汽車沖壓成形新技術(shù)
2013-08-22 08:25:58方孝安楊慶志汪文奇奇瑞汽車股份有限公司規(guī)劃設(shè)計(jì)一院沖壓部
鍛造與沖壓 2013年14期
關(guān)鍵詞:汽車
文/方孝安,楊慶志,汪文奇·奇瑞汽車股份有限公司規(guī)劃設(shè)計(jì)一院沖壓部
汽車沖壓成形新技術(shù)
文/方孝安,楊慶志,汪文奇·奇瑞汽車股份有限公司規(guī)劃設(shè)計(jì)一院沖壓部
隨著安全性和燃料經(jīng)濟(jì)性需求的增長(zhǎng),汽車工業(yè)對(duì)高強(qiáng)、輕質(zhì)材料的需求加速了材料研發(fā)、工程設(shè)計(jì)、生產(chǎn)制造這三個(gè)領(lǐng)域的研發(fā)速度。在材料、設(shè)計(jì)及工藝專家的通力合作下,高強(qiáng)、輕質(zhì)材料的可成形性及其成形系統(tǒng)的柔性正在不斷提高。
越來(lái)越嚴(yán)格的安全法規(guī),使得汽車制造商必須提高車身的剛性以保證其駕駛的安全性。但油價(jià)的不斷攀升,卻要求汽車制造商減輕車身的重量以提高燃油的經(jīng)濟(jì)性。高強(qiáng)、輕質(zhì)的要求刺激了研發(fā)的迅猛發(fā)展,這讓材料研發(fā)、工程設(shè)計(jì)、生產(chǎn)制造三個(gè)領(lǐng)域聯(lián)起手來(lái),致力于降低車身重量的同時(shí)提高其碰撞性能。為了實(shí)現(xiàn)這一目標(biāo),優(yōu)質(zhì)鋼材的研發(fā)、成形工藝的革新以及新的沖壓構(gòu)思集成在了一起。目前,本文主要論述汽車沖壓領(lǐng)域的新工藝、新技術(shù)。
新材料的研發(fā)
在現(xiàn)代汽車工業(yè)中,高強(qiáng)度鋼材對(duì)于企業(yè)的生存至關(guān)重要。為了能夠成功地應(yīng)對(duì)安全、結(jié)構(gòu)和底盤部件批量生產(chǎn)的挑戰(zhàn),一直以來(lái),鋼材供應(yīng)商在材料的開發(fā)方面都非常活躍。通常這樣理解,要得到高強(qiáng)度就必須以犧牲材料的成形性為代價(jià),超高強(qiáng)度鋼材中馬氏體相鋼,很小的變形就會(huì)導(dǎo)致其失效。相反的是,較低強(qiáng)度的鋼材在失效前能夠表現(xiàn)出高的可延展性。對(duì)于汽車車身而言,這種關(guān)系在優(yōu)化材料的選擇上起著重要作用。
汽車車身部件使用的典型材料
⑴復(fù)合相和馬氏體相鋼。用于加工與碰撞安全相關(guān)的主要部件,如梁、B柱、保險(xiǎn)杠。
⑵高抗拉強(qiáng)度鋼。用于加工帶平滑弧線的拉深件,如車門、罩、頂蓋。
