電子裝聯中焊接的質量分析
2013-09-17 01:50:00楊水軍
電子工業專用設備 2013年12期
關鍵詞:質量
楊水軍,山 峰
(中國電子科技集團公司第四十五研究所,北京, 100176)
電子裝聯中焊接的質量分析
楊水軍,山 峰
(中國電子科技集團公司第四十五研究所,北京, 100176)
在電子裝聯中,焊點濕潤角、焊接溫度、焊接時間是影響焊接質量的三個重要因素,只有正確掌握這三個重要因素的最佳參數值就可以達到提高焊接質量的目的。另外,通過對在電氣質量檢驗工作中遇到的八種類型常見的不合格焊點以圖文并茂的形式進行了質量分析,可對提高電氣質量檢驗有很重要的參考作用。
濕潤角;焊接溫度及時間;虛焊;橋接
電子裝聯技術是電子裝備制造的基礎支撐技術,是電子裝備實現小型化、輕量化、多功能化和高可靠性的關鍵技術。焊接是電子裝聯過程中的一道關鍵工序,只有掌握好焊接理論,才能用于指導生產實踐,才能在質量檢驗的實際工作中嚴格把關,從而提高設備的可靠性。下面分別從焊接的理論分析(基本原理、潤濕角、焊接溫度與時間)以及焊點缺陷及質量分析和焊點的質量檢驗這個三個方面進行詳述。
1 焊接的理論分析
1.1 焊接的基本原理
電子裝聯中的焊接是通過熔融焊料合金(鉛錫合金)與兩個被焊接金屬表面之間生成金屬間合金層(焊縫),從而實現兩個被焊接金屬之間電氣與機械連接的焊接技術。電子裝聯中焊接點的形成基本取決于焊料和基體金屬結合面的潤濕作用,也正是基體金屬被熔融焊料的物理濕潤過程形成了結合界面。因此,在電子裝聯焊接接頭形成過程中,濕潤機理具有特別重要的作用,它揭示了焊接頭的原子結構和產生連接強度的原因。
當焊料被加熱到熔點以上時,焊接金屬表面在助焊劑的活化作用下對金屬表面和污染物起到了清洗的作用,同時使金屬表面獲得了足夠的激活能。熔融的焊料在經過助焊劑凈化的金屬表面上進行侵潤、擴散、溶解、冶金結合,在焊料和被焊金屬表面之間生成金屬間結合層,冷卻后使焊料凝固,從而形成焊點。焊點的抗拉強度與金屬間結合層的結構和厚度有關。
1.2 潤濕角
它是指金屬表面和熔融焊料交界面與熔融表面在其交點切線和金屬表面的夾角,見圖1。在檢驗焊點的質量時,潤濕角的數值大小是個很重要的參數,表1是電子行業軍標SJ20385A-2008《軍用電子設備電氣裝配技術要求》中對潤濕角的要求。
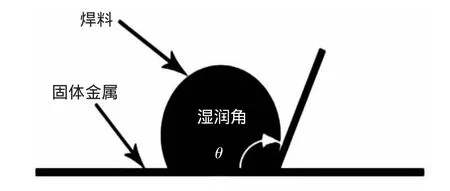
圖1 濕潤角
