HSHP系列高速熱沖壓成形液壓機的新發展
2013-08-17 08:43:42張星巫亮合肥合鍛機床股份有限公司技術中心
鍛造與沖壓 2013年2期
關鍵詞:系統
文/張星,巫亮·合肥合鍛機床股份有限公司技術中心
HSHP系列高速熱沖壓成形液壓機的新發展
文/張星,巫亮·合肥合鍛機床股份有限公司技術中心
熱沖壓成形裝備的研發背景
當今全球的汽車制造業正朝著綠色、低碳、節能、環保和安全的方向快速發展,汽車輕量化是實現這一發展方向的關鍵環節之一。根據歐洲材料協會調查表明,汽車重量每降低100kg,每百公里至少可節約1.6L燃油。汽車車身覆蓋件和結構件的重量約占汽車總重量的30%以上,所以車身的輕量化對降低汽車整備質量,提高燃油經濟性從而實現節能環保具有至關重要的意義。
此外,汽車輕量化的實現不能以削弱汽車安全性為代價。如何設計和制造節能且安全的車,是國際汽車設計和制造業不斷追求的目標。用高強鋼熱沖壓成形技術來制造車身結構件,既可以減輕車體重量,又能提高碰撞安全性,被國際汽車界公認為是同時實現車體輕量化和提高碰撞安全性的最好途徑。事實上,高強度鋼已成為頗具競爭力的汽車輕量化材料,它在抗碰撞性能、耐蝕性能和成本方面較其他材料仍具有較大的優勢。
源于歐洲的高強度鋼板熱沖壓成形技術,近年來產業化發展迅猛,但該裝備生產廠家少、價格昂貴、對外技術保密嚴格,國內已使用的生產線全部為高價進口。采用熱沖壓成形集成控制成套裝備生產線生產的汽車結構件,具有超高強度、高硬度、輕量化(厚度比普通鋼板減薄率可達35%)、幾乎無回彈(制造精度高)等諸多優點,技術優勢十分明顯。此外,冷沖壓中需要多套模具多次成形的沖壓件在熱成形工藝中可以一次成形,從而減少模具數量和成形工序。
熱沖壓成形技術需要在成形的同時,給予足夠的冷卻速度進行淬火,因而對設備和模具方面都有特定的要求。國內僅有很少數廠家在高檔轎車上采購這種高強度沖壓件,遠遠滿足不了國內汽車行業的市場需要。基于汽車制造業大批量、無間隔生產的特點,本公司在開發研制HSHP系列高速熱沖壓成形液壓機的過程中,一開始就明確定位保證國際先進水準,各項技術參數要達到國際先進水平。該產品的研制成功,提高了國內熱沖壓成形工藝的技術水平,為熱沖壓成形工藝提供了先進的生產加工設備,對汽車制造業具有極其重要的意義。
液壓機主體部分設計方案
目前,國內生產的高速熱沖壓成形液壓機還存在著很多技術難點,包括:需要解決從加熱到沖壓過程中的溫度控制,即送料機構與高速壓機的節拍控制問題;鋼板和零件的傳送時間控制、熱沖壓成形速率與控制,要求高速壓機的速度能夠安全高速穩定的控制;模具冷卻速率控制、加熱爐與水冷模具的熱疲勞耐久性實驗等方面。
由于該種液壓機應用于熱沖壓成形工藝,成形工藝特殊且要求高,結合國外同行業熱沖壓成形設備的特點,本產品提出了較高的要求。在控制系統方面,要求電氣控制采用工業控制計算機加PLC聯合控制,并調節速度、壓力和位移等參數。因此在設計方案制定中,液壓系統采用了最先進的雙比例插件閉環控制技術。不僅如此,針對壓機的特點對產品的結構和液壓系統進一步改進,充分發揮了比例控制技術的柔性,按工藝要求制定了設備的技術方案,經過有關專家和用戶的反復論證,確定了具體技術參數及技術方案,見表1。具體的設計方案,包括下面的7方面:
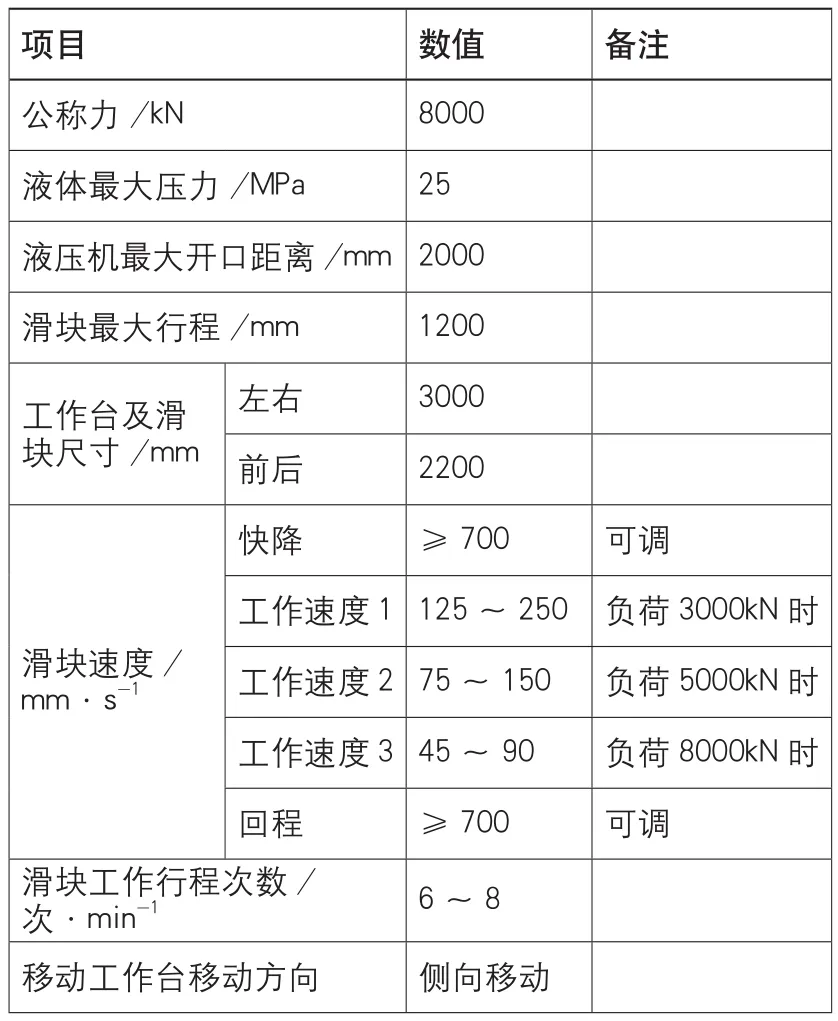
■ 表1 高速熱沖壓成形液壓機主要技術參數