⑶無(wú)間隙原子鋼(IF)。用于加工帶有拉伸和深壓延應(yīng)力的非常難壓延的部件,如內(nèi)門板、側(cè)板、翼子板。
⑷雙相鋼。用于加工難加工的結(jié)構(gòu)件,如車頂縱梁、輪子,以及帶有特殊抗凹性的車身外覆蓋件,如車門、前蓋、行李箱蓋。
⑸烘烤硬化和磷化合金鋼。用于加工難拉深板,如車門、前蓋、頂蓋。
⑹殘余奧氏體鋼(TRIP)。用于加工強(qiáng)吸能特性的結(jié)構(gòu)件,如梁、頂蓋橫梁。
新型的孿晶誘導(dǎo)塑性高強(qiáng)度鋼板
目前,各大鋼廠開發(fā)了孿晶誘導(dǎo)塑性鋼TWIP(twining induced plasticity)鋼(圖1、2),TWIP鋼是以Fe、Mn為主的單一奧氏體碳鋼,采用Mn可以擴(kuò)大奧氏體相區(qū),添加C不僅可以穩(wěn)定奧氏體,而且可以利用C的固溶強(qiáng)化奧氏體。通過(guò)控制Mn(17%~24%)和C(0.5%~0.7%)的含量,可以得到最好的力學(xué)性能。該鋼種具有極高的塑性指標(biāo)(60%~80%)、強(qiáng)度(600~800MPa)和應(yīng)變硬化率,對(duì)沖擊能量的吸收程度是現(xiàn)有高強(qiáng)鋼的2倍,因此可大大減輕車體重量,增強(qiáng)車體抵抗撞擊能力,減小車身鋼板的變形程度,提高汽車運(yùn)行的安全性,特別適合新一代汽車使用。另外,TWIP鋼的塑性變形的主要機(jī)制是位錯(cuò)滑移,在變形過(guò)程中,非常細(xì)的孿晶在晶內(nèi)發(fā)生,孿晶界和晶粒邊界均成為位錯(cuò)滑移的壁壘,可導(dǎo)致非常劇烈的加工硬化,其瞬時(shí)硬化率能保持較高的水平(大于0.45),會(huì)抑制頸縮的發(fā)生,從而導(dǎo)致TWIP鋼非常強(qiáng)的加工硬化能力和非常大的延伸率,因而可以沖制各種形狀復(fù)雜的零件,強(qiáng)度卻要高出2~5倍,其抗拉強(qiáng)度與熱處理鋼相當(dāng),延展性卻比熱處理鋼強(qiáng)10倍。該鋼板良好的延展性使鋼板具有復(fù)合深拉深和變形加工的特性,可以在室溫下加工成復(fù)雜外形零件;而且輕質(zhì)、高強(qiáng)塑性的鋼板能夠減輕汽車車身重量,提高其抗撞擊能力,增強(qiáng)汽車的安全性能。
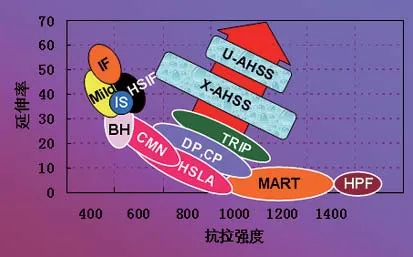
圖1 孿晶誘導(dǎo)塑性鋼與其他鋼種性能的對(duì)比
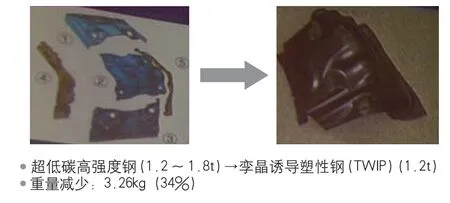
圖2 孿晶誘導(dǎo)塑性鋼的應(yīng)用
鋁合金材料的材料屬性
