旁路耦合電弧高效焊接工藝的數字化與智能化
2013-08-29 09:18:48黃健康
電焊機 2013年5期
關鍵詞:智能
樊 丁 ,朱 明 ,石 玗,黃健康
(1.蘭州理工大學 有色金屬合金及加工教育部重點試驗室,甘肅 蘭州 730050;2.蘭州理工大學 甘肅省有色金屬新材料重點試驗室,甘肅 蘭州 730050)
0 前言
隨著我國制造業的迅猛發展和焊接技術的不斷進步,焊接結構得到了越來越廣泛的應用,每年的焊接工程量巨大并逐年遞增,對焊接效率提出了更高的要求[1]。在諸多熔化極氣體保護焊GMAW(G as M etal A rc W elding)方法中,除了合理設計坡口形式和采用窄間隙焊技術外,主要的途徑是通過增加焊接電流來提高焊絲的熔化率,如T.I.M.E.高效GMAW、磁控大電流GMAW、Tandem雙絲GMAW等。但是對于常規高效GMAW,熔化焊絲的電流等于流經母材的電流,如果要提高焊絲的熔敷效率,就必然會增大流經母材的電流,大電流帶來過量的熱輸入會造成焊穿等焊接缺陷的產生,同時也會造成母材焊后殘余應力增加和焊縫韌性降低[2]。
為了解決這一問題,美國肯塔基大學提出了一種新型的低熱輸入高效焊接方法——旁路耦合電弧GMAW[3-4]。近年來,蘭州理工大學樊丁教授、石玗教授等人帶領的課題組在研究旁路耦合電弧GMAW方法的過程中,先后提出或完善了雙旁路耦合電弧GMAW、雙絲旁路耦合電弧GMAW、旁路耦合電弧脈沖GMAW等多種形式。針對旁路耦合電弧工藝的數字化與智能化展開了廣泛的研究:采用數值模擬的方法,數字化分析了耦合電弧行為最為復雜的雙旁路耦合電弧GMAW的熱物理過程,并在此基礎上分析了旁路耦合電弧脈沖GMAW在鋁-鍍鋅鋼板異種金屬焊接時接頭的界面擴散行為;針對焊接參數匹配最復雜的雙絲旁路耦合電弧GMAW,設計了數字化實驗系統,并采用兩種智能控制方案實現了焊接過程智能控制。
