某MPV車型尾門(mén)內(nèi)板的工藝設(shè)計(jì)
2013-08-22 08:25:58鄭薇安徽江淮汽車股份有限公司技術(shù)中心
鍛造與沖壓 2013年14期
文/鄭薇·安徽江淮汽車股份有限公司技術(shù)中心
某MPV車型尾門(mén)內(nèi)板的工藝設(shè)計(jì)
文/鄭薇·安徽江淮汽車股份有限公司技術(shù)中心
尾門(mén)內(nèi)板是轎車車身尾部部件,它與尾門(mén)外板、尾燈、鉸鏈、尾門(mén)護(hù)板、尾翼相連接或匹配,并有各種線束過(guò)孔、各種部件安裝孔、卡扣孔共達(dá)97個(gè)(見(jiàn)圖1)。其中各個(gè)孔的方向存在著較大差異,且該零件形狀復(fù)雜,需要經(jīng)過(guò)多道工序才能完成,但是制件的質(zhì)量好壞在很大程度上受拉延模質(zhì)量及沖孔質(zhì)量的控制,因此拉延模面及沖壓方向的設(shè)計(jì)成為生產(chǎn)高品質(zhì)沖壓件的關(guān)鍵。
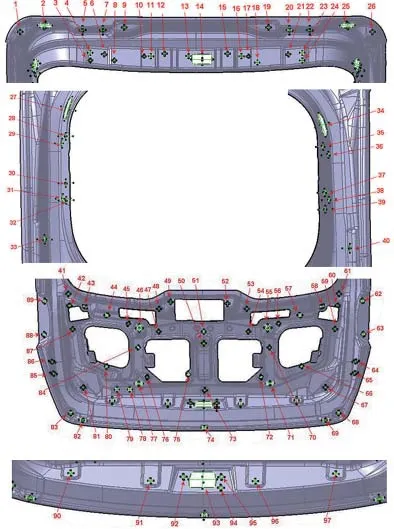
圖1 尾門(mén)內(nèi)板
零件成形沖壓工藝分析
產(chǎn)品ECR的提出
為達(dá)到此零件模具工序4序化的實(shí)現(xiàn),在得到產(chǎn)品數(shù)模初期,對(duì)產(chǎn)品進(jìn)行SE同步分析,提出ECR交由產(chǎn)品設(shè)計(jì)部門(mén)進(jìn)行數(shù)模更改,減少后期的更改量,縮短模具的開(kāi)發(fā)周期。具體情況如圖2所示,圖2中a處圓角存在開(kāi)裂風(fēng)險(xiǎn),將此圓角更改為三角平面。圖2中b處是沖壓方向上的筋存在避角,將其更改為平行沖壓方向,消除避角。圖2中c處存在一圓孔,此圓孔必須側(cè)沖來(lái)實(shí)現(xiàn),影響模具四序化的實(shí)現(xiàn),消除此圓孔。其他部分圓孔存在與沖壓方向的角度大無(wú)法滿足公差要求,建議使其與沖壓方向的角度滿足產(chǎn)品的公差要求,以保證零件質(zhì)量和沖壓生產(chǎn)的穩(wěn)定性,降低沖壓難度。
沖壓工藝及拉延模面的設(shè)計(jì)
