轎車排氣系統機器人焊接夾具的設計要點及柔性化
2013-09-17 02:40:16李積俠
電焊機 2013年2期
李積俠
(安川首鋼機器人有限公司,北京 100176)
0 前言
工業機器人自問世以來,經過50多年的發展,已經應用于工業生產的各個領域,在提高生產效率、穩定產品質量、降低生產成本等方面發揮了重要作用。在我國的汽車制造業、尤其是轎車零部件制造業中,已經裝備了大量的弧焊機器人設備。隨著汽車品牌、款式的增長和更新,符合產品性能特點、高柔性、高質量的工裝夾具設計已經成為決定弧焊機器人設備能否高效、合理應用的核心問題。在此主要介紹轎車排氣系統機器人焊接夾具的設計要點及柔性化。
1 轎車排氣系統的構成和特性
轎車排氣系統是轎車的重要組成部分,負責發動機的尾氣凈化與排放。按照排氣系統距離發動機的遠近位置,排氣系統分為熱端、冷端兩部分,如圖1所示。
熱端部分直接連接發動機排氣口,主要包括歧管(根據排量不同,一部分是法蘭直接與催化凈化器相連接)、催化凈化器、二級凈化器、掛鉤、法蘭、及氧傳感器、螺母等零件。冷端部分承接熱端,主要包括中消、后消、排氣管、尾管、掛鉤及法蘭等零件。
設計排氣系統焊接夾具必須對各部分組成部件的使用特性、功能要求有足夠的了解。熱端部件的主要功能是凈化,焊縫密封要求高。同時與發動機、底盤的硬連接較多,所以尺寸精度控制較嚴格。冷端部件的主要功能是消聲(也含有二級凈化),焊縫密封要求相對較低,部分焊縫允許二次起弧,但介于冷凝液體腐蝕的考慮,通常對起弧點有位置要求。主要通過掛鉤等軟連接方式固定,尺寸精度控制可適度放寬。
2 轎車排氣系統焊接夾具設計要點
2.1 熱端焊接夾具
熱端是轎車排氣零件中最復雜的,一般需要3~4道工序才能焊接完成。由于零件復雜,夾具也相對復雜。一般為進氣法蘭+歧管焊接夾具,歧管分總成+催化凈化器+波紋管+氧傳感器螺母焊接夾具,總成+掛鉤+支架焊接夾具。
2.1.1 進氣法蘭+歧管焊接夾具
此工序的焊縫較多,歧管的焊縫空間分布比較復雜,焊接完成后工件變形問題較為嚴重。同時,進氣法蘭是與發動機安裝面連接的重要基準面,平面度要求高,所以該夾具中法蘭的夾緊反變形設計很關鍵。進氣法蘭的定位根據工件圖紙基準要求,選用法蘭上基準孔及安裝面,壓緊一般選用帶死點的壓緊機構或選擇力大的氣缸帶鉸鏈機構(見圖2、圖3),考慮到用戶維護條件的情況,也可以采用液壓壓緊。同時適當調整法蘭焊縫的焊接順序,減輕因進氣法蘭焊縫集中而產生的焊接變形。
