炭纖維含量對新型陶瓷摩擦材料性能的影響
2013-09-14 00:44:44施儉亮付業偉李賀軍朱文婷
材料工程 2013年2期
施儉亮,付業偉,李賀軍,費 杰,朱文婷,張 翔
(西北工業大學 凝固技術國家重點實驗室,西安 710072)
隨著車輛向環保、高速以及重載方向發展,人們對汽車制動材料的性能提出了更高的要求,特別是在高溫制動時,材料的穩定性及安全性至關重要[1,2]。因此,開發和研制一種高性能汽車制動材料是當今摩擦材料行業的當務之急。
摩擦材料在使用過程中隨著時間的延長,特別是頻繁剎車的情況下,制動襯片的表面溫度急劇上升可達800℃以上。傳統有機摩擦材料耐熱性能較差,當溫度高于350℃時樹脂炭化產生熱衰退現象,導致剎車性能降低,這是造成事故的主要原因[3,4]。陶瓷基摩擦材料具有密度適中、耐腐蝕、使用壽命長、制動舒適,環保等一系列優點,但是一般陶瓷材料制備工藝復雜,成本高,所以低成本新型陶瓷剎車片的發展將具有非常重要的社會意義、經濟意義和良好的發展前景[5-7]。基于此,本工作提出一種采用無樹脂的無機黏結劑,以纖維作為增強體,利用模壓工藝制備出的新型陶瓷摩擦材料。無機黏結劑是一種以硅酸鹽為主要成分的黏結用材料,通過改性的硅酸鹽類無機黏結劑使用溫度可以達到750℃。以硅酸鹽類無機黏結劑替代傳統有機合成摩擦材料中樹脂基體制備出新型陶瓷摩擦材料,能夠克服耐熱性差的缺點,使摩擦材料的耐熱性大幅度提升。新型陶瓷摩擦材料的制備采用模壓工藝,較低處理溫度,與傳統陶瓷材料相比,具有工藝簡單、成本低的優點。
本工作采用炭纖維作為增強纖維,通過改變其含量制備了五種炭纖維增強新型陶瓷摩擦材料。研究了炭纖維含量對新型陶瓷摩擦材料的物理性能、力學性能、摩擦磨損性能的影響,以期為新型陶瓷摩擦材料的設計提供實驗支持。
1 實驗
1.1 主要原料及試樣制備