1 旁路耦合電弧GMAW原理
旁路耦合電弧GMAW的基本原理如圖1所示。主路GMAW焊槍選擇直流反接(電極接正極),旁路GTAW/GMAW焊槍選擇直流正接(電極接負極);焊接過程中兩路電弧相互耦合,使得流經焊絲的電流Im在電弧弧柱區被分為兩部分:一部分電流Ibp流經旁路焊槍,另一部分電流Ibm流經母材,所以Ibm=Im-Ibp;因此可以通過旁路GTAW/GMAW焊槍分流一部分熔化焊絲的焊接電流,這樣在保證熔敷率的同時,減小了母材的熱輸入。現有研究表明[5-7],旁路電弧的引入可以促進主路熔滴弧根面積的擴展,產生“跳弧”現象,降低主路熔滴非接觸自由過渡的臨界電流,并且顯著降低焊接熔池表面的電弧壓力,避免高速焊時產生熔穿、駝峰焊道等缺陷。
與單旁路耦合電弧GMAW的旁路分流原理類似,雙旁路耦合電弧GMAW采用了兩個對稱的旁路GTAW焊槍,使得作用在熔滴表面力的分布更加平均,焊接過程更加穩定。
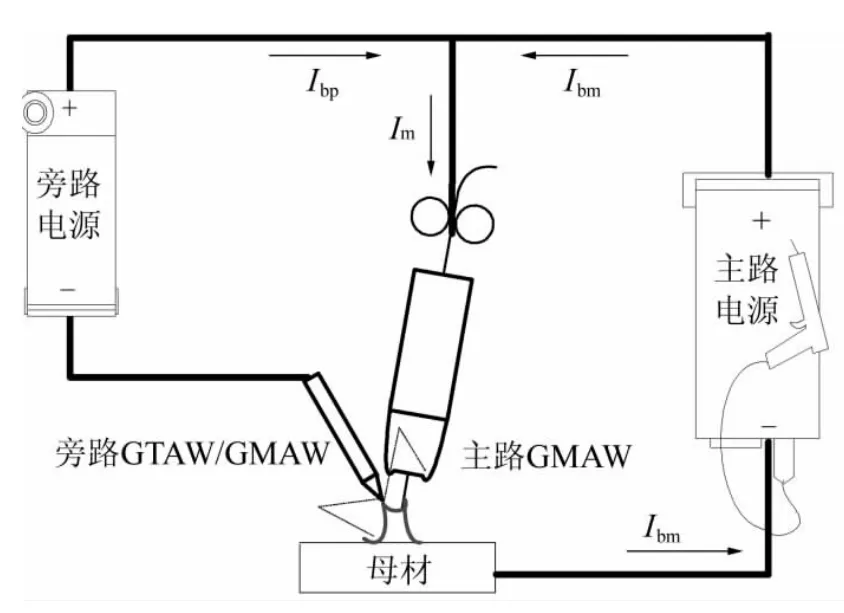
圖1 旁路耦合電弧GMAW原理
雙絲旁路耦合電弧GMAW是對旁路耦合電弧焊的高效化改進,它的旁路采用GMAW焊槍代替了GTAW焊槍,從而將旁路分流的部分電流重新用于熔化焊絲,進一步提高了焊絲的熔敷率;并且由于旁路的分流作用,在實現高效焊接的同時,可以合理分配流經母材的電流。雙絲旁路耦合電弧GMAW可適用于高速、高熔敷率的焊接、薄板焊接或是耐磨、耐蝕材料的堆焊[8]。但是由于雙絲旁路耦合電弧GMAW焊接參數匹配復雜,因此需要進行智能控制算法才能保證焊接過程的穩定性。