目前,世界各國(guó)都在積極推進(jìn)車身、車體主要部位的鋁材化。用于車身的鋁合金主要有Al-Cu-Mg系(2000系 )、Al-Mg系 (5000系)、Al-Mg-Si系(6000系)和Al-Mg-Zn-Cu系(7000系)。其中2000系和6000系是可熱處理強(qiáng)化的,而5000系是不可熱處理強(qiáng)化的。前者通過(guò)涂裝烘干工序后強(qiáng)度提高,主要用于外板等要求強(qiáng)度、剛性的部位;后者成形性優(yōu)良,用于內(nèi)板等形狀復(fù)雜的部位。經(jīng)過(guò)熱處理的鋁合金板材多用做汽車的外殼及車身框架材料,Audi A8轎車的整體車身用鋁合金制造,采用立體框架式結(jié)構(gòu),扭蓋件用鋁合金板沖壓而成,與鋼制車身相比質(zhì)量減輕30%~50%,這些合金采用了連續(xù)退火工藝,純度、強(qiáng)度和工藝穩(wěn)定性很高,但生產(chǎn)成本較高。就鋁板,扭蓋件的發(fā)展趨勢(shì)來(lái)看,強(qiáng)度高、成形性能好、表面質(zhì)量?jī)?yōu)良的鋁板將取代鋼板。日本汽車公司大多采用5000系、2000系、6000系鋁合金作為汽車車身的板材料。近幾年,采用6000系和7000系高強(qiáng)度鋁合金開發(fā)了“口”、‘舊”、“目”、“田”字形狀的薄壁和中空型材,不僅質(zhì)量輕、強(qiáng)度高、抗沖擊性好,而且擠壓成形性能好,在汽車上得到廣泛使用。
鋁合金被用于生產(chǎn)汽車懸掛零件,有效減輕相應(yīng)零部件的重量,大大提高了汽車行駛的平順性、穩(wěn)定性。如盤式制動(dòng)器卡爪采用鍛鋁件(6061)、鋁擠壓鑄造件(AC4C,AC4CH)等,重量比鋼件輕40%~50%,鋁制熱交換器的重量,比銅質(zhì)的熱交換器下降37%~45%。其中,日本和美國(guó)的汽車空調(diào)器已完全采用鋁材。如圖3所示為奧迪A8的全鋁車身結(jié)構(gòu),如圖4所示為寶馬5系的鋼制車身和鋁制車首。

圖3 奧迪A8的全鋁車身結(jié)構(gòu)

圖4 寶馬5系的鋼制車身和鋁制車首
沖壓領(lǐng)域的新工藝
高強(qiáng)度鋼板的沖壓成形新工藝
高強(qiáng)度的零部件對(duì)加工裝備提出了更高的技術(shù)要求。通常情況下,傳統(tǒng)的設(shè)備和生產(chǎn)線已經(jīng)無(wú)法滿足最新的超高強(qiáng)度材料的加工需求。
在沖壓車間的實(shí)際生產(chǎn)中,經(jīng)過(guò)驗(yàn)證行之有效的方法包括:
⑴高強(qiáng)度鋼成形:多滑塊多工位壓力機(jī)的冷成形或混合生產(chǎn)線,其中第一臺(tái)為液壓機(jī),其余為機(jī)械壓力機(jī)。
⑵通過(guò)加壓淬火在成形過(guò)程中形成高強(qiáng)度鋼。