無機黏結劑,粒度150~200目,其化學成分為聚合鋁硅酸鹽,固化溫度100~250℃,固化后材料以(-Si-O-Al-O-)n為骨架形成連續三維網絡結構,陜西西安德謙科技有限公司;短切炭纖維,直徑為10~25μm,長度為3~10mm,宜興市天鳥高新技術有限公司;Kevlar纖維,長度2mm左右,美國杜邦公司;WG-80石墨粉,工業級,粒度150~200目,市購;三氧化二鋁、硫酸鋇、硅藻土、螢石粉、螢石粉、碳酸鈣均為工業級,粒度150~200目,市購。
采用模壓成型工藝制備新型陶瓷摩擦材料,將原材料經充分混合后,利用平板硫化機熱壓成型,壓力為50MPa,熱壓溫度為150℃,保壓時間為2min/mm。然后在50~180℃溫度范圍內進行熱處理,得到實驗用摩擦材料試樣,依次標記為試樣1,2,3,4,5。實驗所用摩擦材料試樣的配比組成如表1所示。
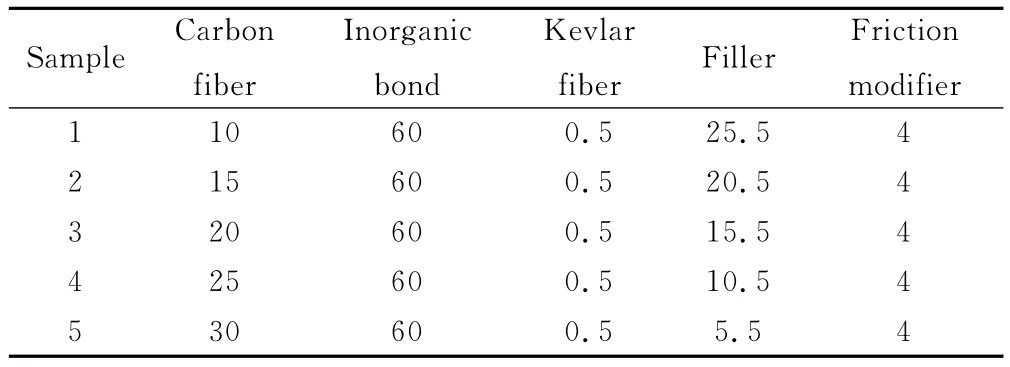
表1 試樣的配比組成(質量分數/%)Table 1 Relative content of raw materials in the designed samples(mass fraction/%)
1.2 實驗方法
參照“QC/T473—1999”,“GB/T1041—2008”,采用CMT5304—30KN型萬能試驗機測試試樣的抗剪切強度和抗壓強度;參照“GB/T5763—2008”,采用QDM150型定速摩擦磨損性能試驗機測試試樣摩擦磨損性能;采用MM1000型慣性摩擦磨損性能試驗機測試摩擦制動穩定性,主要測試條件為:主軸轉速2000r/min,制動壓力1.0MPa,主軸慣量0.20kg·m2,對偶材質為45#鋼,表面粗糙度為0.8μm (Ra);采用JSM-6360LV型掃描電鏡觀察試樣磨損后的表面形貌;采用TGA/SDTA851e型熱分析儀測試耐熱性能,測試條件為:氣氛為空氣,升溫速率10℃/min。
2 結果與討論
2.1 炭纖維含量對抗壓強度和抗剪切強度的影響
圖1為炭纖維含量與抗壓強度和抗剪切強度之間的關系曲線。從圖1可以看出,隨著炭纖維含量的增加,試樣的抗壓強度和抗剪切強度均先增大后減小。當炭纖維含量為20%(質量分數,下同)時,試樣的抗壓強度和抗剪切強度均達到最大值。
