珠光體耐熱鋼分汽缸的焊接工藝
2013-08-29 09:19:12石秋紅黃孫民
電焊機 2013年5期
石秋紅 ,黃孫民,張 琳
(1.廣西工業職業技術學院,廣西 南寧 530003;2.廣西建工集團第一安裝有限公司,廣西南寧 530003)
0 前言
廣西某建設工程中的分汽缸采用12Cr1MoVR珠光體耐熱鋼材料,筒體直徑φ600mm,長度5230mm,重約3 370 kg,工作介質為過熱蒸汽。分汽缸也叫分汽包,它是蒸汽鍋爐的主要配套設備,廣泛用于發電、石油化工、鋼鐵、水泥、建筑等行業。其作用是把鍋爐運行時所產生的蒸汽分配到各路管道中去,并起到儲蓄、分配用汽,緩沖、調整汽壓,節省能源,向用汽點供汽,汽水分離及多臺鍋爐蒸汽并用的作用[1]。它是供熱系統中不可或缺的、安全技術要求高的壓力容器,也是重要的特種建筑設備。因此,對蒸汽分汽缸的設計、制造、質量檢驗等環節必須要有足夠的安全意識,正確合理的焊接生產工藝對保證分汽缸的質量起著至關重要的作用[2]。
1 分汽缸的設備參數
分汽缸工作溫度485℃,在高溫時為具有較好的高溫強度和抗氧化能力,選擇的筒體及接管材質均為12Cr1MoVR珠光體耐熱鋼。其設備參數如表1所示。
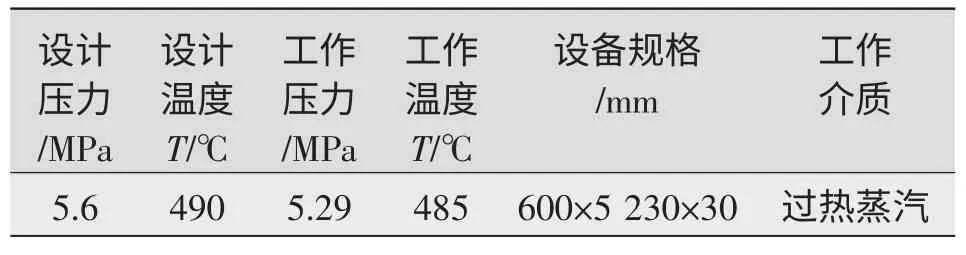
表1 分汽缸的設備參數Tab.1 Equipment parameters of gas-distributing cylinder
2 12Cr1MoVR珠光體耐熱鋼的焊接性分析
珠光體耐熱鋼是以Cr、Mo為基的合金鋼,廣泛用于制造工作溫度350℃~600℃的蒸汽動力發電設備。12Cr1MoVR珠光體耐熱鋼的化學成分和常溫力學性能如表2、表3所示。

表2 12Cr1MoVR化學成分Tab.2 Chemical Composition of 12Cr1MoVR %

表3 12Cr1MoVR常溫力學性能Tab.3 Mechanical properties at rom temperature of 12Cr1MoVR
12Cr1MoVR珠光體耐熱鋼的含碳量很低,而且嚴格控制硫、磷等雜質,總體上來說焊接性較好。
2.1 淬硬傾向
12Cr1MoVR鋼中由于Cr、Mo、V等元素使過冷奧氏體的穩定性提高,因而焊接時熱影響區有一定的淬硬傾向,淬硬傾向取決于它的含碳量、合金的成分及含量。在焊接時,如果冷卻速度較大,焊后焊縫及熱影響區易形成淬硬組織,硬度增高,從而增大焊接接頭的脆性,有較大拘束應力時會導致裂紋產生。因此應嚴格控制焊材化學成分,采取焊前預熱、焊后緩冷、減小熱影響區寬度等方法來降低焊接淬硬性[3]。
2.2 軟化區
珠光體耐熱鋼焊接接頭的組織和性能不均勻,在峰值溫度為Ac1的部位出現硬度最低的“軟化區”。鋼中合金元素越多,焊接時冷速越低,軟化區的強度損失越大。為控制軟化,應盡量縮短在Ac1溫度附近停留的時間,選用預熱溫度低,焊接線能量較小的焊接方法比較有利。
3 焊接方法和焊接材料的選用
(1)珠光體耐熱鋼的焊接可選用焊條電弧焊、CO2氣體保護焊和埋弧焊等。由于此分汽缸直徑為φ600 mm,所以選用焊條電弧焊打底,CO2氣體保護焊填充及蓋面較為合適。且用CO2氣體保護焊焊接時,焊絲中的Cr、Mo、V基本不燒損,而燒損較嚴重的Si、Mn可通過選用Si、Mn含量高于母材的焊絲來解決。
(2)焊接珠光體耐熱鋼選用焊接材料的原則是保證焊縫和母材耐熱性能[4]。為此要求焊縫的化學成分與母材基本相同。為了降低焊縫的熱裂紋敏感性,其含碳量應低于母材,但為了保證熱強性,含碳量應大于0.07%[4]。
根據上述原則,分汽缸的焊接焊材選用如下:焊條電弧焊焊條牌號R317,型號E5515,規格φ3.2mm和φ4.0mm。CO2氣體保護焊焊絲牌號為GMR-1CM,型號為ER80S-G,規格φ1.2 mm。
4 焊接工藝參數
4.1 焊前準備
在耐熱鋼焊縫金屬中,擴散氫含量增加容易產生冷裂紋。而低氫型焊條容易吸潮,因此要求焊條在焊前徹底烘干,選用E5515型焊條在350℃溫度下烘干1 h[5]。
焊前清理要求坡口表面不得有裂紋、分層、夾渣等缺陷。坡口表面兩側20~30mm范圍內不得有氧化物、油、水等有害雜質。
4.2 焊接工藝參數
分汽缸筒體厚度為30 mm,采用多層焊。定位焊縫長10 mm,間距50 mm,焊接電流比正常電流高10%~15%,焊材牌號與焊縫要求相同,焊后清渣干凈。每層(道)焊后清渣干凈再焊下一層(道),背面清根后應檢查無缺陷方可焊接。工藝參數如表4所示。
接管與筒體焊縫的焊接采用CO2氣體保護焊,焊接工藝參數與筒體的工藝參數相同。
4.3 焊后熱處理
為了消除殘余應力,改善接頭組織,提高焊接接頭的綜合力學性能,對分汽缸進行焊后整體退火處理,將分汽缸整體加熱至675℃±14℃,保溫24 h后爐內緩冷。
5 結論
通過分析分汽缸筒體材質12Cr1MoVR珠光體耐熱鋼焊接性,結合分汽缸使用要求,按照上述焊接工藝參數和工藝措施生產的分汽缸經射線無損檢測及水壓試驗,質量符合標準,現已投入運行,設備使用狀況良好。

表4 筒體對接焊縫的焊接工藝參數Tab.4 Process parameters of shell/barrel butt weld
[1]李炳強.工業鍋爐蒸汽分汽缸優化設計[J].廣東科技,2009
(4):261-262.
[2]徐 寧.鋼制蒸汽分汽缸的設計[J].工程建設與設計,2003(8):28-29.
[3]符 治.12Cr1MoVR珠光體耐熱鋼的焊接[A].陜西省焊接學術會議論文集[C].??:1994,225-228.
[4]張 莉,高啟貴.珠光體耐熱鋼的焊接[J].化工設備與管道,2007(4):59-61.
[5]康志宏.珠光體耐熱鋼的焊接工藝[J].電焊機,2001,31(11):43-45.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