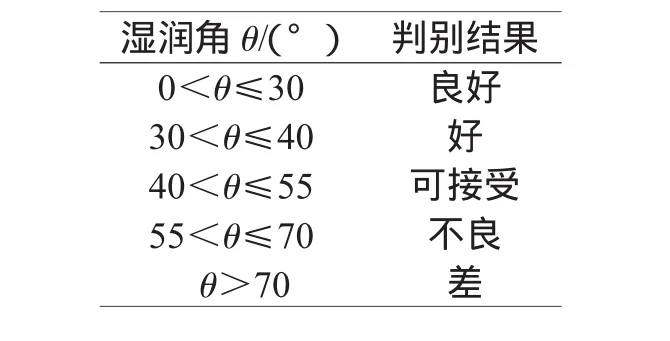
表1 焊點濕潤角與焊點質量的關系
由此可見:當潤濕角θ>70°時,不但焊接強度降低,而且還存在著虛焊的危險性。
1.3 焊接溫度與時間
焊接溫度和焊接時間是影響焊接質量的決定性因素之一,經過實踐證明:焊接的強度并不是隨著溫度和時間的增加而增加,當焊接溫度超過260℃,焊接時間超過5 s后,焊接強度不但不增加,反而急劇減小。
具體產品的焊接溫度和焊接時間取決于焊點和元器件的大小、散熱的快慢以及烙鐵頭的回溫速度,另外,不同材質的焊料其最佳的焊接溫度和焊接時間也有所不同,在確保焊接質量的情況下,應盡可能降低焊接溫度,縮短焊接時間。通常來說,印制電路板的手工焊接溫度選擇為250℃±5℃,焊接時間選擇為2~3 s為較佳選擇。
2 焊接的缺陷及質量分析
在實際工作中通過對大量的電路板焊點的檢驗,總結出以下八種焊接缺陷現象,下面分別對八種焊接缺陷進行質量分析。
2.1 虛焊
虛焊是指焊錫只是依附在被焊物的表面,焊錫未與被焊接的金屬緊密結合而形成金屬合金,從外形上看,虛焊的焊點幾乎是焊接良好的,但實際上焊錫與被焊件是松動的或是電阻很大甚至無連接,由于虛焊點不易被發現,它經常處于似接觸而非接觸的狀態,從而引起相關電路系統工作不穩定和不可靠。所以,虛焊的危害性很大,在圖2中的這個虛焊點是一個器件的引腳,當該印制電路板通電調試時,其單元電路工作狀態時好時壞,有時該印制電路板水平放置時工作正常,但垂直放置時工作又非正常了,經過反復排查和儀器檢測發現此焊點為虛焊點,原因是該器件的引腳氧化比較嚴重,從而造成了虛焊。另外,由于印制電路板的焊盤上有氧化層、油污,這些污物未被清潔也可造成焊錫與被焊物的隔離,因而產生虛焊。如果在焊接時焊點上的溫度較低,熱量不夠,致使助焊劑未被充分揮發,在被焊面上形成一層助焊劑薄膜,造成焊錫的潤濕不良而產生虛焊。
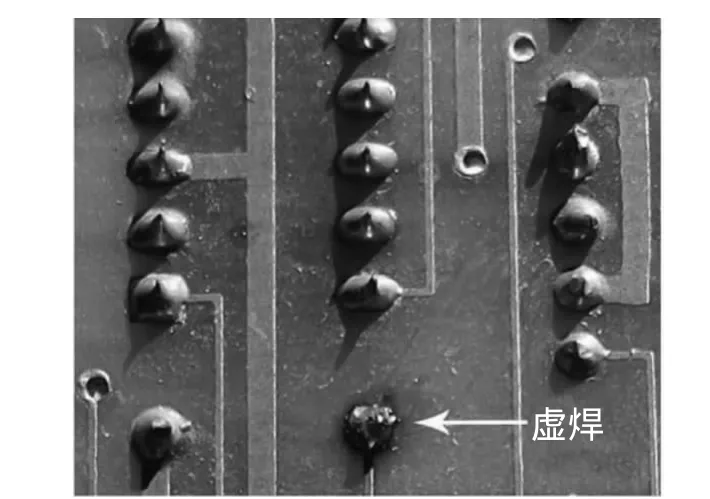
圖2 虛焊
2.2 橋接
它是指焊錫將電路板相鄰的印制導線及焊盤短路連接。它是因焊錫過多或焊接技術不良造成。當焊接時間過長使焊錫的溫度過高時,將使焊錫流動而形成橋接。如圖3中的兩個焊點之間是因為電烙鐵頭上的焊錫過多而產生了橋接,造成了電路短路,使相關電路工作不正常,嚴重時會使元器件因橋接短路而損壞。處理橋接的方法:先將電烙鐵頭上多余的焊錫去掉,再將橋接的多余焊錫帶走以斷開短路部分。