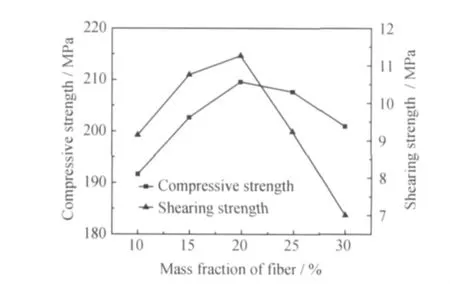
圖1 炭纖維含量對抗壓強度和抗剪切強度的影響Fig.1 Effects of fiber content on compressive strength and shearing strength
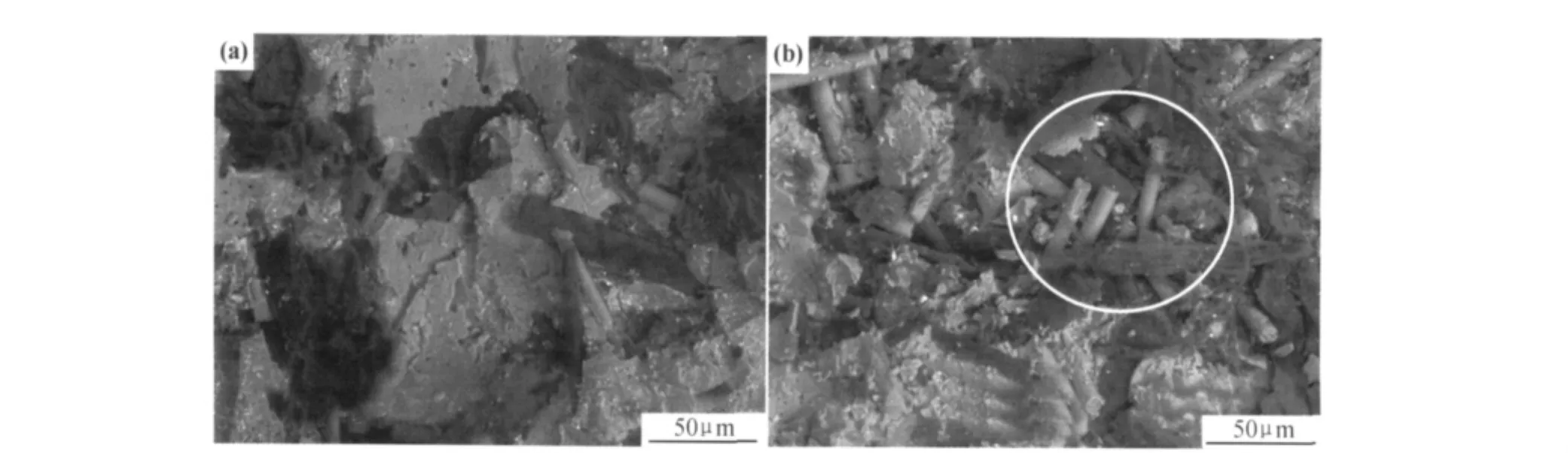
圖2 不同試樣剪切面微觀形貌照片 (a)試樣1;(b)試樣5Fig.2 SEM micrographs of shearing surface of different samples (a)sample 1;(b)sample 5
圖2為試樣1,5的剪切面微觀形貌圖。從圖2可以看出,當炭纖維含量較低為10%時(見圖2(a)),基體將炭纖維緊密包裹,兩者之間緊密結合,炭纖維的增強作用得到充分的發揮,使材料的抗壓強度和抗剪切強度得到提高,隨著炭纖維含量增加,這種增強作用表現得越明顯,材料的抗壓強度和抗剪切強度越高;當炭纖維含量增加到某個臨界值時(20%),炭纖維的增強作用達到最大值,繼續增加炭纖維含量到30%(見圖2(b)),會造成黏結劑的含量不能使各組元之間緊密結合,并且有纖維團聚現象發生(圖2(b)白色圈定區域),兩者都會造成纖維與基體的界面結合力減弱,不能達到預期的增強效果,在外力的作用下炭纖維與基體結合較弱的界面反而為裂紋的生成和擴展創造了條件,導致材料的抗壓強度和抗剪切強度降低[8,9]。
2.2 定速實驗條件下炭纖維含量對摩擦磨損性能的影響
2.2.1 炭纖維含量對摩擦因數的影響
圖3為炭纖維含量與摩擦因數之間的關系曲線。從圖中可以看出:在升溫過程中,各個試樣的摩擦因數均比較平穩,沒有出現熱衰退;各個試樣的摩擦因數變化趨勢一致,在不同溫度下,隨著炭纖維含量的增加,摩擦因數都降低。這是因為本實驗所采用的無機黏結劑固化成型后耐熱性好,使用溫度可以達到750℃以上,高溫下不會形成影響摩擦因數衰退的焦油狀物質,從而保證了摩擦因數的熱穩定性[3,10]。