本研究提出了旁路耦合電弧脈沖GMAW方法,并將其成功應用在鋁-鍍鋅鋼板、鎂-鍍鋅鋼板等異種金屬的連接上[9]。通過采用脈沖電源,旁路耦合電弧脈沖GMAW可以進一步降低流經母材的熱量,并在保持熔滴自由過渡下穩定實現異種金屬的連接。
2 旁路耦合電弧GMAW的數字化模擬和分析
2.1 雙旁路耦合電弧行為的數值模擬
在幾種旁路耦合電弧焊方法中,雙旁路耦合電弧的形態、熱場、電磁場、流場的分布等電弧特征行為最為復雜,使用全耦合法對雙旁路耦合電弧行為進行了模擬和分析[10]:基于耦合電弧內部的多場耦合原理,建立了旁路耦合電弧的數學模型并模擬不同焊接參數下旁路耦合電弧內部的溫度場、流場分布情況。如圖2a所示,在主路焊接電流為180 A,左右旁路電流分別為70 A時,數字化模擬了雙旁路耦合電弧形態,模擬結果與圖2b中的試驗結果基本一致,表明采用的模擬算法適用于旁路耦合電弧GMAW。圖3、圖4分別模擬了在此焊接參數下,雙旁路耦合電弧GMAW過程中縱截面的溫度場、流場的變化情況,為進一步研究耦合電弧行為提供了理論基礎。
2.2 旁路耦合電弧脈沖GMAW界面擴散行為的數值模擬
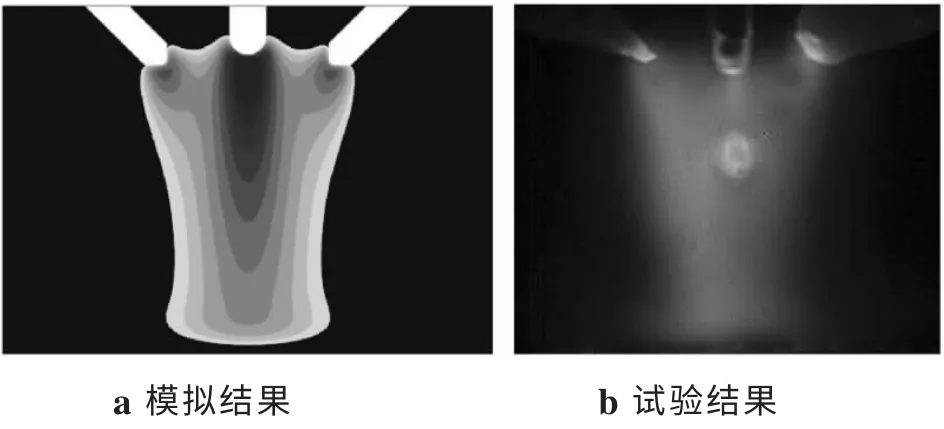
圖2 雙旁路耦合電弧形態的模擬結果
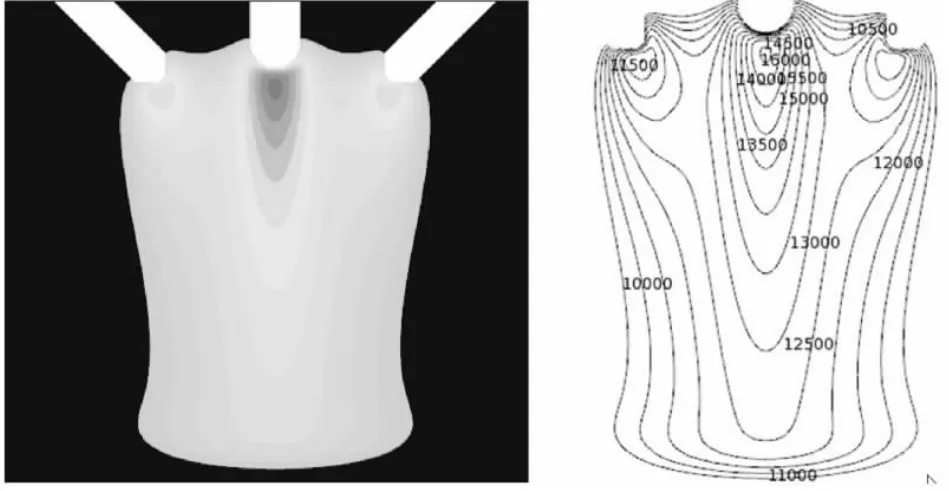
圖3 雙旁路耦合電弧的縱截面溫度場的模擬結果
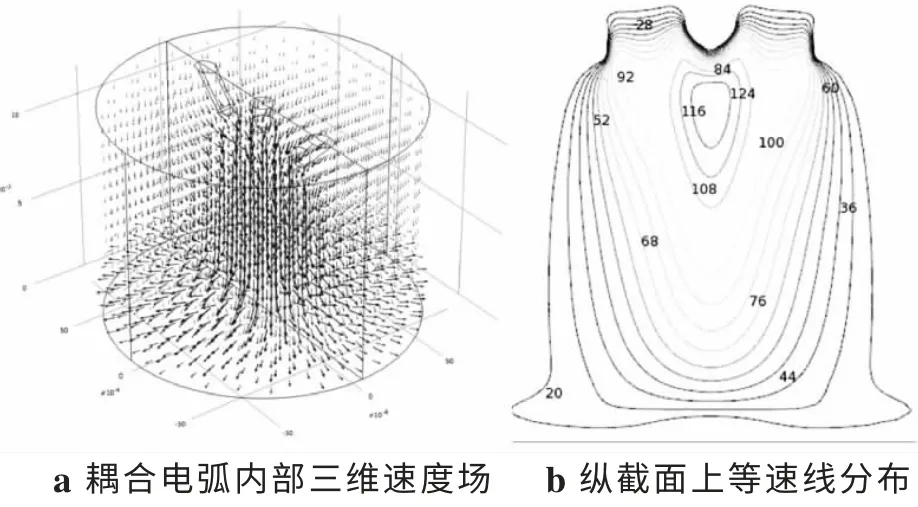
圖4 雙旁路耦合電弧的縱截面流場的模擬結果
鋁-鋼異種金屬焊接接頭的力學性能主要受連續的金屬間化合物層厚度的影響,而金屬間化合物的生成、分布及厚度主要由鋁-鋼界面處的溫度場決定。因此,在完成了耦合電弧溫度場、流場、電磁場的基礎上,首先模擬了工件溫度場的變化情況。