如何選擇最佳的生產(chǎn)方式,功能、重量和成本是必須要考慮的因素。每種情況都有與眾不同的特點(diǎn),所以材料、車身設(shè)計(jì)、部件的幾何形狀及尺寸、計(jì)劃生產(chǎn)批量都是確定生產(chǎn)方式時(shí)需要考慮的。
高強(qiáng)度鋼的成形
對(duì)高強(qiáng)度和超強(qiáng)度鋼進(jìn)行冷成形的優(yōu)點(diǎn)是能夠明顯縮短周期。然而,對(duì)于復(fù)雜件的局限性是使用冷成形時(shí)存在著“回彈”現(xiàn)象。另外,該工藝要求壓力機(jī)噸位高(相比于低碳鋼要高2~4倍),而且需要昂貴材料制造的剛性模具以減少磨損。
使用雙滑塊多工位壓力機(jī)的冷成形
某汽車生產(chǎn)商對(duì)成形系統(tǒng)的柔性、可靠性和速度有著嚴(yán)格的要求。對(duì)它來(lái)說(shuō),投資大噸位多工位壓力機(jī)用于加工高強(qiáng)度和超強(qiáng)度鋼是其邁向未來(lái)的重要一步。該公司購(gòu)進(jìn)了一臺(tái)帶獨(dú)立成形工位(第一工位)的雙滑塊六工位壓力機(jī)。在第一循環(huán)中,該成形工位可進(jìn)行高強(qiáng)度板的精拉伸。
組合式冷成形
在現(xiàn)有的機(jī)械式壓力機(jī)生產(chǎn)線上進(jìn)行改造,將首臺(tái)壓力機(jī)更換成液壓機(jī)便可實(shí)現(xiàn)對(duì)高強(qiáng)度鋼的加工。最近幾年,由于諸如動(dòng)力缸的模態(tài)轉(zhuǎn)換和環(huán)閥技術(shù)促進(jìn)了驅(qū)動(dòng)技術(shù)的進(jìn)步,液壓拉伸壓力機(jī)的生產(chǎn)效率有了很大的提高。
運(yùn)用這種方法,現(xiàn)有的設(shè)備仍能繼續(xù)使用并能提高整條生產(chǎn)線的生產(chǎn)能力。即使在小底座表面也能夠提供更高的沖壓力。不僅如此,液壓機(jī)技術(shù)簡(jiǎn)化了復(fù)雜的深拉深動(dòng)作,并在行程的任何位置都能得到滿沖壓力,在行程、裝模空間和沖壓力方面擁有更大的柔性,沖壓線上可使用模具的數(shù)量增加。
多件沖壓的成形新工藝
隨著中高級(jí)轎車車身整體側(cè)圍沖壓技術(shù)的推廣以及壓力機(jī)臺(tái)面的增大,沖壓工藝也得到了快速發(fā)展。其中,車門、翼子板等沖壓件從過(guò)去的一模單件發(fā)展為雙槽模生產(chǎn)(圖5),生產(chǎn)效率成倍提高,最新已發(fā)展到車門內(nèi)外板采用四型槽沖模生產(chǎn)(圖6),生產(chǎn)效率又翻了一番。