同時,因為模壓成型時的壓力施加方向與摩擦面垂直,成型壓力作用下大部分炭纖維的分布方向與摩擦面平行或呈現小角度,在摩擦過程中不斷有平行于摩擦表面的炭纖維與對偶盤接觸,炭纖維的自潤滑性和減磨性能發揮重要的作用;且隨著炭纖維含量的增加,與對偶件接觸的炭纖維增多,其潤滑作用增強[11],摩擦因數減小,所以摩擦因數隨炭纖維含量的增加而減少。
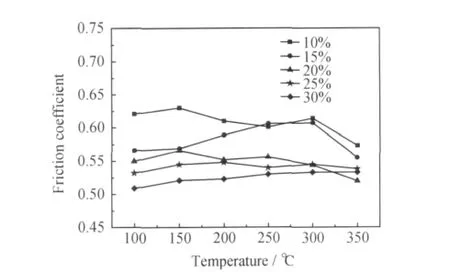
圖3 炭纖維含量對摩擦因數的影響(定速試驗)Fig.3 Effects of fiber content on friction coefficient(constant speed test)
2.2.2 炭纖維含量對磨損率的影響
圖4為炭纖維含量與磨損率的關系曲線。從圖中可以看出,當溫度低于300℃時,隨著炭纖維含量的增加,試樣的磨損率先減小后增大;當溫度達到300℃時,試樣1,2,3的磨損率增幅突然變大,而試樣4,5的磨損率增幅依然較小。
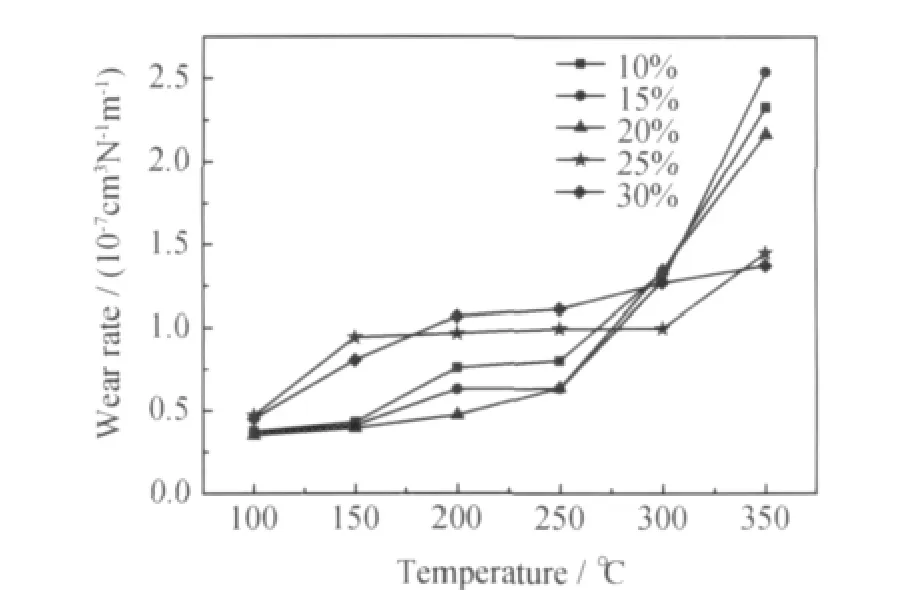
圖4 炭纖維含量對磨損率的影響Fig.4 Effects of fiber content on wear rate
圖5為試樣磨損后的表面微觀形貌圖。從圖5可以看出,當炭纖維含量低于20%時,炭纖維、填料、黏結劑結合較緊密,磨損表面完整光滑;當炭纖維含量高于20%時,炭纖維與基體黏結劑之間的結合情況較差,磨損表面出現凹坑與剝落。
當溫度低于300℃時,各組分之間的結合情況是影響磨損率的主要因素。當纖維含量小于20%時,隨著炭纖維含量的增加,炭纖維減磨作用增強,磨損率減小;當纖維含量高于20%時,隨著纖維含量增加,黏結劑的含量相對于炭纖維含量減少,黏結劑與炭纖維不能充分結合,且有可能出現纖維團聚現象,造成結合強度降低,更容易發生黏著磨損,故試樣的磨損率增大。