由于現有的熱源模型不能完全反映旁路耦合電弧脈沖GMAW的熱源特點,因此建立了一個由面熱源和體熱源共同作用的復合熱源模型:面熱源的熱量只來自于主路電弧,即作用于面熱源的電流為母材電流;體熱源的熱量由主路電弧和旁路電弧共同提供,作用于體熱源的電流為母材電流與旁路電流之和。圖5a模擬了主路平均電流77 A,旁路平均電流55 A時,鋁-鋼工件焊縫截面處的溫度場;圖5b模擬了圖5a中A點和B點的熱循環曲線并與實測結果進行了對比,結果表明A點和B點熱循環曲線的變化規律與試驗得到的熱循環曲線變化規律是一致的。
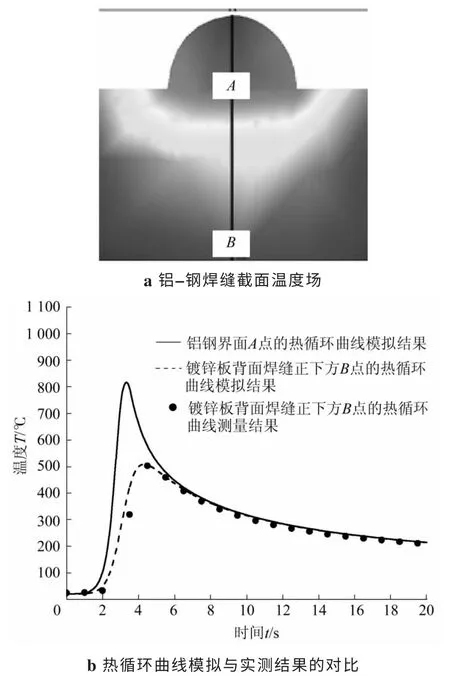
圖5 旁路耦合電弧脈沖GMAW工件溫度場模擬
在模擬得到鋁-鋼界面處溫度場的基礎上,本研究采用菲克第二定律建立了鋁-鋼接頭界面處鋁鐵原子的擴散模型,并模擬了擴散層即鋁鐵金屬間化合物層的厚度生長情況。圖6為主路平均電流77A,旁路平均電流55 A時,鋁-鋼接頭界面上金屬間化合物層生長情況的模擬結果;圖7為該焊接參數下,金屬間化合物層厚度的模擬結果與試驗結果的對比驗證。結果表明金屬間化合物層厚度隨焊接參數變化趨勢的數值模擬結果與試驗結果基本一致。
3 雙絲旁路耦合電弧焊的數字化實驗系統設計與焊接過程的智能化控制
3.1 雙絲旁路耦合電弧GMAW數字化系統設計
為方便進行雙絲旁路耦合電弧GMAW試驗,利用快速控制原型技術建立了如圖8所示的數字化實驗系統。系統包括華意隆數字化逆變焊接電源NBC-630、單軸焊接工作臺及相應的變頻器。電信號采集和控制信號輸出系統主要有兩臺工業控制計算機組成xPC的實時目標環境,支持xPC的研華PCL-812PG數據采集卡,NIPCI-6221數據采集卡,研華PCL-728帶隔離的D/A數據輸出卡,PCLD-885固態繼電器,輔有CSM400FA系列的閉環電流傳感器,研華ADAM-3014標準電壓隔離模塊等。
