深孔金剛石地質鉆頭設計制造技術綜述①
2013-09-10 03:09:46謝志剛王智慧羅文來
超硬材料工程 2013年5期
關鍵詞:工藝
謝志剛,王智慧,羅文來
(1.中國有色桂林礦產地質研究院,桂林 541004;2.桂林特邦新材料有限公司,廣西 桂林541004)
1 前言
隨著我國經濟多年的快速增長,各種金屬和能源的消耗也急劇加快,現有探明的金屬和能源的儲量明顯不足,成為了國民經濟持續快速發展的制約因素之一,國家一直十分重視礦產資源地質勘探工作,由于受地質找礦、勘探等技術限制,以往的地質找礦主要在淺部,隨著淺部礦產資源的日益枯竭及地質找礦理論的成熟以及勘探等技術的進步,逐漸將地質找礦轉向中深部,鉆孔深度也在800m以上。作為深部勘探的重要組成部分——金剛石鉆頭的需求量因此有很大增長,而對其性能和質量的要求則更高,更需要研制出超乎常規的長壽命地質巖芯鉆頭。這預示著沉寂多年的巖芯地質鉆頭又將掀起一股大發展的浪潮。
2 深孔金剛石地質鉆頭特點分析
與淺部勘探用金剛石地質鉆頭相比,深孔金剛石地質鉆頭(以下簡稱:深孔鉆頭)具有如下特點:
2.1 高強度要求
因鉆孔深,打一口鉆的費用相當高,且孔底復雜,這就要求深孔鉆頭聯接螺紋精度高并有高的強度,深孔鉆頭胎體與鉆頭鋼體之間具有高的粘接強度,深孔鉆頭胎體具有較好的韌性,確保在鉆進過程中,不掉鉆頭、不掉齒及不掉塊。
2.2 廣普性要求
由于鉆孔深,各種地質情況均可能出現,且礦床一般存在于復雜地層中,因此深孔鉆頭必須適應性強,在各種地層中均能正常鉆進。
2.3 長壽命要求及合適的鋒利性要求
深孔鉆進時,更換一次鉆頭需要花費很長的時間,且發生孔底事故的風險增加,因此,必須在保持深孔鉆頭合適的鋒利性的基礎上延長鉆頭壽命以減少更換鉆頭次數;此外延長深孔鉆頭壽命后遇到的巖層變化更多,鉆頭胎體的適應性也要求更寬。
2.4 良好的保徑要求
深孔鉆進時,因鉆頭壽命長、孔底復雜,一旦深孔鉆頭保徑不好,就會導致縮孔,嚴重時可能出現深孔鉆頭掉齒,因此對深孔鉆頭保徑提出了更高的要求。
2.5 水路設計
為保證深孔鉆頭能正常工作,具有合適的鋒利度及長的壽命,不出現燒鉆、糊鉆現象,深孔鉆頭水路設計也是十分重要的。
3 提高深孔鉆頭設計性能的一些措施
深孔鉆頭要求比淺孔鉆頭具有更高的性能,主要表現為在合適的鉆進效率條件下具有長的使用壽命。下面從幾個方面闡述提高深孔鉆頭設計性能的措施。
3.1 加高深孔鉆頭胎體高度結構設計
在保持深孔鉆頭合適的鉆進效率條件下提高其使用壽命的最有效措施是加高深孔鉆頭胎體高度,然而隨著深孔鉆頭胎體高度的增加,其胎體強度會下降,如何提高深孔鉆頭超高金剛石工作層的強度就成為深孔鉆頭的關鍵技術之一。設計深孔鉆頭胎體高度由常規的7~10毫米增加到14~20毫米,圖1為阿特拉斯-科普柯公司的加高鉆頭,通過減少鉆頭齒數提高鉆齒強度,為了排粉方便,增加內外副水口。
圖2為長年公司加高深孔鉆頭,通過減少鉆頭齒數提高鉆齒強度,為了排粉方便,采用窗戶式多水口形式。
圖3為桂林特邦新材料有限公司(以下簡稱桂林特邦)加高深孔鉆頭,采用公司專利在齒內植入加強材料達到提高鉆齒強度的目的。

圖1 阿特拉斯-科普柯公司加高鉆頭Fig.1 The heightening drill bits made by Atlas Copco Group

圖2 長年公司加高鉆頭Fig.2 The heightening drill bit made by the Longyear Co.