當溫度高于300℃時,試樣1,2,3的磨損率增幅較大,而炭纖維含量較高的試樣4,5磨損率的增幅相對較小。高溫條件下,炭纖維的高溫穩定性成為影響磨損率的主要因素。當實驗溫度達到300℃時,摩擦面瞬間溫度將遠高于300℃,炭纖維含量低于20%時,表層炭纖維在氧化和壓力共同作用下使得原來規則的石墨結構發生破壞,并且結構發生轉變,使炭纖維與基體之間的界面結合減弱,增強作用被削弱[12]。同時,無機黏結劑固化后具有陶瓷的性質,摩擦表面在經受反復剪切作用時,產生很大應力集中,應力點上無機黏結劑和增強體之間的界面受到破壞。隨著摩擦進行,基體發生脆性碎裂,黏結作用喪失(黏結性失效),因此試樣磨損率增幅較大[13,14]。當炭纖維含量高于20%時,摩擦過程中不斷有與摩擦表面平行和呈小角度的炭纖維與對偶盤接觸,由炭纖維的“亂層石墨”結構引起的自潤滑性和減磨性降低了磨損率的增幅。
2.3 慣性實驗條件下炭纖維含量對摩擦材料摩擦因數及其穩定性的影響
2.3.1 炭纖維含量對摩擦因數的影響
圖6為炭纖維含量與摩擦因數的關系曲線。從圖6可以看出,隨著炭纖維含量的增加,材料的摩擦因數減小,與定速實驗條件下的測試結果趨勢一致。這主要是因為隨著炭纖維含量增加,炭纖維的自潤滑作用增強,導致摩擦因數減小。
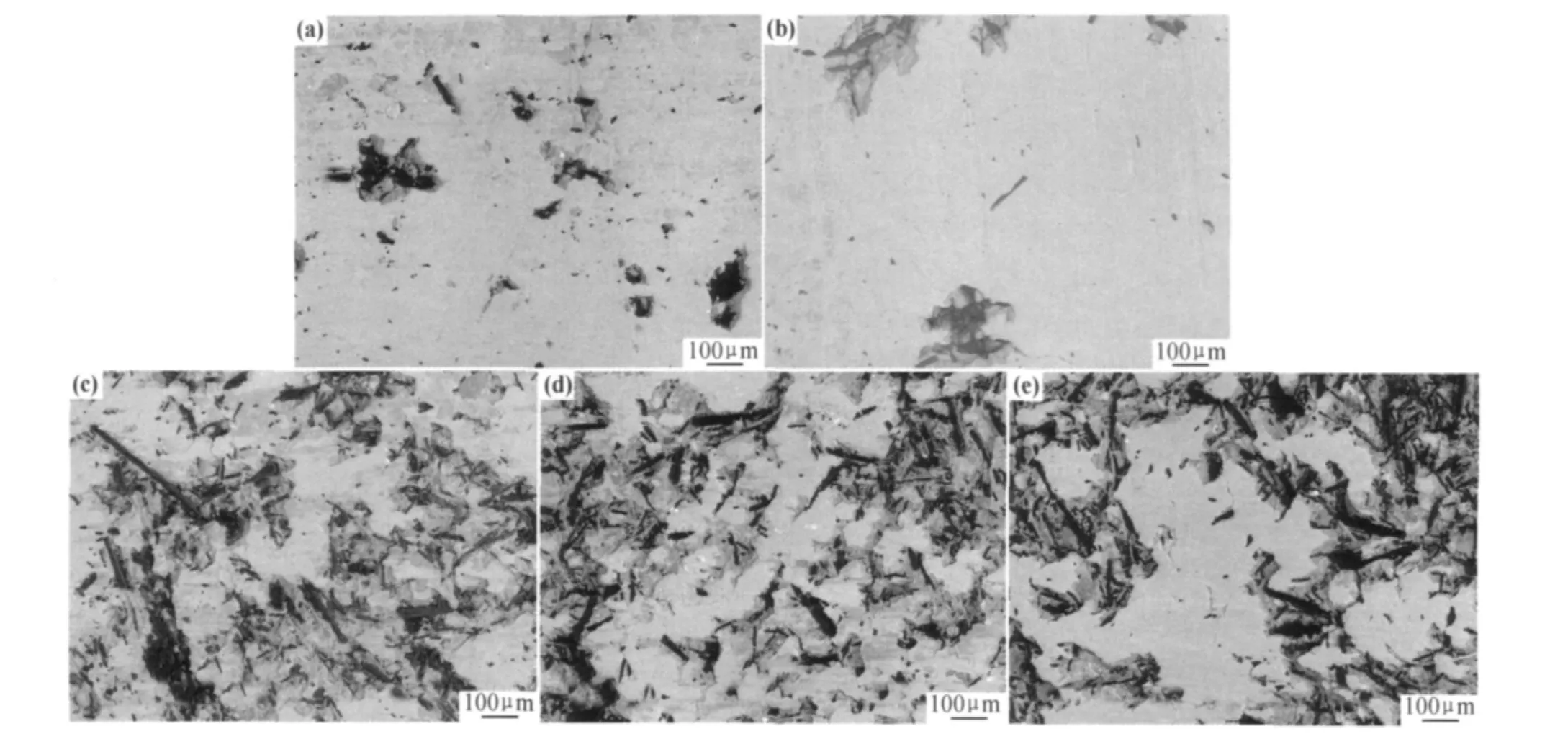
圖5 不同試樣在350℃磨損形貌照片 (a)試樣1;(b)試樣2;(c)試樣3;(d)試樣4;(e)試樣5Fig.5 SEM micrographs of worn surface of different samples at 350℃ (a)sample 1;(b)sample 2;(c)sample 3;(d)sample 4;(e)sample 5
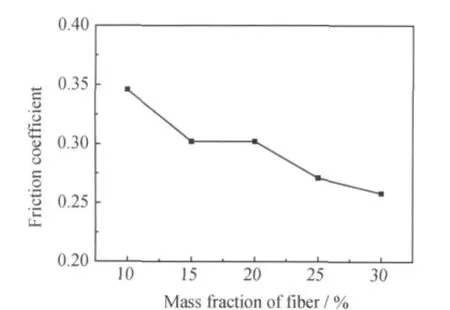
圖6 炭纖維含量對摩擦因數的影響(慣性試驗)Fig.6 Effects of fiber content on friction coefficient(inertia test)
2.3.2 炭纖維含量對摩擦因數穩定性的影響