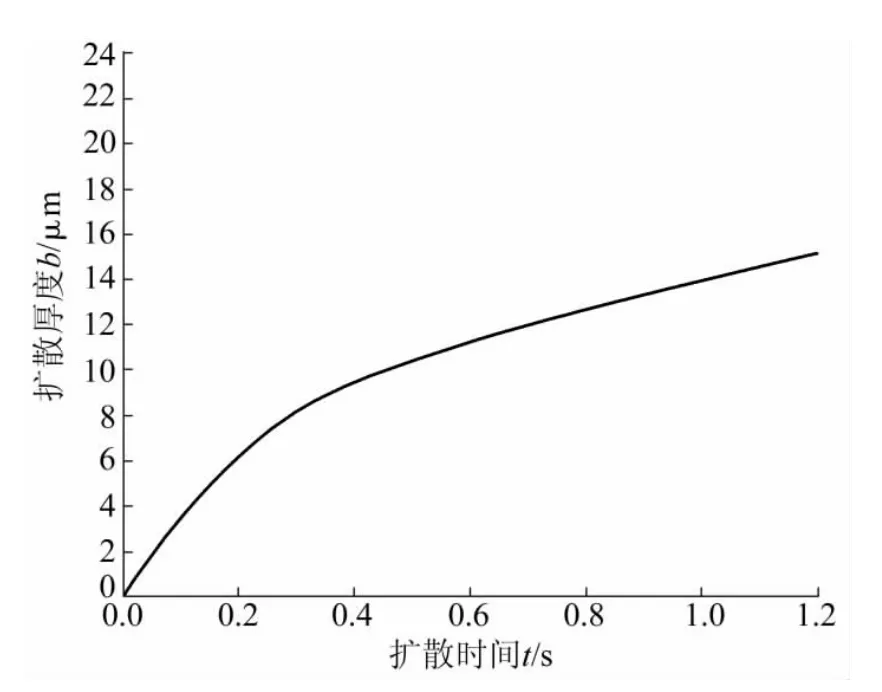
圖6 金屬間化合物層生長情況
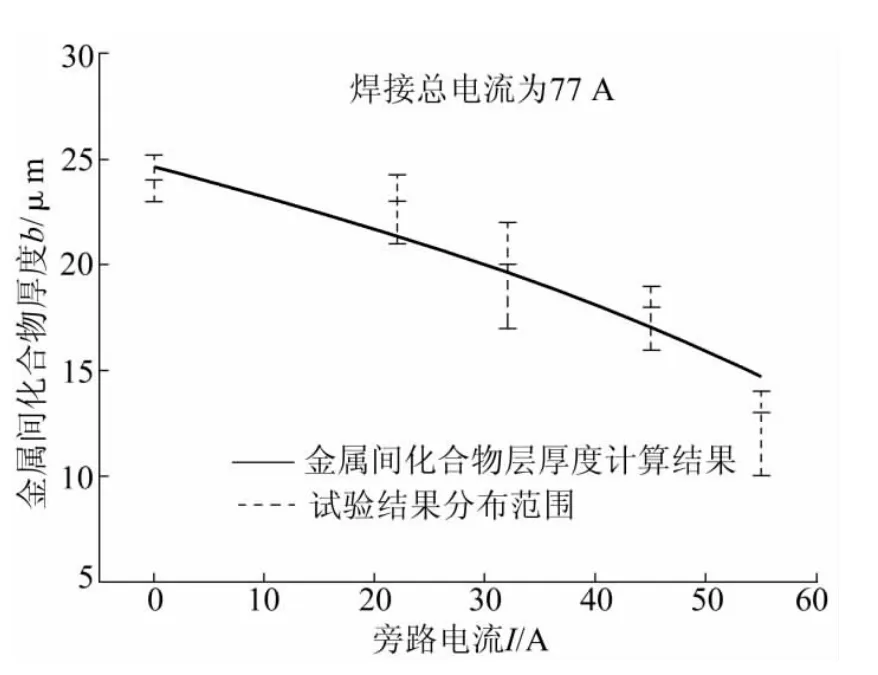
圖7 金屬間化合物層厚度的模擬與驗證
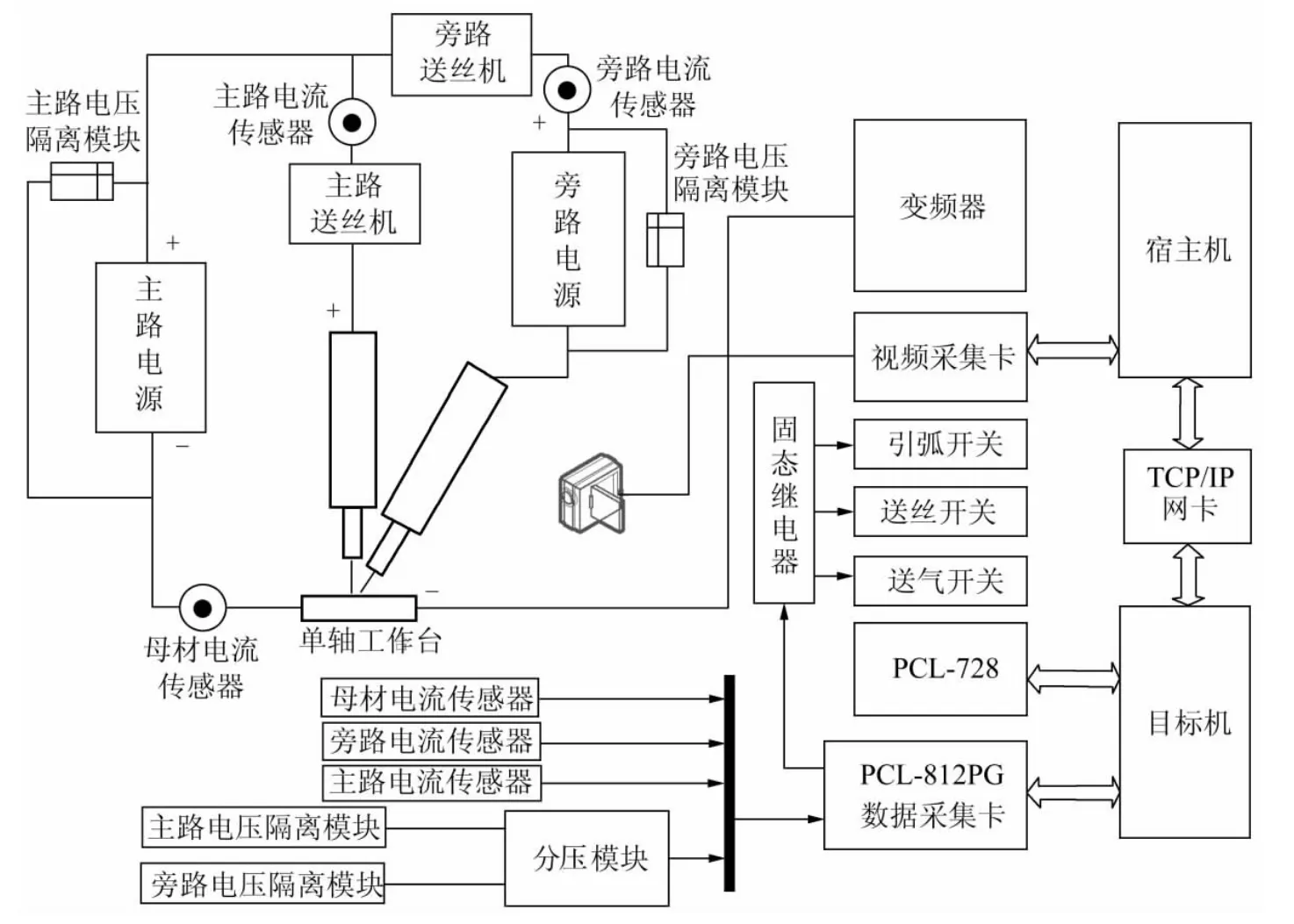
圖8 數字化實驗系統示意
3.2 雙絲旁路耦合電弧GMAW智能化控制
雙絲旁路耦合電弧GMAW過程中,兩路焊絲同時送進與熔化,兩路焊炬間的焊接參數匹配較為復雜[11]。開環控制雙絲旁路耦合電弧穩定性較差的原因是旁路電源采用恒電流源,電弧自調節作用差,焊接過程受到旁路送絲波動的干擾自恢復能力差,旁路電弧弧長波動使得旁路耦合電弧失穩導致焊縫成形變差、焊接飛濺特別大。基于以上分析,旁路耦合電弧穩定性閉環控制的關鍵是穩定旁路電弧弧長。因此,提出了如圖9所示的以主弧和旁路電弧電壓差值ΔU作為旁路電弧弧長反饋的特征參量,以旁路送絲速度作為控制量調節旁路電弧弧長的單閉環智能控制方案。
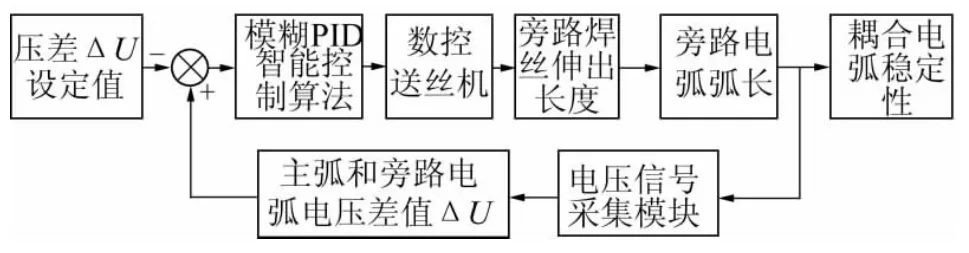
圖9 單閉環智能控制框圖
控制過程中采用模糊PID智能算法。模糊PID智能算法分為PID控制部分和模糊智能推理的參數校正部分。PID控制部分采用增量式PID算法;模糊智能推理算法采用雙輸入三輸出的模糊控制器,利用偏差e及偏差變化ec作為模糊控制器的語言輸入變量。
圖10為采用已建立的數字化實驗系統,采用模糊規則進行單閉環智能控制的焊接實驗。由圖10a可知,電弧電壓差值受旁路送絲的影響比較大,當旁路送絲變化比較大時,電弧電壓差值變化也比較大;從圖10b中的焊縫形貌中可以發現,采用模糊規則進行單閉環控制后的焊縫形貌更好。