產(chǎn)量較大時(shí)采用多件同時(shí)沖壓,可使模具費(fèi)、材料費(fèi)和加工費(fèi)都得到降低,對(duì)成形工藝來(lái)說(shuō),也有利于材料應(yīng)力、應(yīng)變對(duì)稱均勻,還提高了生產(chǎn)效率,降低了能源消耗。雙件生產(chǎn)的最新發(fā)展趨勢(shì)是內(nèi)外板同時(shí)生產(chǎn),優(yōu)點(diǎn)是生產(chǎn)數(shù)量匹配,還可同時(shí)送焊裝線及時(shí)壓合,物流順暢、便捷。
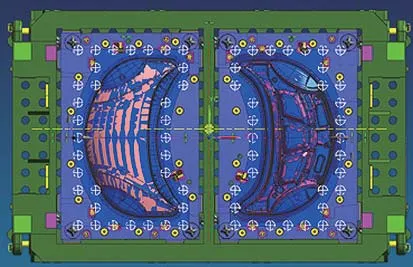
圖5 雙槽沖壓成形技術(shù)

圖6 一模四件沖壓成形技術(shù)
級(jí)進(jìn)沖壓的成形新工藝
級(jí)進(jìn)組合沖壓模具(圖7)已在發(fā)達(dá)國(guó)家汽車工業(yè)中普遍應(yīng)用,其優(yōu)點(diǎn)是生產(chǎn)率高、模具成本低、不需要板料剪切。與多工位壓力機(jī)上使用的階梯模相比,級(jí)進(jìn)模可節(jié)約30%的成本,但其應(yīng)用受拉伸深度、導(dǎo)向和傳輸?shù)膸Р倪吘壊牧媳砻嬗不南拗疲饕糜诶焐疃缺容^淺的簡(jiǎn)單零件,如圖8所示。

圖7 級(jí)進(jìn)沖壓模具

圖8 級(jí)進(jìn)沖壓生產(chǎn)樣件
熱沖壓的成形新工藝
熱沖壓成形是指將坯料加熱到再結(jié)晶溫度以上某一適當(dāng)溫度,使板料在奧氏體狀態(tài)下進(jìn)行成形,降低板料成形時(shí)的流動(dòng)應(yīng)力,提高板料的成形性。如圖9、10所示為熱沖壓成形的工藝流程和裝備。
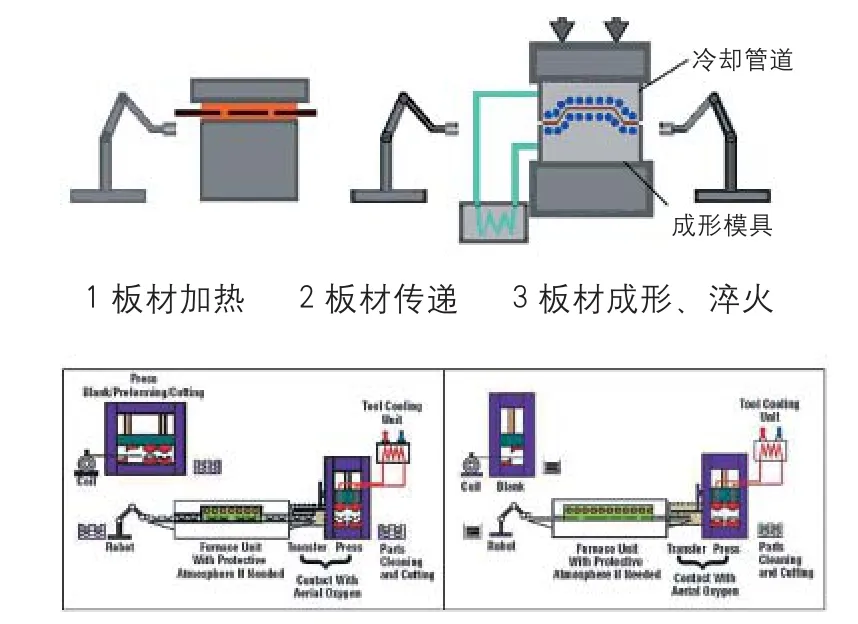
圖9 熱沖壓成形的工藝流程
內(nèi)高壓成形新工藝
為了提高車身的碰撞安全性同時(shí)達(dá)到節(jié)能降耗的目的,奇瑞公司目前必須要考慮在副車架、排氣系統(tǒng)等方面逐步嘗試并推廣應(yīng)用內(nèi)高壓成形件。在理論研究方面,哈工大苑世劍教授帶領(lǐng)的團(tuán)隊(duì)從事液壓成形技術(shù)研究和開發(fā)工作二十余年,開發(fā)了具有自主知識(shí)產(chǎn)權(quán)的內(nèi)高壓成形設(shè)備,研究成果已經(jīng)在國(guó)產(chǎn)轎車關(guān)鍵零件上批量應(yīng)用,形成了比較系統(tǒng)的理論基礎(chǔ)。在行業(yè)發(fā)展方面,國(guó)內(nèi)寶鋼已經(jīng)建成投產(chǎn)了一條內(nèi)高壓成形線。同時(shí),國(guó)內(nèi)其他企業(yè)如天津順噠,舜江等都在介入這個(gè)產(chǎn)業(yè),所以液壓成形件的應(yīng)用也在逐漸得到普遍應(yīng)用。液壓成形(Hydroforming)是指利用液體作為傳力介質(zhì)或模具使工件成形的一種塑性加工技術(shù),也稱液力成形,按照使用的液體介質(zhì)分為水壓成形和油壓成形,如圖11、12所示為內(nèi)高壓成形的原理和主要設(shè)備。