圖7為100次連續制動過程中摩擦因數的穩定性曲線。從圖7可以看出,各個試樣在前20次制動過程中,摩擦因數逐漸增大,第20次以后摩擦因數趨于穩定。這是因為隨著制動次數的增加,摩擦表面粗糙峰變形程度增加,新的接觸面不斷產生,實際接觸面積增大,因此動摩擦因數增大;而經過多次往復制動后,摩擦表面達到動態平衡狀態,摩擦因數趨于平穩[15]。從圖7中還可以看出,隨著炭纖維含量的增加,摩擦因數波動幅度減小,摩擦制動的穩定性提高。這是因為隨著炭纖維含量的增加,裸露在摩擦面的炭纖維增多,炭纖維的“亂層石墨”結構引起的自潤滑性作用增強,從而使摩擦因數相對平穩[16]。
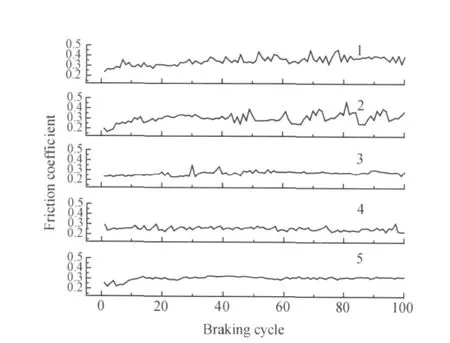
圖7 不同試樣的摩擦因數穩定性Fig.7 Friction coefficient stability of different samples
3 結論
(1)隨著炭纖維含量的增加,摩擦材料的抗壓強度、抗剪切強度先增大后減小,并且當炭纖維含量為20%時,試樣的抗壓強度和抗剪切強度達到最大值。
(2)新型陶瓷摩擦材料在350℃以內摩擦因數穩定,沒有出現熱衰退現象;隨著炭纖維含量的增加,摩擦因數降低,且摩擦因數穩定性提高。當溫度小于300℃時,隨著炭纖維含量的增加,試樣的磨損率先減小后增大;當溫度高于300℃時,炭纖維含量的增加有助于減緩材料高溫下磨損率增長。
(3)炭纖維含量影響新型陶瓷摩擦材料力學性能的微觀原因為各組分間的結合作用;摩擦因數的大小與炭纖維的自潤滑作用強弱有關;組分結合情況和炭纖維的自潤滑作用共同影響磨損率大小。
[1]KIM S J,CHO M H,LIM D S,et al.Synergistic effects of aramid pulp and potassium titanate whiskers in the automotive friction material[J].Wear,2001,251(1-12):1484-1491.