對于焊縫空間分布復雜的工件,由于焊槍姿態和焊縫位置干涉問題,一道工序中完成所有焊縫較為困難。此時需要增加拼點工序,先通過結構相對復雜的拼點夾具將散件點固成型,再用只定位夾緊工件主基準的簡單自動焊夾具實現所有焊縫滿焊。
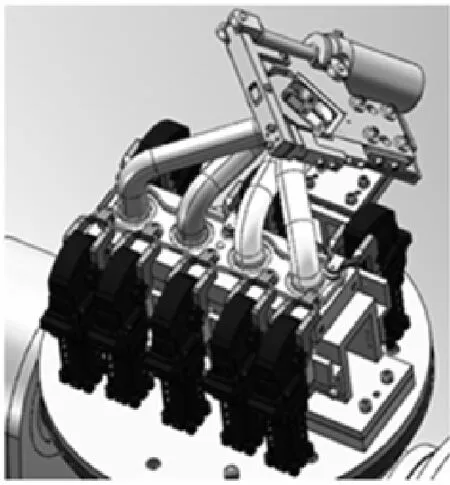
圖2 帶歧管焊接夾具

圖3 熱端焊接夾具
歧管焊接夾具的前后工序定位基準必須一致。為了使歧管和進氣法蘭焊接后幾個環焊縫的焊接質量一致性和焊縫成形好,這幾個環焊縫分布盡量靠近變位機回轉中心,并最好選用雙軸變位機。另外,為了保證工件每次都能裝到位,焊后一致性好,必須限制管插入到進氣法蘭的插入量。
2.1.2 歧管分總成+催化凈化器+波紋管+氧傳感器螺母焊接夾具
歧管分總成的定位可參考歧管分總成焊接夾具,注意定位基準一致。凈化器可使用筒體外型面定位并壓緊(見圖4)。波紋管是柔性件,又稱撓性節,定位時需要考慮限制其長度方向尺寸。由于波紋管外層鋼絲較細,容易被飛濺燙壞影響外觀,所以波紋管部分的夾具需要考慮全護罩結構。出氣法蘭定位,定位法蘭上的孔及法蘭安裝面,再氣缸壓緊即可。
2.1.3 總成+掛鉤+支架焊接夾具
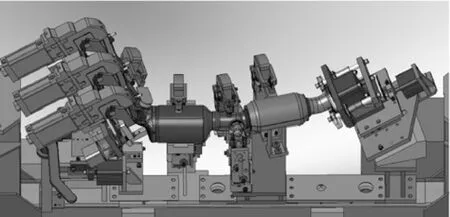
圖4 熱端總成焊接夾具
在保持前法蘭定位基準一致的前提下,首要考慮裝件的操作性,以此來確定此套夾具的工件空間位置。根據圖紙對掛鉤的要求選擇主定位基準。為了保證焊接質量,掛鉤定位必須設計成可調整的,方便調整掛鉤位置,如圖5所示。
熱端工件結構比較復雜,夾具設計不但要考慮夾具的結構,而且要考慮裝卸工件是否方便。
2.2 冷端焊接夾具
冷端分中消和后消,一般焊接消聲器、連接管件、法蘭、掛鉤及支架等零件。冷端工件數量少、尺寸大、焊縫分散,因此夾具結構空間余量大,有利于獲得良好的焊槍姿態。根據工件結構不同,一般中、后消各用兩道工序。先完成各法蘭、管件、消聲器間的連接環縫焊接,再焊接掛鉤等小件焊縫。