⑴主機機身部分。機身采用分體框架式結構,上橫梁、下橫梁、四根立柱通過拉桿緊固并通過預緊裝置預緊。機身主要結構件的設計均采用有限元進行分析,確保整機剛性。液壓機的滑塊采用斜楔式四角八面導軌導向,調整方便且調整精度高,調整后不易發生精度跑調現象、精度保持性好、抗偏載能力強。滑塊側導向要求采用低摩擦系數的耐磨材料,滿足滑塊高速運行的要求。滑塊行程范圍內位置指示采用了進口的直線位移傳感器,位置顯示精度達到0.1mm。滑塊導軌潤滑采用可調稀油程控潤滑,確保滑塊高速安全運行。
⑵動力執行機構——油缸。在油缸的結構設計和密封設計中,充分考慮了加工能力及機器超高速運行的岢刻要求,對結構進行了優化組合,確保系統的穩定運行。同時,油缸設計為三活塞缸結構形式,中間設置為平衡缸,滿足高速回程速度的要求。
⑶動力機構——液壓系統。液壓系統采用了先進的二通插裝閥系統,設計專用的高速液壓機液壓系統,采用動態壓力分級功能,工作壓力分為三級壓力,提高了工作速度的同時壓機裝機功率不增加。壓機采用了先進的壓力檢測、位置檢測元件與特殊設計的液壓系統有機的組合,通過工控機進行精密控制。
⑷各運動機構的潤滑系統。壓機的運行速度非常快,滑塊導軌的潤滑系統采用獨立的潤滑系統,與液壓系統分開,潤滑裝置采用電腦程序控制可回收自動稀油潤滑方式,可設定潤滑量及潤滑間隔時間,系統自動進行工作。啟動機器時必須先啟動潤滑裝置,否則主電機不能啟動。潤滑系統和主機動作設有互鎖和故障顯示裝置,如潤滑裝置出現堵塞等故障,則機器報警。
⑸電氣控制系統。采用PLC+分站的方案,實現分散控制集中管理。PLC采用歐洲公司的高性能控制器,指令執行速度為約0.1μs,CPU數據寬度為32位,完全能夠滿足高速度運行的系統要求。由于壓機的速度非常快,要求配備高性能的電氣元件,位置檢測需采用進口高性能位移傳感器,反饋時間短,控制精度高。PLC置于機器現場,檢測現場的各過程變量,通過總線、加熱爐、取料機器人和送料機器人進行數據交換,對加熱爐的溫度、動作及機器人的動作進行安全控制,實現與壓機各種工藝動作的安全配合,生產合格的產品。
⑹安全控制系統。采用安全PLC對急停、安全門、閥芯檢測及機器人等安全信號進行集中控制,安全系統滿足歐洲CE認證。
⑺遠程診斷功能。由于整個系統的信號多、動作復雜,專門設計了一套遠程診斷功能,在辦公室就能對現場的各個信號、動作進行監控,對現場的數據進行上傳分析,對現場程序修改、節省費用。
創新設計
HSHP800高速熱沖壓成形液壓機如圖1所示,具備這些特點:該機為分體框架式結構;滑塊導軌采用四角八面均可調式導軌;機床精度高;液壓系統采用比例閉環控制;電氣采用觸摸屏與PLC組合進行控制,可實現對滑塊位置預先設定,對工件壓制過程中的壓力、位置、溫度、保壓時間等參數進行記錄保存和打印;具備故障診斷功能、液壓支撐保險回路、過載保護、壓力閉環控制回路、快速下降控制回路;具有壓力分級功能,滑塊平衡系統;可實現人機對話功能,便捷地在工控機的顯示器上預置滑塊的運行位置、運行速度、設定壓力、選擇保壓方式、設定保壓時間等技術參數,真正實現了數字化控制。

圖1 HSHP800高速熱沖壓成形液壓機
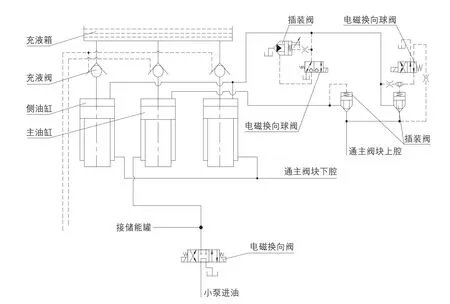
圖2 液壓機高速控制液壓系統示意圖
高速熱沖壓液壓機的主要液壓原理見圖2,該液壓系統的設計首要滿足壓機的高速工作運行速度,提高壓機工作效率,但不能增加液壓機的能耗。如何提高壓機的工作效率是本液壓系統的關鍵。
