22mm厚壁HFW鋼管的生產(chǎn)
2013-09-07 07:51:36劉占增
劉占增
(1.武漢鋼鐵(集團(tuán))研究院 湖北 武漢:430080;2.武鋼集團(tuán)武漢江北鋼鐵有限公司鋼管廠 湖北 武漢:430415)
高頻直縫感應(yīng)焊(HFW)鋼管是將熱軋卷板經(jīng)過(guò)成型機(jī)成型后,利用高頻電流的集膚效應(yīng)和鄰近效應(yīng),使管坯邊緣加熱到固熔狀態(tài),在擠壓輥的作用下進(jìn)行壓力焊接來(lái)生產(chǎn)的。
隨著2250mm熱連軋生產(chǎn)線的發(fā)展和HFW鋼管生產(chǎn)所用原料的質(zhì)量提升,以及高頻焊接技術(shù)的進(jìn)步,使得生產(chǎn)大直徑、大壁厚HFW鋼管成為了可能。目前國(guó)外已經(jīng)成功實(shí)現(xiàn)了Φ609.6mm×25mm X60級(jí)高頻焊管的生產(chǎn)[1],而國(guó)內(nèi)高頻焊管厚度一般在20mm以下。武鋼針對(duì)厚壁鋼管生產(chǎn)進(jìn)行了研究,并成功實(shí)現(xiàn)了Φ660mm×22mm Q345C焊管的生產(chǎn)。
1 制造工藝
1.1 生產(chǎn)流程
HFW焊接生產(chǎn)厚壁管,主要是受成型載荷、板邊的成型性、以及焊接時(shí)焊接參數(shù)和中頻模擬正火參數(shù)的影響。武鋼HFW660焊管機(jī)組2009年建成投產(chǎn),是目前國(guó)內(nèi)口徑最大、工藝設(shè)備最先進(jìn)的高頻直縫焊管生產(chǎn)線,年生產(chǎn)能力達(dá)到35萬(wàn)噸,主要生產(chǎn)油氣輸送管線管、漿體輸送管、石油套管以及結(jié)構(gòu)用圓管、方矩形管。
HFW焊管生產(chǎn),從原料到成品需要經(jīng)過(guò)一系列的工序,并經(jīng)過(guò)層層檢驗(yàn)以確保質(zhì)量。不同技術(shù)要求的焊管選擇的工藝流程不同,此次生產(chǎn)的Q345CΦ660mm×22mm結(jié)構(gòu)管的生產(chǎn)工藝流程為:拆卷矯平→剪切對(duì)焊→活套儲(chǔ)料→帶鋼銑邊→板體探傷→排輥成型→高頻焊接→內(nèi)外毛刺去除→焊縫探傷→焊縫熱處理→定徑矯直→定尺鋸切→噴印管號(hào)→初檢→平頭倒棱→水壓試驗(yàn)→離線焊縫探傷→手探復(fù)檢→測(cè)長(zhǎng)稱重→在線噴標(biāo)→包裝入庫(kù)。
1.2 鋼管的成型
武鋼HFW660焊管機(jī)組引進(jìn)德國(guó)SMS Meer公司全球最先進(jìn)的排輥成型、高頻焊接設(shè)備和技術(shù),排輥成型被認(rèn)為是高強(qiáng)度大口徑高頻焊管生產(chǎn)效率最高的成型技術(shù)。排輥成型由許多小直徑排輥代替了輥式成型機(jī)的大直徑水平輥,改善了鋼帶邊部拉伸作用,提高了鋼帶邊部的成型質(zhì)量和焊管外觀質(zhì)量。
焊管成型過(guò)程中,成型工藝參數(shù)設(shè)計(jì)的好壞直接影響到焊管的質(zhì)量。對(duì)于大直徑、大壁厚的焊管成型,成型工藝參數(shù)尤為重要。為了保證Φ660mm×22mm焊管的成型質(zhì)量,合理設(shè)計(jì)了鋼管成型的板卷寬度、銑邊寬度,保證鋼管具有足夠的成型余量、焊接余量、擠壓量和邊部銑削量;根據(jù)成型量進(jìn)行了輥位參數(shù)設(shè)計(jì),并運(yùn)用冷彎成型COPRA軟件進(jìn)行帶鋼成型過(guò)程中的應(yīng)力應(yīng)變分析和模擬,確保帶鋼在排輥成型中實(shí)現(xiàn)平滑、穩(wěn)定的緊密銜接;依據(jù)邊部變形、拉伸量和應(yīng)變分析,對(duì)成型過(guò)程進(jìn)行準(zhǔn)確的下山量設(shè)計(jì)計(jì)算,保證每架精成型周長(zhǎng)減少量基本一致,總周長(zhǎng)減少量符合工藝要求。
1.3 鋼管的焊接
考慮到在高溫下鋼為順磁性且電導(dǎo)率顯著下降,會(huì)出現(xiàn)因焊接所需熱量分布不均勻的現(xiàn)象,所以大壁厚的鋼管焊接很難。對(duì)于大壁厚的鋼管,壁厚方向由于熱量分布不均勻,因此熱影響區(qū)呈沙漏形狀,即管壁中心受熱最低。對(duì)于大壁厚的焊管,受熱較少的壁厚中心區(qū)域的溫度決定了焊接的最高速度,因此焊接參數(shù)的選擇必須根據(jù)大壁厚鋼管的實(shí)際情況進(jìn)行設(shè)計(jì),并通過(guò)調(diào)車來(lái)最終確定,以保證焊接質(zhì)量。22mm鋼板焊接的主要參數(shù)見(jiàn)表1。