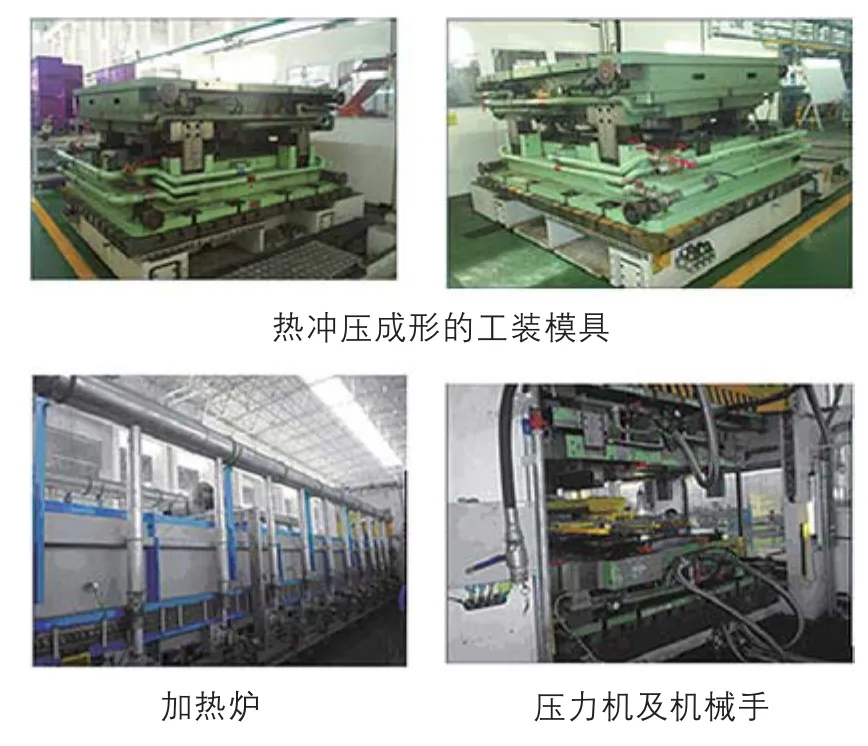
圖10 熱沖壓成形工藝裝備
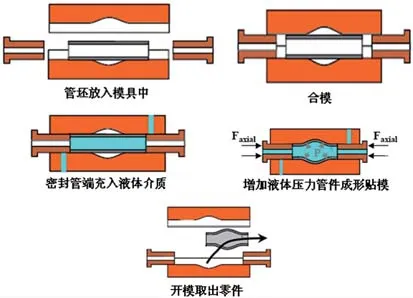
圖11 管件內(nèi)高壓成形原理

圖12 內(nèi)高壓成形的主要設(shè)備
內(nèi)高壓成形特點(diǎn)是整體成形軸線為二維或三維曲線的異截面空心零件,從管材初始圓形截面可以成為矩形、梯形、橢圓形或其他異型形的封閉截面。內(nèi)高壓技術(shù)是適應(yīng)飛機(jī)和汽車等運(yùn)輸工具結(jié)構(gòu)輕量化發(fā)展起來(lái)的先進(jìn)制造技術(shù)。內(nèi)高壓成形件,具有的優(yōu)點(diǎn)是:減輕重量,節(jié)約材料;可以減少零件數(shù)量、后續(xù)機(jī)械加工量和組焊量;提高強(qiáng)度和剛度,尤其是疲勞強(qiáng)度;材料利用率提高,內(nèi)高壓成形利用率可達(dá)到95%~98%;降低生產(chǎn)成本,降低15%~20%,模具費(fèi)用降低20%~30%;生產(chǎn)過(guò)程綠色環(huán)保。
TRB連續(xù)變截面板的研究現(xiàn)狀與應(yīng)用
TRB連續(xù)變截面板的制造工藝
TRB(Tailor Rolling Blank)是一種新的軋制工藝──柔性軋制技術(shù)而獲得的連續(xù)變截面薄板。柔性軋制技術(shù)類似于傳統(tǒng)軋制加工方法中的縱軋工藝,其最大不同之處是在軋制過(guò)程中,軋輥的間距可以實(shí)時(shí)地調(diào)整變化,從而使軋制出的薄板在沿著軋制方向上具有預(yù)先定制的變截面形狀。在柔性軋制過(guò)程中,可以通過(guò)計(jì)算機(jī)對(duì)軋機(jī)的實(shí)時(shí)控制來(lái)自動(dòng)和連續(xù)地調(diào)整軋輥的間距,從而實(shí)現(xiàn)由等厚度板卷到TRB板卷的軋制。這就要求在設(shè)計(jì)車身時(shí)必須預(yù)先考慮到后續(xù)成形加工中鋼板各個(gè)部位的實(shí)際受力和變形以及整個(gè)車身的承載情況,在軋制之前選定有利于后續(xù)加工的板料型面。TRB連續(xù)變化的截面提供了有利于后續(xù)成形加工的可能性。比如,事先運(yùn)用有限元分析或數(shù)字模擬技術(shù)判斷車身覆蓋件在沖壓過(guò)程中可能出現(xiàn)拉裂或材料流動(dòng)性較大的部位;那么,在車身設(shè)計(jì)階段就可以為某一部件的某個(gè)部位預(yù)先分配較大的板料厚度,從而有效地避免廢品的發(fā)生。