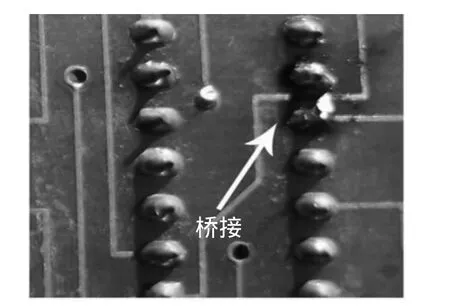
圖3 橋接
2.3 拉尖
它是指焊點上有焊錫尖產生,產生拉尖的原因:由于焊接時間過長,焊劑揮發過多,致使焊錫黏性增加,從而產生拉尖,見圖4。如果電烙鐵撤離的方向不當,也容易產生拉尖。拉尖焊點的危害性是:當印制電路板上的焊點分布密度較高時,有拉尖的焊點很容易與相鄰的焊點發生橋接,從而造成短路。另外,如果帶有拉尖的焊點工作在高電壓狀態時,就會與其他相鄰的焊點產生放電現象,也會使相關電路工作不正常。避免產生拉尖的方法是:嚴格控制焊接的最佳時間。
2.4 堆焊
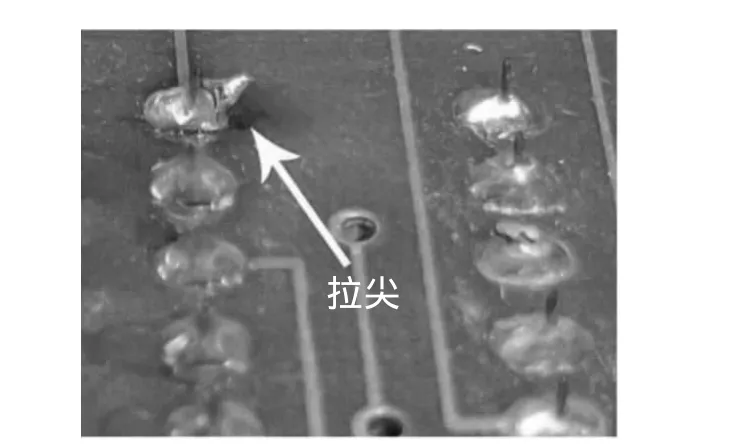
圖4 拉尖
它是指焊點的焊錫過多,焊料面呈凸型,見圖5。造成堆焊的原因:焊錫過多或焊錫的溫度過低,焊錫未被完全熔化,以及焊盤無潤濕等。避免堆焊的方法:徹底清潔焊盤和引線,或提高電烙鐵的功率。
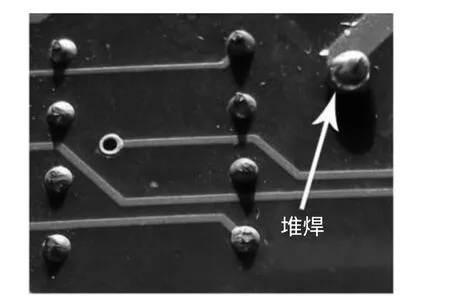
圖5 堆焊
2.5 空洞
它是由于焊盤的穿線孔太大,焊錫不足,致使焊錫未全部填滿焊孔而形成,如果焊孔的周圍有氧化物等,都會造成空洞現象,見圖6。

圖6 空洞
2.6 浮焊
浮焊的焊點沒有正常焊點的光澤和圓滑,而是呈白色細粒狀,表面凹凸不平,見圖7。造成浮焊的原因是:電烙鐵的溫度不夠,或焊接時間太短或焊錫中雜質太多,浮焊的焊點的機械強度較弱,焊錫易脫落。解決的方法:掌握正確的焊接溫度和焊接時間。
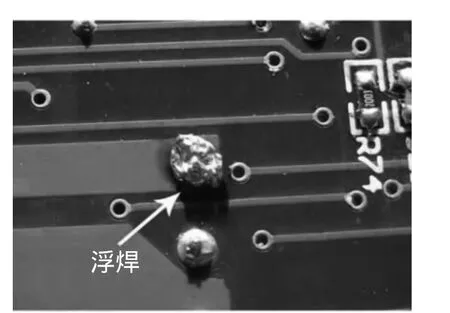
圖7 浮焊
2.7 焊錫裂紋
焊點上的焊錫產生裂紋是由于焊錫沒有完全凝固時,移動了被焊物的位置而造成,見圖8。
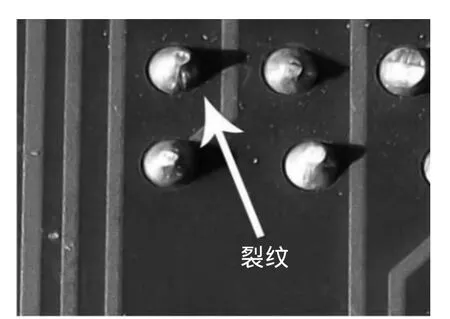
圖8 裂紋
2.8 銅箔翹起或焊盤脫落
產生這種現象的主要原因是焊接溫度過高及焊接時間過長,見圖9。
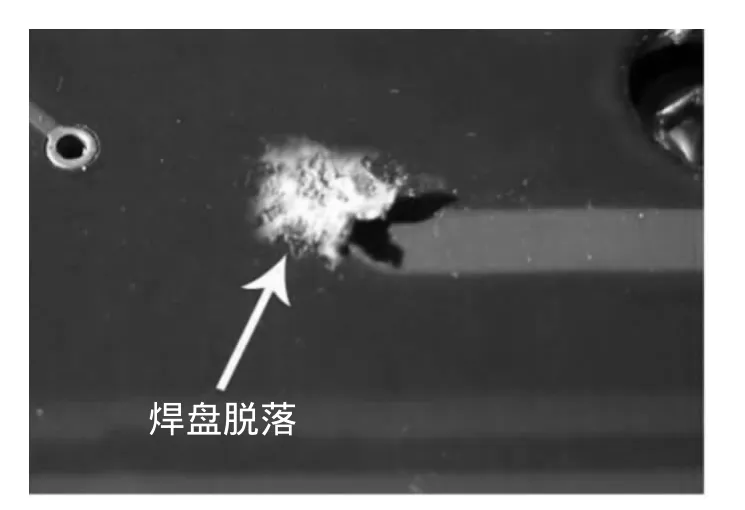
圖9 焊盤脫落
3 焊點的質量檢驗
符合以下基本要求的焊點,才能判定為合格焊點。
(1)焊點表面光滑、明亮、無針孔或非結晶狀態。
(2)焊料應連續、良好的濕潤全部焊接表面,圍繞焊點四周形成焊縫,濕潤角30°<θ<40°。
(3)焊點和連接部位不應有劃痕、尖角、針孔、砂眼、焊劑殘渣、及其他雜物。
(4)焊料不應呈尖峰狀,相鄰導體間不應發生橋接、拉尖等現象。