圖5 掛鉤、支架焊接夾具
2.2.1 中、后消總成焊接夾具
最終焊接完成的中消進氣法蘭和熱端連接,出氣法蘭和后消連接,所以此序焊接夾具必須保證進氣法蘭和出氣法蘭的相對位置。中消進氣法蘭和出氣法蘭一般定位法蘭上的孔及法蘭安裝面,法蘭孔采用銷子定位,法蘭面一側支撐,另一側用氣缸壓緊。凈化器、消聲器定位采用下面V型兩端支撐、上面壓緊的方式,這樣操作工安裝工件時工件軸線方向不會偏移,壓緊后工件位置準確,焊縫質量也很好。凈化器和消聲器之間的連接管采用可調機構支撐,適當兼容彎管造成的偏差,如圖6所示。
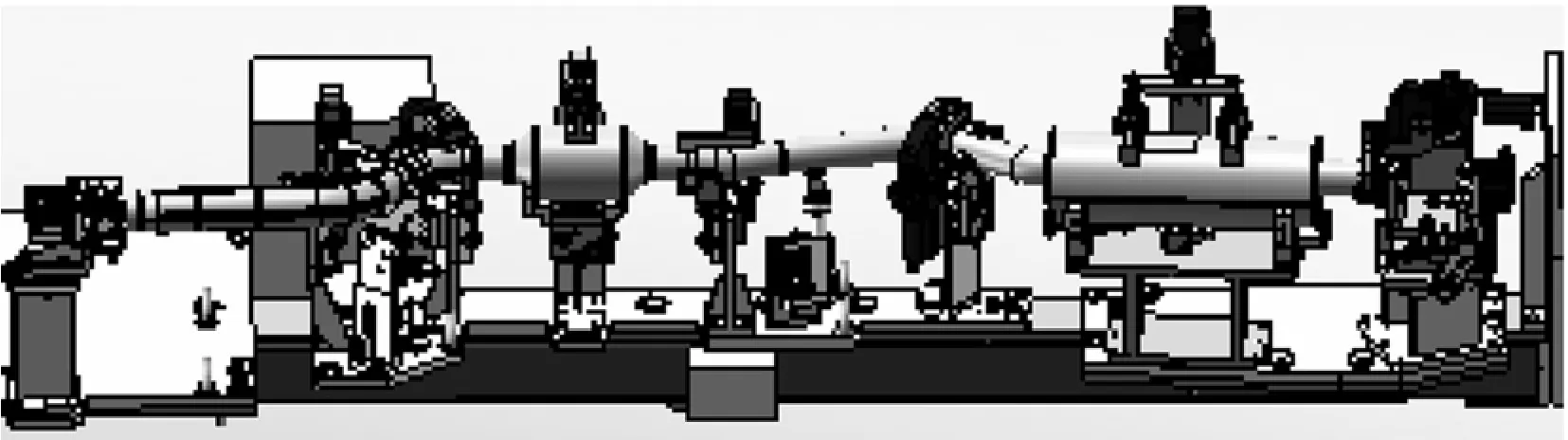
圖6 中消焊接夾具
由于中、后消在熱端后面,為防止從熱端過來的少量冷凝水腐蝕,中、后消環焊縫的焊接一般有起弧點位置要求,因此在夾具設計前期需要全面了解圖紙的要求。后消聲器包進出氣管處焊縫為三層薄板焊接,焊接難度較大,焊口處的定位需根據零件特征慎重選擇。
為了提高環焊縫焊接質量,工件環焊縫盡量靠近變位機回轉中心,有利于機器人協調。
2.2.2 中、后消掛鉤夾具
掛鉤夾具的焊縫多為較短的直焊縫,夾具結構滿足焊接姿態條件比較容易達到。工件的空間擺放需要考慮最小回轉半徑要求和取件方便原則。掛鉤的定位結構盡量考慮多方向調整,以方便滿足相對尺寸精度要求。
3 夾具的柔性化設計
汽車品種迅速增加,這不僅對汽車排氣系統的機器人焊接系統提出了更高要求,而且對夾具的設計也提出了高要求。這種要求主要體現在焊接夾具的柔性化設計上。柔性化設計具體體現為:一是夾具和梁整體快換,這種形式適合產品差異比較大的零件;另一種是夾具梁和電磁閥端子等共用,只快換夾具,這種形式適合有共同之處的產品,一般為同一車型的不同排量工件夾具之間的快換。有時一套夾具可兼顧兩三種甚至四五種類似產品的焊接。
3.1 夾具和夾具梁整體快換設計
夾具和夾具梁的整體快換設計主要體現在夾具梁和變位機之間的快換上,夾具梁兩端各安裝一個L板,每個L板上安裝有定位銷,變位機兩端也安裝有L板。安裝L板一側采用定位銷套,另一側采用鍵槽的定位方式。連接時,夾具和夾具梁整體從上向下安裝,先是夾具兩側的定位銷依靠重力插入銷套和鍵槽中定位,再是連接板兩側的螺釘翻轉壓緊連接板。這種快換結構簡便可靠,定位重復性效果好,已經成為安川首鋼機器人有限公司的通用快換結構標準,如圖7所示。