零件產(chǎn)品型面復(fù)雜且要實(shí)現(xiàn)模具的4序化,通過(guò)對(duì)產(chǎn)品數(shù)模的分析,初步排序?yàn)椋豪印捱厸_孔→雙向翻邊側(cè)沖孔→沖孔側(cè)沖孔。板件的典型斷面(圖3),根據(jù)修邊角度的要求,將周邊及窗口的產(chǎn)品邊緣攤平使其達(dá)到修邊的角度要求,后期通過(guò)OP30序的翻邊整形達(dá)到產(chǎn)品要求,優(yōu)化修邊質(zhì)量,降低后期存在的質(zhì)量風(fēng)險(xiǎn)。
確定沖壓方向
沖壓方向的確定關(guān)系到了拉延模面的補(bǔ)充及修邊沖孔的質(zhì)量,是尾燈盒沖壓工藝設(shè)計(jì)的關(guān)鍵。不但確定了沖壓件在模具中的空間位置,還決定著能否生產(chǎn)出合格的沖壓件,且影響到工藝補(bǔ)充部分的多少和壓料面的形狀。在拉深工序中,沖壓件往往會(huì)由于沖壓方向確定不當(dāng)而增加調(diào)整困難。尾門(mén)內(nèi)板沖壓方向確定,要遵循三個(gè)原則。
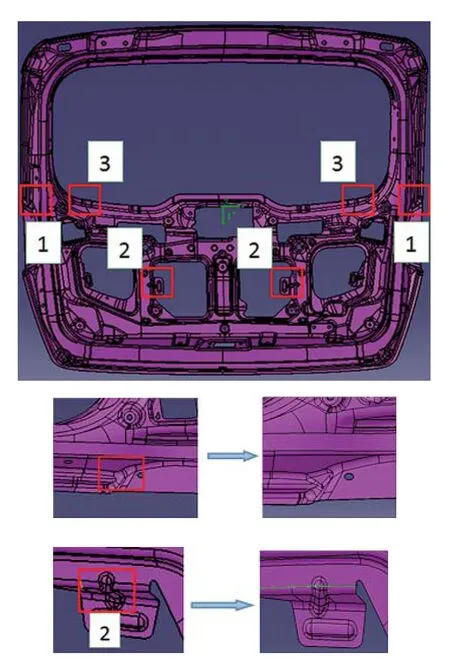
圖2 ECR
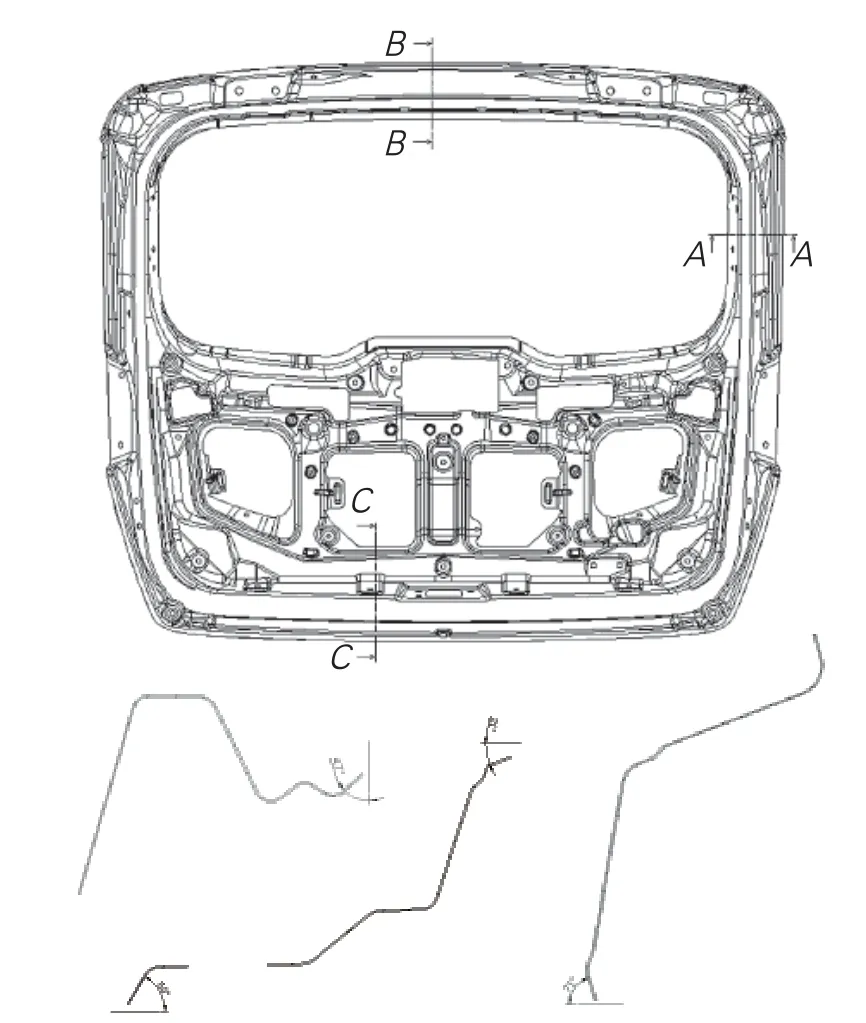
圖3 尾門(mén)內(nèi)板斷面
⑴保證凸模形狀能夠進(jìn)入凹模,凸模開(kāi)始拉延時(shí)與毛坯的接觸地方要多且要分散,不產(chǎn)生負(fù)角,最好應(yīng)使制件在一次拉深中完成。
⑵在保證拉延質(zhì)量的前提下,使拉延深度盡可能的淺,保證二級(jí)外觀面的質(zhì)量要求。
⑶由于尾門(mén)內(nèi)板的孔位較多(達(dá)到97個(gè)),且各個(gè)孔的方向不一,要在所提ECR充分的情況下協(xié)調(diào)各個(gè)孔的沖壓方向,使其達(dá)到?jīng)_孔的方向要求。
確定壓料面
設(shè)置壓料面是為了使板料受到預(yù)壓力,從而使板料拉深時(shí)增加拉應(yīng)力,以改善拉深條件。合理的壓料不僅能保證拉入壓料面的材料不起皺,還可以保證拉入凹模的材料不起皺、不破裂。設(shè)置尾門(mén)內(nèi)板拉延模的壓料面時(shí),需要考慮以下3方面:
⑴要使拉延深度均勻,盡量做到凸模相對(duì)兩側(cè)的拉入角相等,凸模開(kāi)始與毛坯接觸狀態(tài)應(yīng)平穩(wěn),這樣才能保證各部分進(jìn)料阻力均勻。
⑵壓料面的形狀應(yīng)保證凹模內(nèi)的毛坯產(chǎn)生一定程度的脹形變形,否則,會(huì)使拉入凹模內(nèi)多余材料無(wú)法延展,要做到這一點(diǎn),必須保證在拉深過(guò)程中每一個(gè)階段的壓料面展開(kāi)長(zhǎng)度比凸模斷面的展開(kāi)長(zhǎng)度短。