Mubea公司的TRB研究狀況
為降低生產(chǎn)應(yīng)用成本,Mubea公司與德國(guó)亞琛工業(yè)大學(xué)合作3年內(nèi)開發(fā)出一種新型控制系統(tǒng),成功實(shí)現(xiàn)鋼板的連續(xù)軋制。目前,該技術(shù)為Mubea公司獨(dú)家擁有,開發(fā)的TRB板已經(jīng)廣泛應(yīng)用在多個(gè)高端品牌汽車沖壓件上。柔性軋制的部件與傳統(tǒng)的部件相比,具有的優(yōu)點(diǎn)是:?jiǎn)蝹€(gè)零件減重大于20%;對(duì)高載荷區(qū)的局部加強(qiáng)可改善碰撞性能;通過(guò)零件的整合減少零件數(shù)量并降低生產(chǎn)成本;優(yōu)異的計(jì)算精度(±50μm);連續(xù)厚度變化而具有杰出的加工性能;寬廣的材料范圍(從低碳鋼到熱成形材料);嚴(yán)密的材料規(guī)范;適當(dāng)?shù)某杀緦?shí)現(xiàn)輕量化。某車型橫梁、縱梁的TRB應(yīng)用情況如圖13、14所示。
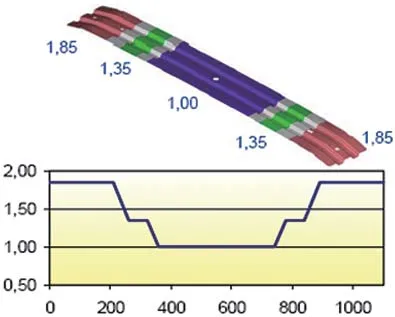
圖13 某車型橫梁TRB應(yīng)用
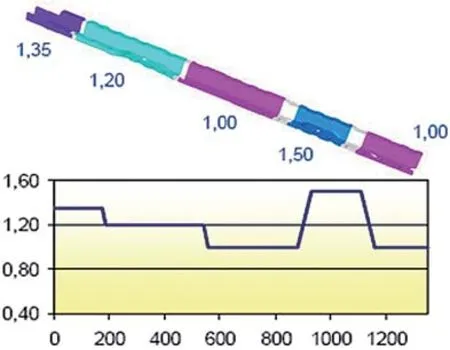
圖14 某車型縱梁TRB應(yīng)用
結(jié)束語(yǔ)
隨著科學(xué)技術(shù)的發(fā)展,汽車沖壓領(lǐng)域的新技術(shù)、新工藝層出不窮,沖壓領(lǐng)域的新技術(shù)、新工藝的應(yīng)用必將給汽車制造行業(yè)帶來(lái)革新。
猜你喜歡
人民交通(2020年22期)2020-11-26 07:36:44
小學(xué)生優(yōu)秀作文(低年級(jí))(2020年4期)2020-07-24 08:31:08
汽車與安全(2019年9期)2019-11-22 09:48:03
汽車與安全(2019年8期)2019-09-26 04:49:10
汽車與安全(2019年5期)2019-07-30 02:49:51
汽車觀察(2019年2期)2019-03-15 06:00:06
汽車與新動(dòng)力(2018年2期)2018-05-09 00:31:56
兒童時(shí)代·快樂(lè)苗苗(2017年7期)2018-01-24 18:28:45
作文大王·低年級(jí)(2016年4期)2016-04-18 00:24:37
決策探索(2014年21期)2014-11-25 12:29:50