表1 22mm鋼板高頻焊接主要參數(shù)
為了保證焊接質(zhì)量,焊接參數(shù)選定后要確保參數(shù)在焊接過(guò)程中的穩(wěn)定性,因此需要使用測(cè)徑卷尺、鋼尺控制感應(yīng)圈位置、擠壓量,使用溫度監(jiān)控儀檢測(cè)焊接溫度,并通過(guò)計(jì)算機(jī)實(shí)時(shí)調(diào)整焊接功率和頻率。
1.4 中頻熱處理
高頻焊管的在線局部熱處理是通過(guò)中頻模擬正火來(lái)實(shí)現(xiàn)的,其目的是消除在焊接過(guò)程中因焊縫急速冷卻而產(chǎn)生的內(nèi)應(yīng)力和軋制硬化,提高焊縫區(qū)塑性,改善或消除在焊接中成分和組織的不均。武鋼HFW660機(jī)組的焊縫中頻熱處理設(shè)備,采用4臺(tái)總功率為3200kW的中頻感應(yīng)加熱裝置對(duì)焊接后鋼管的焊縫區(qū)域進(jìn)行模擬正火(N)熱處理,以改善焊縫區(qū)域組織,增加焊縫的韌性。
一般來(lái)說(shuō),正火最終熱處理溫度為Ac3+(30~50)℃。但是在大壁厚HFW焊管的生產(chǎn)中,由于中頻加熱過(guò)程中,當(dāng)加熱溫度達(dá)到居里點(diǎn)(720℃)以上時(shí),傳熱主要靠熱傳導(dǎo)進(jìn)行,因此表現(xiàn)為焊管沿壁厚方向外表面溫度高、內(nèi)表面溫度低。因此為了盡量使大壁厚焊管焊縫橫截面全壁厚奧氏體化,有必要將溫度設(shè)定的再高一些,并保證足夠的加熱時(shí)間。由于感應(yīng)加熱的特性,隨著熱量在感應(yīng)的作用下流向橫截面的內(nèi)表面,渦流產(chǎn)生的熱量在外表面要更強(qiáng)一些,因此可能會(huì)導(dǎo)致外表面容易發(fā)生晶粒粗化。
武鋼在生產(chǎn)大壁厚焊管時(shí),結(jié)合大壁厚焊管的生產(chǎn)工藝特點(diǎn)以及中頻加熱設(shè)備的工作機(jī)理,優(yōu)化焊縫的正火加熱工藝曲線,使四臺(tái)中頻加熱設(shè)備的功率分配完全達(dá)到焊縫正火熱處理要求。22mm大壁厚焊管的熱處理參數(shù)見(jiàn)表2。

表2 22mm大壁厚焊管熱處理參數(shù)
2 大壁厚焊管理化性能分析
2.1 化學(xué)成分分析
按爐卷號(hào)進(jìn)行了化學(xué)成分分析,共取6組試樣,鋼管化學(xué)成分分析統(tǒng)計(jì)數(shù)據(jù)見(jiàn)表3。

表3 Q345C大壁厚鋼管化學(xué)成分分析數(shù)據(jù)
2.2 拉伸試驗(yàn)
依據(jù)GB/T228-2002為試驗(yàn)標(biāo)準(zhǔn),對(duì)22mm大壁厚焊管管體橫向屈服強(qiáng)度、管體橫向抗拉強(qiáng)度、管體橫向屈強(qiáng)比和焊縫橫向抗拉強(qiáng)度進(jìn)行了試驗(yàn)。按爐卷號(hào)進(jìn)行了取樣試驗(yàn),共進(jìn)行了6組試驗(yàn),試驗(yàn)結(jié)果見(jiàn)表4。從表4可以看出,焊縫區(qū)域的抗拉強(qiáng)度和管體比較接近。
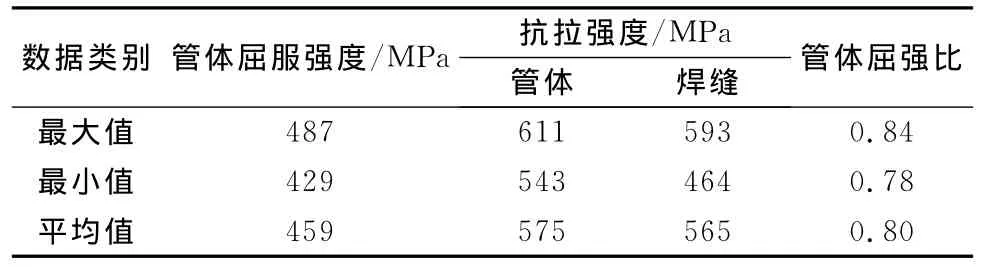
表4 22mm大壁厚焊管橫向拉伸試驗(yàn)數(shù)據(jù)
2.3 夏比沖擊試驗(yàn)
采用 GB/T 229-1994作為試驗(yàn)標(biāo)準(zhǔn),對(duì)22mm大壁厚焊管的管體、焊縫沖擊功進(jìn)行了試驗(yàn)。按爐卷號(hào)進(jìn)行了取樣,共進(jìn)行了6組試驗(yàn),試驗(yàn)結(jié)果表明焊管管體、焊縫沖擊功滿足了標(biāo)準(zhǔn)要求,試驗(yàn)結(jié)果見(jiàn)表5。從表5可以看出,22mm大壁厚高頻焊管經(jīng)模擬正火處理后焊縫沖擊功不低于管體沖擊功,保證了焊縫區(qū)域的性能。