⑶尾門(mén)內(nèi)板窗口部位的型面較低,且內(nèi)部形狀復(fù)雜,在保證拉延質(zhì)量的情況下要盡量使壓料面向上太高;為使凸模內(nèi)部型面在拉延過(guò)程中材料流動(dòng)得到控制,在窗口部位設(shè)置壓料面,是內(nèi)部型面得到充分拉延。
綜合以上考慮的內(nèi)容,確定拉延模面并在Catia軟件上建模,如圖4所示。
CAE分析模擬
在拉延補(bǔ)充型面完成后進(jìn)行CAE的模擬分析,首先對(duì)落料尺寸、拉延筋進(jìn)行調(diào)整。設(shè)置拉延筋能增加壓料面上各部位的進(jìn)料阻力,調(diào)整毛坯的外廓尺寸,使各區(qū)進(jìn)料阻力均勻。拉延筋阻力是由板料通過(guò)拉深時(shí)的彎曲反彎曲變形力、摩擦阻力、變形硬化引起的再變形抗力增量3部分組成。拉深筋阻力的主要影響因素,包括:所有拉深筋的形式、拉深筋參數(shù)、毛坯材料特性、潤(rùn)滑條件、材料變形速度和壓邊力。其中,以拉深筋的形式和拉深筋參數(shù)影響最大。尾門(mén)內(nèi)板在拉延開(kāi)始之前,在模具內(nèi)外壓邊圈作用下,毛坯的周邊首先被拉深筋壓彎成形,隨后在模具凸模作用下,毛坯的周邊產(chǎn)生拉深變形并向凹模里收縮,板料在不斷沿拉深筋表面滑動(dòng)過(guò)程中產(chǎn)生的摩擦阻力和彎曲變形阻力,都使毛坯斷面內(nèi)的徑向拉應(yīng)力加大。改變拉深筋的高度和圓角半徑,都可以達(dá)到調(diào)整徑向拉應(yīng)力的目的。這種調(diào)整徑向拉應(yīng)力的方法十分方便,且調(diào)整的范圍也比較大,如圖5所示。如圖6所示為CAE分析結(jié)果,在尾燈處有開(kāi)裂的風(fēng)險(xiǎn)。通過(guò)后期調(diào)試時(shí)的調(diào)整,使其達(dá)到產(chǎn)品的質(zhì)量要求,最終生產(chǎn)出合格的產(chǎn)品件。

圖4 拉延模面
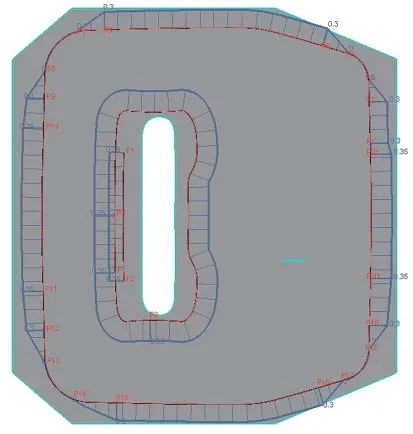
圖5 毛坯料及拉延筋的設(shè)置
模具工序的分配
