高鉻復合鑄鐵軋輥斷輥失效分析
2013-09-07 07:51:40付志云何國賽汪素娟
武漢工程職業技術學院學報 2013年3期
付志云 何國賽 陳 良 汪素娟
(1.武鋼股份公司設備管理部 湖北 武漢:430083;2.武鋼股份公司條材總廠CSP分廠 湖北 武漢:430083)
1 事故起因
某機組在正常生產中,第四架下輥發生了一起斷輥事故。失效軋輥屬于改進型高鉻復合鑄鐵軋輥。軋輥工作層為高鉻鑄鐵材質,芯部為無限冷硬球墨鑄鐵。軋輥工作層使用范圍為:Φ660~750mm,事故直徑為Φ689mm。
事故造成了該生產線的鋼水斷澆,對生產造成了嚴重影響。
2 現場調查
2.1 事故軋輥斷口與殘塊
失效軋輥在斷輥事故中存在兩處斷口(I和II),將軋輥斷裂成A、B、C三部分(如圖1所示)。
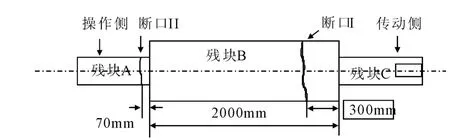
圖1 失效斷輥示意圖
其中:斷口I位于軋輥輥身處,距輥身靠近傳動側端約300~310mm;
斷口II位于軋輥操作側輥頸部位。
三部分殘塊分別是:
殘塊A——軋輥操作側輥頸部分;
殘塊B——軋輥輥身大部至操作側輥頸殘余;
殘塊C——軋輥輥身殘余與傳動側輥頸全部。
2.2 斷口I觀察
在圖2中,可以觀察到殘塊B的輥身斷口I斷面狀況。
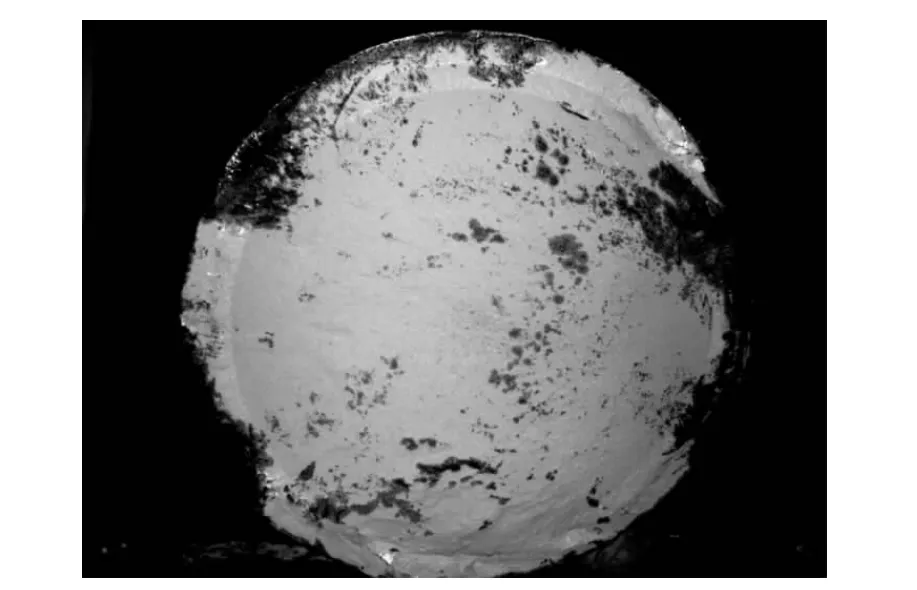
圖2 殘塊B輥身斷口圖
輥身斷口I垂直于軋輥軸向。斷口邊緣存在多處鋸齒狀碎片。斷口斷面呈圓弧狀,中心突起部分朝向軋輥傳動側。弧型邊緣存在擴展條紋,表明有周向剪切應力作用,扭斷特征明顯。
斷面表明,軋輥工作層厚度基本均勻,過渡層結合狀況良好。工作層、過渡層及芯部組織外觀良好。
斷口外緣輥面存在一處軸向撕開痕。
2.3 斷口II觀察
圖3為殘塊B上操作側輥頸斷面的外貌。斷面與軋輥軸向垂直,斷面在斷裂前未發生塑性變形,斷裂后其斷口齊平,整個斷面呈現出發亮的晶粒組織,脆性斷裂特征十分明顯。
斷口位于操作側輥頸處,斷口外緣周向存在U型凹槽,為軋輥軸承油槽部位,此處為軋輥輥頸最小截面部位。垂直于U型槽有一條進油孔,進油孔恰好與輥頸斷口在同一斷面。