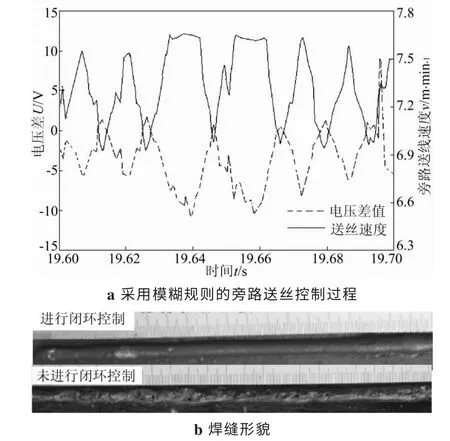
圖10 雙絲旁路耦合電弧GMAW單閉環智能控制
在穩定實現單閉環控制的基礎上,通過分析雙絲旁路耦合電弧GMAW過程中焊接參數間的耦合關系,進一步提出了如圖11所示的通過旁路送絲速度控制旁路弧長,通過旁路電流控制母材電流的反饋解耦智能控制方案[12]。
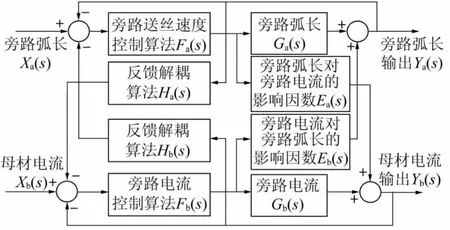
圖11 雙閉環反饋解耦智能控制框圖
圖12為進行雙絲旁路耦合電弧GMAW反饋解耦智能控制的焊接試驗結果。由圖12a可知,旁路電流隨著主路電流的波動發生變化,從而抵消了母材電流的變化;由圖12b可知,通過旁路送絲速度控制旁路弧長,從而可以有效地保證焊接過程的穩定,并且由于采用了解耦智能控制算法,當旁路電流發生變化時,解耦智能控制單元補償了旁路電流對弧長的影響,使旁路弧長在更短的時間內恢復到穩定狀態,減少了旁路弧長的變化對耦合電弧形態的影響,因此穩定性更好并且精度更高、響應速度更快;由圖12c可知,當母材厚度發生變化時,由于采用了雙變量解耦控制,焊縫形貌較好。
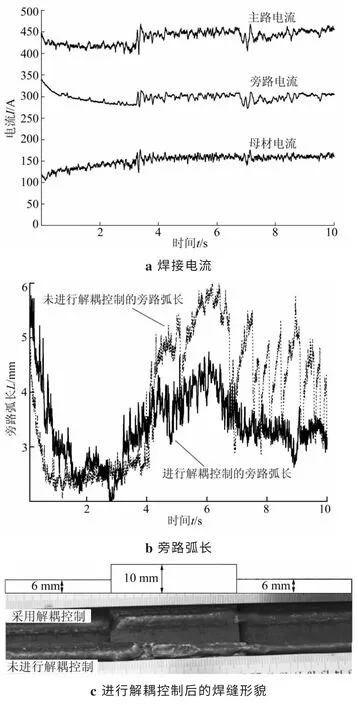
圖12 雙絲旁路耦合電弧高效GMAW雙變量解耦控制
4 結論
(1)旁路耦合電弧GMAW工藝可以同時實現高焊絲熔敷率與低母材熱輸入的焊接,并顯著降低焊接過程中的電弧壓力,實現高速焊接與異種金屬間的焊接。
(2)針對雙旁路耦合電弧行為,采用全耦合方法,模擬了雙旁路耦合電弧形態、熱場、電磁場、流場的分布;模擬分析了鋁-鍍鋅鋼板旁路耦合電弧脈沖GMAW過程中,接頭界面上的原子擴散行為。
