攪拌加速了過熱驅散并打碎枝晶臂,熔斷脫落的枝晶臂在熔體中可成為新的異質形核核心,而形成細小分布的等軸晶組織。
水冷銅模鑄造不僅可以擴大合金元素在基體中的固溶度極限,減少偏析,獲得均勻的組織,還大大提高了合金的冷卻速度,從而大幅度增大過冷率。按照結晶理論[14],隨著過冷度的增加,晶粒形核率的增長率大于晶粒生長速度的增長率,從而細化了晶粒。
2.2 形變熱處理對顯微組織及力學性能的影響
2.2.1 對顯微組織的影響
由圖2可以看出,兩種不同鑄造方法制備的合金的相組成一致,主要為α-Al固溶體基體,S-Al2CuMg相和θ-Al2Cu相。

圖2 2024鋁合金形變熱處理態的XRD譜Fig.2 XRD patterns of 2024aluminum alloy after TMT prepared by different casting processes
由圖3可見,不同鑄造方法制備的合金,經過溫變形后位錯增殖明顯,并均勻分布在基體中,被大量預析出粒子釘扎。由于真空感應熔煉水冷銅模鑄造合金預時效時析出的GP區等粒子更加細小彌散,因此在溫變形后位錯密度增殖更明顯且分布更均勻。終時效后的位錯已明顯減少,但仍被析出的粒子釘扎,位錯回復成胞狀亞結構,位錯胞沿溫變形軋向呈拉長狀。但真空感應熔煉水冷銅模鑄造合金終時效后組織中由位錯胞組成的亞晶結構比常規鑄造合金更多、更細小且分布更均勻,S′相和θ′相在位錯胞內和胞壁上的分布也更加細小且彌散。
兩種鑄造方法制備的合金經過預時效處理,析出大量溶質原子富集的GP區,并且GP區分布均勻。實際上這是由于2024鋁合金中的圓盤狀GPⅠ區和圓柱體狀GPⅡ區與基體共格的應變能較小,在位錯線、淬火位錯環上異質形核的傾向性較小,能夠在產生不均勻位錯分布的情況下,獲得較均勻的預析出相分布[12-13]。真空感應熔煉水冷銅模鑄造合金與普通鑄造合金相比,經過預時效處理后能析出更多的GP區且分布更加均勻。這是由于真空感應熔煉水冷銅模鑄造可以明顯改善合金鑄錠內部的微觀偏析,減少金屬液中的氣體、夾雜物數量。合金在激冷狀態下凝固,原子來不及擴散、偏聚和富集,更有利于銅、鎂、錳等元素均勻分布在合金基體中,形成過飽和固溶體,在預時效處理后,析出更加細小且彌散分布的Al6Mn粒子及GP區等粒子。預沉淀物與變形引入的大量位錯成為終時效時均勻形核與位錯上非自發形核的有利位置,促進終時效時的沉淀析出,極大地增加了總析出粒子數目及彌散度,使合金沉淀強化得到加強[14]。同時,在預時效階段析出的第二相,不僅可以作為溫變形形成位錯的質點,還可以在終時效過程中釘扎位錯,形成大量的亞結構組織,使合金有可能形成回復位錯胞結構,形成以位錯胞為主的亞結構強化,使合金強度塑性進一步提高。
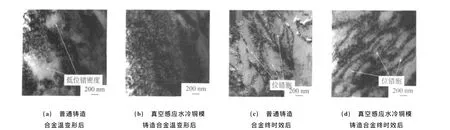
圖3 不同鑄造方法制備2024鋁合金形變熱處理后的TEM形貌Fig.3 TEM morphology of 2024aluminum alloy after TMT prepared by different casting processes:(a)conventional casting sample after warm rolling;(b)vacuum induction melting and copper water-cooled mould casting sample after warm rolling;(c)conventional casting sample after final aging and(d)vacuum induction melting and copper water-cooled mould casting sample after final aging
2.2.2 形變熱處理對合金力學性能的影響
由表2可以看到,與普通鑄造方法制備的合金相比,真空感應熔煉水冷銅模鑄造合金經過形變熱處理后,其強度和伸長率都有明顯提高。