圖3 殘塊B輥勁斷口圖
2.4 金相組織
在現場調查中,分別對軋輥輥身和軋輥輥頸部位的金相組織檢測(見圖4、圖5)。
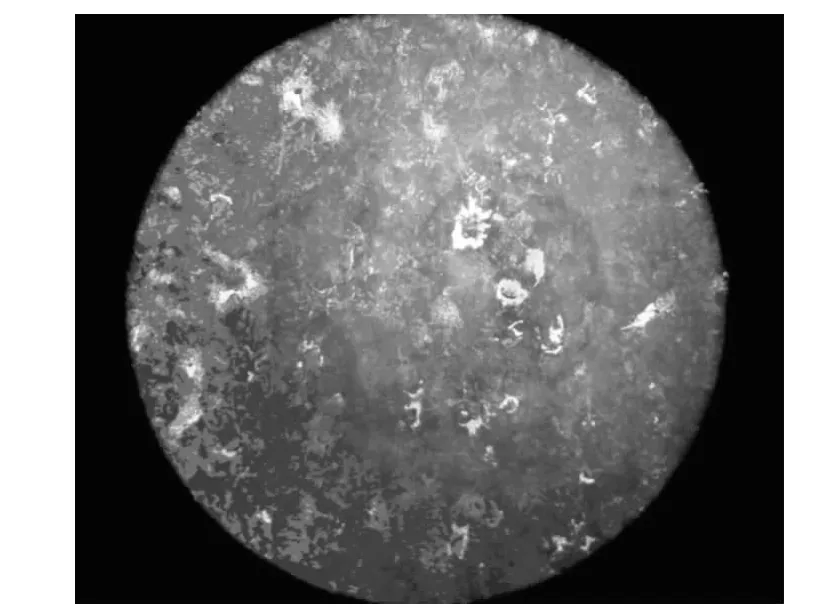
圖4 輥頸金相組織(100×)

圖5 輥身金相組織(100×)
圖4展示的取樣部位為軋輥輥頸外表面區域。輥頸部位材質與軋輥芯部材質相同,為無限冷硬球墨鑄鐵材質。
檢測發現,基體組織為珠光體+少量牛眼鐵素體+少量碳化物,石墨表現為球團狀,分布較均勻,芯部組織球化及碳化物級別符合標準要求。
圖6的檢測部位為軋輥工作層區域。該部位材質為高鉻鑄鐵材質。
輥身金相為:回火馬氏體+回火屈氏體+30%左右碳化物+少量殘奧。
根據軋輥的出廠檢測報告,失效軋輥輥身殘奧小于1%,殘余應力-320±62MPa。
2.5 其它檢測
軋輥硬度檢測:
輥身硬度要求為:73-78HSD,實際為73-75HSD;輥頸要求為:35~45HSD,實際為40-43HSD。
輥頸抗拉強度(MPa):σb≥400MPa
其它相關檢測基本上滿足技術條件要求。
3 原因分析
首先查看了現場影象資料。資料表明操作側輥頸斷口首先出現:軋輥的操作側首先出現異常,帶鋼在軋機操作側出現異常波形,并由小到大。與此同時,傳動側保持平直狀態。帶鋼擺幅越來越大直至帶鋼斷帶發生。
隨后,檢查了軋機記錄圖表見圖6。記錄圖表在另一個角度驗證了上述結論:
記錄圖表(見圖6)由兩個部分組分,上圖記錄了作用在工作輥輥頸部位的軋機彎輥力;下圖為作用在軋機支承輥輥頸上軋制力。由上圖彎輥力可見,操作側首先失去彎輥力,傳動側彎輥力由于承載著負荷,次于前者下降。
由此確定,首先發生斷裂的是操作側端輥頸部位。
輥頸部位的斷裂主要由三種因素構成:
(1)輥頸截面積最小,屬薄弱部位。由于在輥頸該部位加工出了軸承油槽,使得此處截面積最小。
(2)該部位加工出的加油孔,承受了較大剪切應力。軋輥在轉動中承受著較大的扭矩力。對于完整截面上,扭矩力以周向剪切應力的方式作用在整個周向斷面上。進油孔的存在,使得進油孔周向孔壁承受了剪切應力的集中作用。
(3)輥頸部位采用的材質是球墨鑄鐵材質,其斷裂韌性在較大程度上決定于材料本身及球化熱處理過程。
由于上述因素的共同作用,導致軋輥在該部位發生脆性斷裂(見圖7)。

圖6 軋機運行圖表
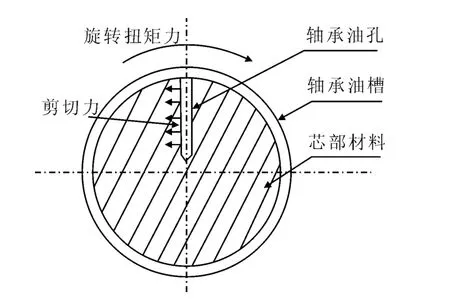
圖7 斷口II受力示意圖
輥身斷裂屬于次生斷裂。在軋輥輥頸發生斷裂事故之后,軋輥在操作側失去約束及控制,導致輥身斷裂。軋輥圓弧狀斷口,放射狀裂紋擴展痕及外緣邊部撕裂痕進一步予以了確認。
4 結論
高鉻復合軋輥的斷裂首先在輥頸部位產生,表現為脆性斷裂;輥身斷裂是在輥頸斷裂后發生的次生斷裂。輥頸斷裂與輥頸截面積小,輥頸材料及軸承進油孔有關。
改進措施:
(1)改進軋輥軸承進油孔設計,減少輥頸薄弱部位所承受的剪應力影響;
(2)在進油孔加工中提高操作水平,避免裂紋源的產生;
(3)提高軋輥芯部的球化處理工藝,可有效防止此類軋輥事故的發生。
[1]付志云,陳光明,張 倩.510#冷軋中間輥失效成因研究[J].武漢科技大學學報,2011,(12):40-43.
[2]付志云,薛鐵,舒 展.5013#冷軋失效工作輥殘塊解剖及次表面層研究[J].武漢科技大學學報,2011,(12):20-24.
[3]付志云.支承輥邊部缺陷及控制技術[J].大型鑄鍛件,2011,(2):12-14.