(3)建立了雙絲旁路耦合電弧GMAW數字化控制系統,采用模糊智能控制算法進行了單閉環控制試驗;在此基礎上,采用反饋智能解耦方案進行了焊接試驗。結果表明,采用解耦智能控制時,焊接過程穩定性更好、響應速度更快、精度更高,并且焊縫成形良好。
[1]石 玗,李 妍,黃健康,等.高效MIG/MAG焊的研究與發展[J].電焊機,2008,38(12):6-10
[2]Mendez PF,Eager TW.Penetration and Defect Formation in High-Current arc Welding[J].Welding Journal,2003,82(10):296-306
[3]Zhang Y M,Jiang M,LU W.Double electrodes GMAW improve heat input control[J].Welding Journal,2004,83(11):39-41.
[4]LIK H,Chen JS,ZHANGY M.Double-electrode GMAW process and control[J].Welding Journal,2007,86(8):231-237.
[5]LI Kehai,ZHANG Yuming.Metal transfer in double-electrode gas metal arc welding[J].Journal of Manufacturing Science and Engineering,2007,129(11):991-999.
[6]SHIYu,LIUX,ZHANGY,et al.Analysis of metal transfer and correlated in fluence sin dual-bypass GMAW of aluminum[J].Welding Journal,2008(87):229-236.