高速熱沖壓成形液壓機設計的關鍵創新點,有以下4方面:
⑴動態壓力分級功能。壓力分級功能具有手動分級和動態自動分級兩種,分為三級壓力,如本臺800t設備分級可以實現300t、500t、800t的壓制力。
手動分級,根據工件需要的壓制力,通過開關選擇單缸工作、雙缸工作、三缸工作。動態壓力分級,液壓機在沖壓過程中,大部分行程時的拉伸力均遠小于設定的壓力,只有在行程結束前幾毫米才能達到設定壓力。所以,在液壓系統中采用分級加壓技術,在壓機負載小時液壓油只向中間主油缸供油,當負載大于中間油缸噸位的70%后,系統再向兩邊側油缸供油,中間主油缸接通充液箱進行吸油,最后當負載大于兩邊側油缸噸位的70%后,系統同時向三個油缸供油。動態分級功能可大幅提高拉伸速度,減少拉伸工作時間。壓力分級功能通過圖2的液壓原理可以實現。
⑵壓機設置快速下降回路。由于壓機的快降速度達到700mm/s以上,使用常規電磁換向閥控制插裝閥很難實現,原因是電磁換向閥或插裝閥的打開和關閉均存在時間置后問題,有的閥打開了關閉很慢,壓機在高速運行過程中很容易失控,從而對模具或壓機造成傷害。所以,在液壓系統主缸使用比例插裝閥有效地控制下腔排油,比例插裝閥是通過高頻響比例閥來控制插裝閥的開口大小,可快速地通過大流量的油液,同時打開關閉的反應時間非常快。該系統的使用,可以提高壓機的快降速度、減小緩沖距離和上模快速接近的時間,快降速度可以調節。
⑶壓機設置滑塊平衡系統。由于壓機的回程速度達到700mm/s以上,回程時需要的油流量很大,特別在壓機主噸位不是很大的情況下,滿足回程速度所需要的油流量可能是主泵系統的200%~300%。如果按照正常液壓系統配置,壓機的裝機功率將會增加200%~300%,使用廠家以后的用電量將會成倍增加。采用蓄能器平衡回路,可在提高壓機回程速度的同時減少液壓機耗電量。如圖2所示,中間主油缸的下腔與蓄能器組連接,主油缸就形成了一個平衡缸,平衡掉一部分滑塊的重量,兩邊側油缸的回程力就可以設計的小一點,使回程時所需的油流量和主系統供油量相當,這時系統的匹配最為合理、經濟和科學。具體工作原理是:壓機最初工作時,蓄能器組沒有壓力,需要由小泵通過電磁換向閥Y4向蓄能器組提供能量;壓機正常工作時,滑塊快降勢能儲存于蓄能器內,滑塊回程時蓄能器向中間主油缸下腔供油,此回路可節約電能10%~15%。
⑷柔性減速技術。滑塊的快速下降及快速回程速度達到700mm/s以上,突然轉至慢速時會有強烈的振動,采用PID控制比例插裝閥能有效降低快轉慢的振動,PLC輸出模擬量控制比例插裝閥的開口,并且對比例插裝閥的開口大小進行采樣跟蹤,后續模擬量的輸出會根據給定信號和比例插裝閥的開口反饋信號的差值進行自動控制,實現滑塊柔性減速。
結束語
經過幾個月時間用戶現場的大批量生產證明,該機運行平穩,各項指標均達到技術協議的要求,無停頓和抖動等現象,用戶非常滿意。HSHP系列高速熱沖壓成形液壓機的研制成功,不僅滿足國內各種高強度鋼板生產的需要,為國內汽車行業的節能減排提供了基礎設備。同時,實現了對制造過程進行實時監控與國產液壓機的計算機控制,實現了機電一體化方面突破性的發展。并且,此項技術已轉化到汽車零部件生產線中,利用機器人的傳輸、高速壓機的效率使得整個生產線的節拍成倍提高,標志著國內液壓機行業已經步入了世界的舞臺。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32