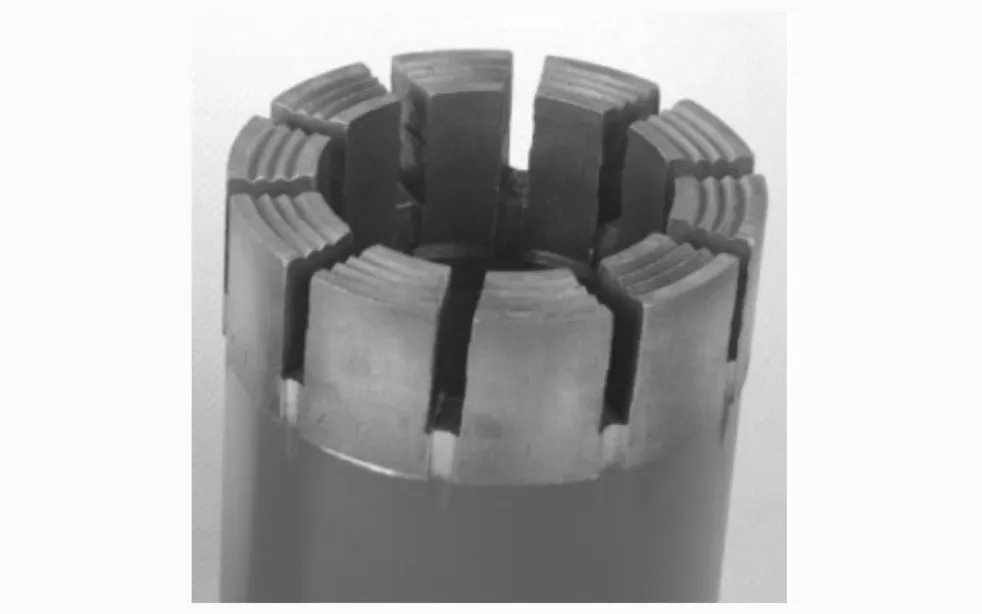
圖3 桂林特邦加高鉆頭Fig.3 The heightening drill bit made by the Guilin Tebon Superhard Material Co.
3.2 水路設計
長壽命深孔鉆頭水路設計是實現鉆頭長壽命的關鍵環節,水路設計既要考慮冷卻鉆頭,預防燒鉆、糊鉆等孔底事故的發生;又要考慮巖粉及時排除,預防孔底巖粉重復破碎引起鉆頭壽命變短;更要考慮鉆齒強度,預防鉆齒斷裂等孔底事故的發生。高胎體深孔鉆頭的水路設計主要有三種形式,一是單水口的高胎體(類似圖3),這種結構優點是制造簡單,冷卻鉆頭及排粉效果好,缺點是鉆齒強度偏低,需要有提高強度的附加措施;二是雙水口高胎體(類似圖2),這種結構優點是鉆齒強度適中,缺點是制造相對復雜;三是帶內外輔助水口的高胎體(類似圖1),這種結構優點是強度相對較高,制造相對雙水口高胎體的簡單,缺點是冷卻鉆頭及排粉效果較差。
3.3 保徑材料
深孔鉆頭的保徑好壞對深孔鉆頭壽命影響極大,深孔鉆頭在使用過程中由于排粉不暢造成深孔鉆頭內徑和外徑磨損過快而使深孔鉆頭報廢的情況是經常發生的,因深孔鉆頭內徑磨損變大而引起巖心變粗,使取芯工具無法卡取巖心會造成無效進尺;深孔鉆頭外徑磨損變小會使鉆孔孔徑變小,導致新深孔鉆頭無法下到孔底,造成重復鉆進,嚴重的會造成卡鉆事故。出現這種情況,是由于鉆頭的保徑材料質量差及保證方法單一。保徑材料不僅需要選擇強度高及耐磨性好的長方柱狀金剛石聚晶,還需在深孔鉆頭胎體內側及外側植入粗顆粒金剛石,增加其抗磨性。
3.4 胎體材料的選擇
優化深孔鉆頭胎體粉料是提高深孔鉆頭壽命的關鍵技術之一,主要考慮下列因素:
(1)具有較好的強度及韌性,其抗彎強度要求在900Mpa以上,以確保鉆齒在工作過程中不蹦齒、斷齒;
(2)具有較高的硬度及耐磨性;
(3)粉料對金剛石包鑲能力好;
(4)粉料的燒結溫度低,避免金剛石的熱損傷,提高金剛石的利用率 ;
(5)粉料與深孔鉆頭鋼體具有很好的粘結強度,以確保鉆齒在工作過程中不掉齒。
預合金粉末、超細合金粉末及稀土鑭La、鈰Ce在胎體粉料中的應用,可改善其對金剛石的潤濕性,實現對金剛石良好的把持力,同時具有降低燒結溫度,避免金剛石的熱損傷,對提高胎體材料的綜合性能具有積極的作用。
3.5 金剛石的選用