[2]ROUBICEK V,RACLAVSKA H,JUCHELKOVA D ,et al.Wear and environmental aspects of composite materials for automotive braking industry[J].Wear,2008,265(1-2):167-175.
[3]HEE K W,FILIP P.Performance of ceramic enhanced phenolic matrix brake lining materials for automotive brake linings[J].Wear,2005,259(7-12):1088-1096.
[4]CHAN Y M,AGAMUTHU P,MAHALINGAM R.Solidification and stabilization of asbestos brake lining dust using polymeric resins[J].Environmental Engineering Science,2000,17(4):203-213.
[5]KUMAR M,BIJWE J.NAO friction materials with various metal powders:Tribological evaluation on full-scale inertia dynamometer[J].Wear,2010,269(11-12):826-837.
[6]宋艷江,黃麗堅,朱鵬,等.偶聯劑處理玻璃纖維改性聚酰亞胺摩擦磨損性能研究[J].材料工程,2009,(2):58-62.
[7]SKOPP A,WOYDT M.Ceramic-ceramic composite materials with improved friction and wear properties[J].Tribology International,1992,25(1):61-70.
[8]BOCCACCINI A R,PONTON C B,CHAWLA K K.Development and healing of matrix microcracks in fiber reinforced glass matrix composites:assessment by internal friction[J].Materials Science and Engineering A,1998,241(1-2):141-150.
[9]LU W M,CHUNG D D L.Oxidation protection of carbon materials by acid phosphate impregnation[J].Carbon,2002,40(8):1249-1254.
[10]呂滿庚,程坷,朱彬禎.硅酸鹽無機膠粘劑的研究[J].南京航空航天大學學報,1996,28(2):177-181.
[11]MA Y,MARTYNKOVá G S,VALá?KOVá M,et al.Effects of ZrSiO4in non-metallic brake friction materials on friction performance[J].Tribology International,2008,41(3):166-174.
[12]吳耀慶,曾鳴,余玲,等.多維復合增強汽車摩擦材料[J].復合材料學報,2010,27(5):79-85.
[13]CHO J R,CHOI J H,YOO W S,et al.Estimation of dry road braking distance considering frictional energy of patterned tires[J].Finite Elements in Analysis and Design,2006,42(14-15):1248-1257.
[14]VALéRIE BIANCHI,PIERRE FOURNIER,FRANCIS PLATON,et al.Carbon fiber-reinforced(YMAS)glass-ceramic matrix composites:dry friction behaviour[J].Journal of the European Ceramic Society,1999,19(5):581-589.
[15]張翔,李克智,李賀軍,等.石墨粒度對紙基摩擦材料摩擦磨損性能的影響[J].無機材料學報,2011,26(6):638-642.
[16]RHEE S K,JACKO M G,TSANG P H S.The role of friction film in friction,wear,and noise of automotive brakes[J].Wear,1991,146(1):29-36.