表5 22mm大壁厚焊管夏比沖擊試驗(yàn)數(shù)據(jù)
2.4 金相試驗(yàn)
金相試驗(yàn)采用標(biāo)準(zhǔn)GB/T 13298-1991,晶粒度評(píng)定采用標(biāo)準(zhǔn)ASTM E112-1996,按標(biāo)準(zhǔn)要求分別對(duì)管體與焊縫、熱影響區(qū)進(jìn)行了金相檢驗(yàn)和晶粒度等級(jí)評(píng)定。試驗(yàn)取樣按每一爐卷號(hào)取一組試樣,共進(jìn)行了6組試驗(yàn),取樣部位為焊管模擬正火后的焊縫區(qū)域及遠(yuǎn)離焊縫區(qū)域的管體。
500倍的金相分析表明,熔合區(qū)(圖1)、熱影響區(qū)(圖2)和遠(yuǎn)離焊縫的管體(圖3)顯微組織均為鐵素體+珠光體。熔合區(qū)晶粒度約為9.0級(jí),靠近焊管外表面約為8.5級(jí),有個(gè)別大晶粒;熱影響區(qū)外表面晶粒度約為9.0級(jí);焊管內(nèi)表面以及管體晶粒度約為9.0-9.5級(jí)。總體來(lái)說(shuō),22mm大壁厚焊管正火感應(yīng)區(qū)比較均勻,整體表現(xiàn)為等軸鐵素體+珠光體組織。由于為了保證全壁厚進(jìn)行模擬正火熱處理,所以中頻加熱溫度稍高,表現(xiàn)為外表面正火溫度偏高、晶粒度比較粗大。

圖1 22mm厚壁管焊接熔合區(qū)金相照片

圖2 22mm厚壁管焊接熱影響區(qū)金相照片

圖3 22mm厚壁管管體金相照片
3 結(jié)束語(yǔ)
大壁厚高頻焊管的生產(chǎn),不僅對(duì)成型、焊接提出了要求,尤其是必須使焊縫區(qū)域進(jìn)行“深度正火”才能保證焊管的力學(xué)性能和質(zhì)量。武鋼大壁厚高頻焊管的生產(chǎn)實(shí)踐表明,生產(chǎn)的Q345C660mm×22mm高頻焊管其焊縫組織均勻,使母材、焊縫和熱影響區(qū)具有相似一致的力學(xué)性能。隨著武鋼江北公司鋼管廠660mm×22mm高頻焊管的成功生產(chǎn),使我國(guó)工業(yè)化高頻焊管焊接的最大壁厚達(dá)到了22mm。
[1]Athanasios S.Tazedakis,Nikolaos G.Voudouris,Mike Musslewhite.鋼管生產(chǎn)商的挑戰(zhàn)——利用高頻感應(yīng)焊(HFI)技術(shù)生產(chǎn)25mm大壁厚管線管[G]∥馬壓靜譯.2010國(guó)際管線會(huì)議譯文選編,2011:189-197.
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國(guó)化肥信息(2020年7期)2020-03-19 01:54:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
中國(guó)軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
汽車零部件(2014年11期)2014-09-18 11:57:16
 武漢工程職業(yè)技術(shù)學(xué)院學(xué)報(bào)2013年3期
武漢工程職業(yè)技術(shù)學(xué)院學(xué)報(bào)2013年3期
- 武漢工程職業(yè)技術(shù)學(xué)院學(xué)報(bào)的其它文章
- 湖北省數(shù)字印刷技術(shù)企業(yè)人才需求及培訓(xùn)狀況分析
- 優(yōu)化專業(yè)結(jié)構(gòu) 提升專業(yè)服務(wù)產(chǎn)業(yè)能力——對(duì)武漢市屬高職高專院校專業(yè)結(jié)構(gòu)調(diào)整的幾點(diǎn)建議
- 高碳鋼線材殘余應(yīng)力的危害及預(yù)防
- 實(shí)用彩燈控制系統(tǒng)設(shè)計(jì)
- 高爐爐體施工平臺(tái)的設(shè)計(jì)與實(shí)施
- 企業(yè)的知識(shí)管理及其實(shí)現(xiàn)途徑