通過(guò)前期對(duì)產(chǎn)品的分析,對(duì)此尾門(mén)內(nèi)板做了四工序的排布。對(duì)四工序影響大的主要是對(duì)窗孔處的沖孔與周圈翻邊的協(xié)調(diào)處理。通過(guò)對(duì)模具結(jié)構(gòu)的優(yōu)化實(shí)現(xiàn)了對(duì)四序化的要求。如圖7所示為工序分配。
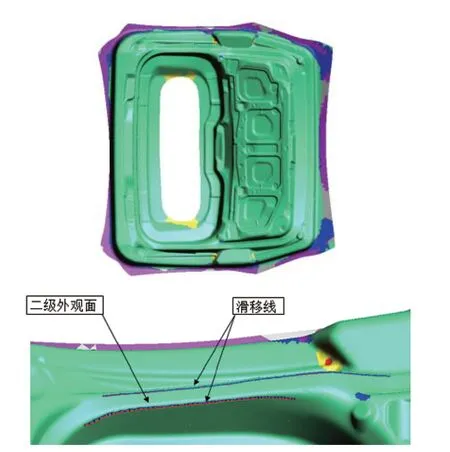
圖6 CAE分析結(jié)果
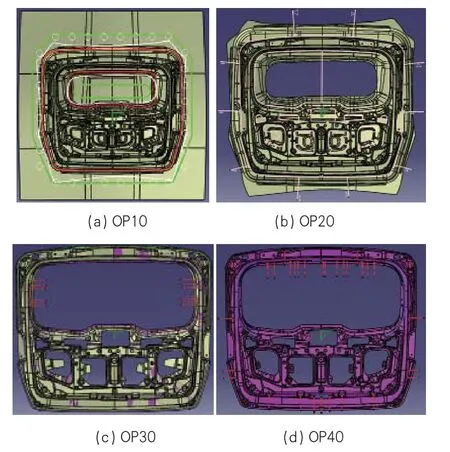
圖7 模具工序的分配
結(jié)束語(yǔ)
對(duì)尾門(mén)內(nèi)板在成形過(guò)程中的起皺和開(kāi)裂現(xiàn)象,利用CAE軟件進(jìn)行了仿真分析。根據(jù)板料變形情況進(jìn)行了修改產(chǎn)品數(shù)模,優(yōu)化毛坯形狀,工藝補(bǔ)充面,調(diào)整拉延筋,協(xié)調(diào)各個(gè)沖孔角度與沖壓方向的關(guān)系,消除零件在工藝設(shè)計(jì)初期可能存在的缺陷。通過(guò)進(jìn)一步的模具調(diào)試,從而得到合格的產(chǎn)品零件。實(shí)際試模過(guò)程中,各工序都很順利,上檢具檢測(cè)各項(xiàng)指標(biāo)很好的達(dá)到了此車型的量產(chǎn)要求,目前此尾門(mén)內(nèi)板已在線達(dá)到量產(chǎn),該車型已上市銷售。
猜你喜歡
計(jì)算機(jī)應(yīng)用(2022年2期)2022-03-01 12:33:42
計(jì)算機(jī)應(yīng)用(2022年1期)2022-02-26 06:57:42
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2021年12期)2021-12-31 03:23:08
計(jì)算機(jī)應(yīng)用(2021年4期)2021-04-20 14:06:36
計(jì)算機(jī)應(yīng)用(2021年3期)2021-03-18 13:44:48
計(jì)算機(jī)應(yīng)用(2021年1期)2021-01-21 03:22:38
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
中國(guó)生殖健康(2019年2期)2019-08-23 08:12:08
產(chǎn)品可靠性報(bào)告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26