與已經實際應用的T81態2024鋁合金相比[15],兩種合金經形變熱處理后,板材的性能均有了大幅度的提高,真空感應熔煉水冷銅模鑄造合金的抗拉強度、屈服強度和伸長率分別提高了34%,37%和100%。這是因為真空感應熔煉水冷銅模鑄造合金在經過形變熱處理后,亞晶組織更加細小均勻,第二相更加細小且彌散分布,根據Hall-Petch公式,合金晶粒細化,強度增加,因而抗拉強度和伸長率都較佳。
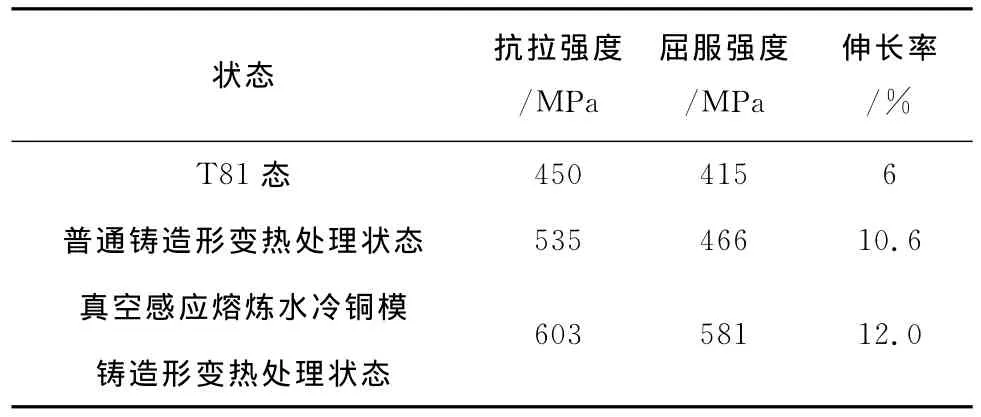
表2 不同狀態2024鋁合金板材的室溫拉伸性能Tab.2 Mechanical properties of 2024 aluminum in different states
2.3 斷口形貌
由圖4可見,普通鑄造合金拉伸斷口形貌呈準解理斷裂特征,其解理臺階密集,可以觀察到許多解離臺階,脆斷特征明顯。另外,在臺階面上可觀察到一些深度較淺、直徑較小的韌窩。真空感應熔煉水冷銅模鑄造合金經過形變熱處理后的拉伸斷口呈現韌窩型斷裂特征。與普通鑄造合金相比,斷口中韌窩變小并增多,解理臺階減少,呈現韌性斷裂特征。這是由于S相和θ相一般優先在位錯處形核,溫變形引入大量的位錯給S相和θ相提供了有效的形核位置,從而使S和θ相形核數目增加。同時,淬火后合金預析出一定量的GP區等預沉淀物,并保持較高的溶質原子濃度,位錯周圍富集形成氣團數目也相應地增多,這些富集的溶質原子氣團也是S相和θ相的形核核心。真空感應熔煉水冷銅模鑄造合金所引入的位錯更多且更加均勻,大幅降低了形成析出物核心的活化能,促進了溶質原子的擴散,能夠提供更多的S和θ相的形核核心,在后續的時效過程中,有利于脫溶析出更加彌散細小的S和θ強化相,并且脫溶相的質點也會阻礙多邊化等回復過程的進行,基體中的亞結構也更加細小均勻,強度塑性均得到較大幅度的提高。
韌窩斷裂包含著微孔的形成、長大、匯合并最終斷裂的過程。斷裂初期微孔的形成通常與第二相粒子有關,是通過粒子本身開裂造成,或通過粒子與基體界面處脫開而形成,在韌窩的底部往往可以觀察到第二相粒子的存在。真空感應熔煉水冷銅模鑄造合金形變熱處理組織中第二相粒子細小彌散,而常規鑄造合金形變熱處理組織中第二相粒子較大,結合合金的XRD譜和析出粒子的形貌判定,主要為長棒狀的S和球狀θ相。合金在外力作用下,這些區域的變形很難協調,容易產生應力集中形成微裂紋,也導致合金易于發生界面分離,裂紋不斷擴展并匯合,在匯合時形成撕裂棱。真空感應熔煉水冷銅模鑄造合金經過形變熱處理后,可以顯著改善析出相的大小及分布,從而進一步提高合金的強度及塑性。可以看出合金的室溫拉伸斷口形貌的變化與合金的顯微組織以及力學性能的變化是一致的。

圖4 經形變熱處理后不同方法制備2024鋁合金的拉伸斷口形貌Fig.4 Tensile fracture morphology of 2024aluminum alloy after TMT prepared by conventional casting at low magnification(a)and high magnification(b),(c)and by vacuum induction melting and copper water-cooled mould casting at low magnification(d)and high magnification(e),(f)
3 結 論
(1)采用真空感應熔煉水冷銅模工藝鑄造制備的2024鋁合金,獲得晶粒細小且分布均勻的等軸晶顯微組織,晶粒得到明顯細化,平均晶粒尺寸從常規鑄造的125μm減少到28μm。
(2)真空感應熔煉水冷銅模鑄造合金經形變熱處理后,板材形成以位錯胞為主的亞結構組織,并且沉淀相能彌散分布,其強度和塑性比普通鑄造的有所提高,其抗拉強度、屈服強度和伸長率分別達到603MPa,581MPa和12%,比傳統T81工藝處理合金的明顯提高。
(3)常規鑄造合金經形變熱處理后的拉伸試樣斷口形貌呈現脆性斷裂特征,而真空感應熔煉水冷銅模鑄造合金經形變熱處理后拉伸試樣斷口形貌呈現韌性斷裂特征。
[1]IMAMURA T.Current status and trend of applicable material technology for aerospace structure[J].Journal of Japan Insitute of Light Metals,1999,49(7):302-309.