(5)焊點的焊料與焊接部位間不應有裂紋,焊接后的印制電路板表面不得有斑點、裂紋、氣泡、炭化,銅箔和焊盤不得起翹。
4 結束語
電子裝聯技術是一門多學科的綜合性技術,它涉及到工藝、材料、操作者的技術素質等諸多方面。要制造出高可靠性的設備,必須全面提高人們的質量意識,只有這樣才能適應電子裝聯技術的不斷發展。
:
[1]SJ20385A-2008軍用電子設備電氣裝配技術要求.中華人民共和國信息產業部,2008,P16-18[S].
Welding Quality Analysis in Electronic Assembly
YANG Shuijun,SHAN Feng
(The 45thResearch Institute of CETC,Beijing 100176,China)
Abstract:Welding wetting angle,weiding temperature,weiding time are the three kay factore that affect welding quality,To improve welding quality the control of the most optimized parameters heeds to be grasped.Besides the eight types of typical defects of welding point that influence welding quality in electronic quality inspection are analized,Which plays very important reference role to the improvement of electronic inspection quality.
Keywords:Wetting angle;Welding temperature and time;Void welding;Bridge connection
TG454
A
1004-4507(2013)12-0049-04
2013-11-11
楊水軍(1956.7-),男,河北大城人,中國電子科技集團公司第四十五研究所質量管理部,工程師,主要從事電氣質量檢驗工作。
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54