圖7 夾具和變位機連接
3.2 夾具梁不動、夾具整體或部分快換設計
夾具梁不動、夾具整體或部分快換設計分兩種:一種是主要用在快換產品有共同之處,種類也就兩三種(見圖8、圖9),黑色圈里是兩種產品不同之處,白色圈里為共同之處,共同處夾具不做快換,不同處做成快換。另一種為產品種類比較多,比較類似,互換性要求高時,將夾具梁分成相同的標準模塊(見圖10、圖11),夾具梁上的定位銷按標準尺寸分布,夾具可按照夾具梁的要求每塊做成標準尺寸的底板,底板做標準的銷套梁配上的銷子配合定位。使用C型快換墊快速夾緊。更換產品時,只需更換快換小部件即可。另外需要注意,人工更換時小件夾具或快換的部件質量要控制在20 kg以內,否則需要專用夾具更換設備,如夾具更換小車等。部件更換時,氣缸與閥間的氣管可通過多路快換接頭拆開,閥留在夾具梁上,快換夾具共同使用。電控線纜采用多針航空快插方式,快換夾具共同使用。使用快換結構,單套夾具更換時間控制在10 min內,可大大提高機器人焊接系統的整體生產效率。
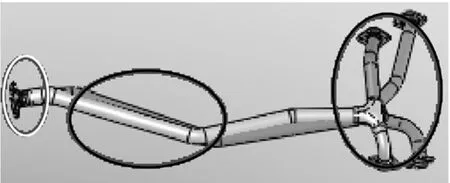
圖8 中消類似產品比較
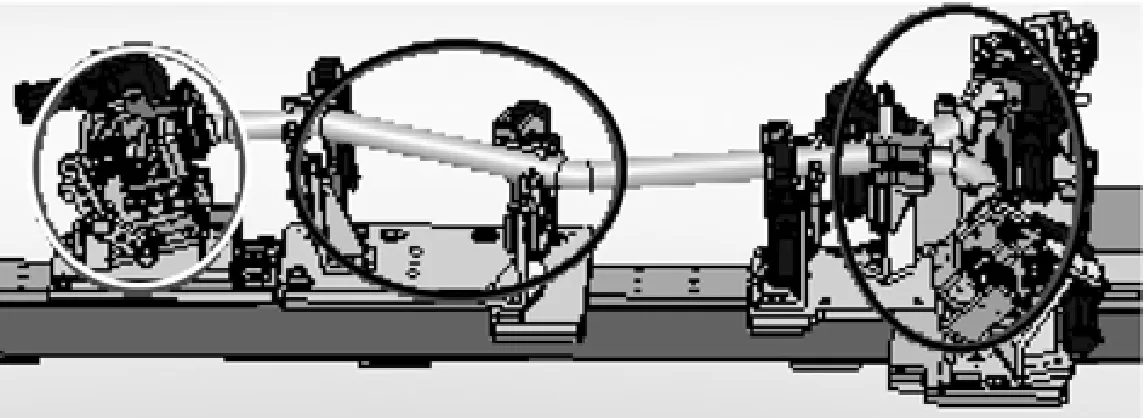
圖9 中消類似產品夾具快換示意
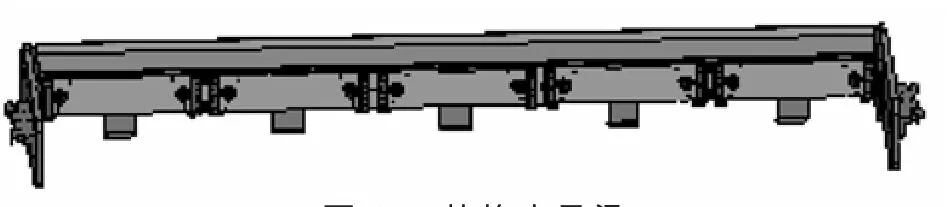
圖10 快換夾具梁
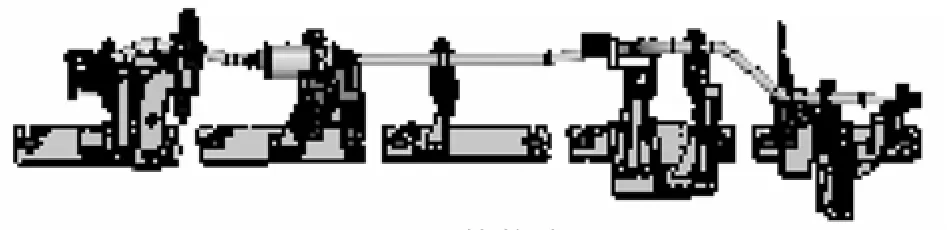
圖11 快換夾具
4 結論
介紹了轎車排氣系統的構成和機器人焊接夾具的柔性化設計及優化。隨著現代社會汽車產業的快速發展,汽車產量和品種迅速增加,柔性化機器人焊接夾具將得到越來越廣泛的應用。只有進一步提高排氣系統焊接夾具的設計水平,才能使設備能更好的服務用戶,服務社會,與汽車行業的飛速發展同步前進。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
制造業自動化(2017年2期)2017-03-20 14:26:13