[2]LUKASAK D A,HART R M.Strong aluminum alloy shaves airframe weight[J].Advanced Materials & Processes,1991,10:46-49.
[3]王少華,楊守杰,房燦峰,等.電磁鑄造對 Al-Zn-Mg-Cu-Zr合金微觀組織及晶內固溶度的影響[J].中國有色金屬學報,2009,19(12):2083-2089.
[4]胡賡祥,蔡珣.材料科學基礎[M].上海:上海交通大學出版社,2000.
[5]戴永年,楊斌.有色金屬材料的真空冶金學[M].北京:冶金出版社,2003.
[6]李明照,張俊遠,王曉敏,等.真空條件下Nd對AZ31變形鎂合金的影響[J].稀有金屬材料與工程,2007,36(9):1689-1692.
[7]FU H Z,GENG X G.High rate directional solidfication and its application in single crystal superalloys[J].Science and Techology of Advanced Materials,2001(2):197-204.
[8]朱世杰,楊卿,白小波,等.亞快速凝固 Mg-7Zn-3Y(-Zr)合金的組織演化及凝固動力學[J].稀有金屬材料與工程,2008,37(7):1157-1162.
[9]ZHENG L J,CHEN C Q,ZHOU T T,et al.Structure and properties of ultrafine-grained Al-Zn-Mg-Cu and Al-Cu-Mg-Mn alloys fabricated by ECA pressing combined with thermal treatment[J].Materials Characterization,2003,49:455-461.
[10]SUGAMATA M,KANEKO J.Effect of thermomechanical treatment on mechanical properties of 2024aluminun alloy[J].Light Metal,1983,33(7):407-414.
[11]SINGH S,GOEL D B.Influence of thermomechanical aging on tensile properties of 2014aluminium aloy[J].Journal of Materials and Science,1990,25:3894-3900.
[12]NING A L,LIU Z Y,ZENG S M.Effect of large cold deformation after solution treatment on precipitation character-istic and deformation strengthening of 2024and 7A04aluminum alloys[J].Transactions of Nonferrous Metals Society of China,2006,16(6):1341-1347.
[13]NING A L,LIU Z Y,ZENG S M.Effect of large cold deformation on characteristic of age-strengthening of 2024aluminum alloys[J].Transactions of Nonferrous metals Society of China,2006,16(5):1121-1128.
[14]胡治流,曹乃光,沈燕.LY12鋁合金FTMT強化工藝的探討[J].中國有色金屬學報,1995,5(1):72-75.
[15]王祝堂,天榮璋.鋁合金加工手冊[M].長沙:中南大學出版社,2000.
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