金剛石的濃度和粒度的高低與粗細直接關系鉆頭在鉆進過程中時效的快慢和壽命的長短。通常認為破碎強研磨性地層可采用較高濃度的金剛石鉆頭,粒度以50/60~100/120細粒度金剛石為主。而對于弱研磨性堅硬的“打滑”地層可采用較低的濃度,粒度以30/40~60/70中等粒度金剛石為主。對于深孔鉆頭,破碎強研磨性地層、“打滑”地層等各種交叉出現地層,金剛石以高品級20/30~60/70粗中等粒度金剛石為主,配3%~10%與主粒度相差2~3級金剛石輔磨料,金剛石表層經真空鍍覆處理,使得金剛石顆粒與粉料的結合更強,金剛石出刃的高度增高,耐磨性提高,從而使鉆頭在正常地層下工作時延長壽命,在復雜地層下工作時,適應性增強,能保持合適的鉆進效率。
3.6 鋼體設計
深孔鉆頭多采用繩索取芯工藝,工作層壁厚,為保持最優鉆壓,鉆進過程中深孔鉆頭螺紋承受著較大壓力,而且由于深孔鉆頭在孔內工作時間較長,導致鋼體磨損嚴重,這對鋼體材質的選擇和加工提出了更高的要求。鋼體材料一般采用45#鋼材或更高強度的材料,深孔鉆頭螺紋和端部的密封角的精度比普通鉆頭要求更高,為提高鋼體表面耐磨性,可在深孔鉆頭鋼體外表噴焊硬質合金粉末。
4 提高深孔金剛石地質鉆頭性能的一些工藝措施
根據深孔鉆頭特點及使用要求,為了保證深孔鉆頭在合適的鉆進效率條件下具有長的使用壽命及產品質量穩定性,合理的工藝流程及制作工藝是十分重要的。
4.1 冷壓-燒結工藝
將深孔鉆頭胎體粉料先冷壓成型,再裝入模內與鉆頭鋼體一起燒結成深孔鉆頭,此工藝稱冷壓-燒結工藝。由于深孔鉆頭胎體高達20毫米,若直接裝粉將帶來下列問題:
(1)若深孔鉆頭胎高由10毫米提高到20毫米,則石墨陰模裝粉空間高度也將提高1倍,這就要求陰模選用更高強度的石墨,否則在燒結過程中陰模易裂;此外,直接裝粉將大幅增加石墨模具費用。
(2)地質鉆頭屬于單向燒結,由于受粉料內部磨擦及粉料與陰模、模芯之間磨擦的影響,鉆頭底部的燒結壓力與鉆頭靠近鋼體的壓力有一較大差值,此外鋼體在高溫下,強度變得很低,由于壓力梯度的存在,對直接裝粉的鉆頭,會使深孔鉆頭底部因燒結壓力不足而導致胎體疏松,鉆頭沿胎高方向性能具有很大的差異。
(3)對多層胎體結構及形狀復雜的深孔鉆頭,如圖1、2所示水口鉆頭,采用冷壓-燒結工藝,才能更好地達到設計結構及性能要求,采用其他制作工藝則胎體密度、強度的均勻性難以保證。
4.2 激光焊接工藝
先將鉆齒單獨燒結成型,再用激光將鉆齒與鉆頭鋼體焊成一體形成鉆頭,此工藝稱激光焊接制作鉆頭工藝。采用激光焊接工藝制作地質鉆頭具有下列優點:
(1)激光焊接的優勢是使得焊接層的局部達到“深熔焊接”狀態,令焊縫狹窄平滑牢固,熱影響區小,其鉆齒與鋼體連接強度遠遠高于高頻焊接的強度。也高于熱壓燒結法生產的鉆頭的連接強度。
(2)采用熱壓燒結法,必須使用結構復雜的組合燒結石墨模,且能耗高,從而導致其造價高。
(3)采用激光焊接工藝制造鉆頭,實現自動化生產的可行性遠大于采用熱壓燒結法工藝制造鉆頭,生產效率高。
(4)單獨燒結鉆齒,可采用相對高的燒結壓力及相對低的燒結溫度工藝,減少了金剛石的熱損傷,且易于保證鉆齒各部位性能的均勻性,且因單獨燒結鉆頭齒制作過程簡單,鉆齒穩定性易于保證。
(5)單獨燒結鉆齒胎體配方從液相到固相均適應,而熱壓燒結法鉆頭胎體配方只能是液相,因而激光焊接鉆頭胎體配方可選空間大,容易實現在保持合適的鉆進效率條件下提高使用壽命的目標。
(6)激光焊接工藝目前的不足是,激光焊接鉆頭的壁厚不能太大,一般不能超過5毫米,且對焊接層粉有十分嚴格的要求,這也是目前激光焊接工藝在地質鉆頭生產中不能推廣的主要原因。
5 結論
(1)對深孔鉆頭的基本要求主要包括:強度要求、廣普性要求、長壽命要求、合適的鋒利性要求及鉆頭保徑要求;
(2)提高深孔鉆頭設計性能的一些措施主要包括:加高深孔鉆頭胎體高度結構設計、水路設計、保徑材料設計、胎體材料設計、金剛石的選用及鋼體設計;
(3)提高深孔鉆頭性能的一些工藝措施主要包括:冷壓-燒結工藝、激光焊接工藝。
[1]侯家祥,程文耿.金剛石地質鉆頭制造工藝新技術的應用與發展[J].超硬材料工程,2012,24(3):5-9.
[2]肖麗輝,李國民,等.高胎體金剛石鉆頭設計制造中的幾個關鍵技術[J].探礦工程(巖土鉆掘工程),2012,39(6):77-79.
[3]楊凱華,王達,等.科學深鉆金剛石鉆頭的結構與性能分析[J].探礦工程(巖土鉆掘工程),2005年增刊:30-33.
[4]趙爾信,蔡家品,等.淺談國內外金剛石鉆頭的發展趨勢——高效、低耗[J].探礦工程(巖土鉆掘工程),2010,37(10):70-73.
[5]溫姝靜,李東,等.提高深孔鉆進繩索取芯金剛石鉆頭壽命的措施[J].西部探礦工程,2012,(7):49-50.
[6]歐陽志勇,等.深孔鉆探金剛石鉆頭技術研究[J].探礦工程(巖土鉆掘工程),2010,37(12):71-73.
[7]鄭超.進一步提升金剛石鉆頭設計制造水平的思考[J].超硬材料工程,2010,22(2):40-44.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