[7]黃健康,石 玗,樊 丁,等.雙旁路耦合電弧MIG焊熔滴過渡受力分析[J].機械工程學報,2012,48(8):44-48.
[8]石 玗,朱 明,樊 丁,等.雙絲旁路耦合電弧高效MIG焊方法及控制系統[J].焊接學報,2012,35(3):17-20.
[9]石 玗,黃健康,樊 丁,等.基于旁路耦合電弧的鋁鋼MIG熔釬焊研究[J].機械工程學報,2011,47(16):25-29.
[10]石 玗,黃健康,樊 丁.旁路耦合電弧焊溫度場模擬及驗證[J].物理學報,2012,61(2):1-7.
[11]朱 明,石 玗,樊 丁,等.雙絲旁路耦合電弧高效熔化極氣體保護焊過程模擬及控制[J].機械工程學報,2012,48(10):45-49.
[12]朱 明,石 玗,樊 丁,等.雙絲旁路耦合電弧高效熔化極氣體保護焊雙變量解耦控制模擬及試驗分析[J].機械工程學報,2012,48(22):46-51.
猜你喜歡
開放教育研究(2021年3期)2021-05-25 02:41:06
小學科學(學生版)(2020年12期)2021-01-08 09:28:04
裝備制造技術(2020年4期)2020-12-25 05:26:24
表面工程與再制造(2019年6期)2019-08-24 06:40:04
文苑(2018年23期)2018-12-14 01:06:06
文苑(2018年19期)2018-11-09 01:30:14
文苑(2018年17期)2018-11-09 01:29:26
文苑(2018年21期)2018-11-09 01:22:32
商周刊(2018年18期)2018-09-21 09:14:46
能源(2018年4期)2018-05-19 01:53:44
