多通道打火機貯氣箱耐壓測試系統的研究
2013-09-20 07:11:54楊遂軍葉樹亮
自動化儀表 2013年5期
陳 才 楊遂軍 傅 琳 葉樹亮
(中國計量學院計量測試工程學院,浙江 杭州 310018)
0 引言
我國年產打火機32億多支,出口量占全球總量的40%[1]。加壓充注燃料的打火機貯氣箱易在高溫、撞擊或內壓大于外殼承受極限等情況下發生爆炸。打火機貯氣箱耐壓測試是打火機安全檢測項目之一。歐盟對我國打火機出口設置技術貿易壁壘[2-3],將ISO 9994打火機安全規范要求升級為強制執行標準,對我國打火機產業造成重大打擊[4]。目前,國內打火機貯氣箱耐壓檢測多采用人工手動充氣方法,費時費力;極少有檢測儀器采用單通道測量,檢測時間較長,自動化程度和效率低[5]。因此,迫切需要研究和開發新型打火機貯氣箱耐壓檢測儀器。
本文研制了基于CPLD的打火機貯氣箱耐壓測試系統,實現5路打火機增壓速率的自動調節和貯氣箱壓力的自動化檢測,有效提高了測量精度和效率。
1 系統工作原理
根據ISO 9994-2006要求,打火機貯氣箱耐壓檢測方法具體為:在打火機貯氣箱上鉆孔并將氣嘴插入鉆孔,以69 kPa/s的速率對打火機貯氣箱增壓至1 500 kPa并保持60 s,氣壓無明顯下降(壓力下降小于250 kPa)的打火機為合格產品。根據直壓式檢漏法的原理,對一個密閉容器充入一定質量的壓縮氮氣,并使它的內部壓力達到檢測要求。
假設該密閉容器無泄漏,并且與外界無熱量交換,在規定的保壓時間內,這個密閉容器的內部壓力會保持在檢測壓力的水平。若該容器有泄漏,其內部壓力必定小于檢測壓力,可以通過檢測該段時間的內密閉容器的壓力變化,達到檢驗和評估容器是否有泄漏的目的[6-7]。
根據理想氣體狀態方程[8]:

式中:P為壓力;V為質量體積;R為氣體常數;T為熱力學溫度。
對于一定質量的完全氣體,假設被測工件的容積為V1,檢測壓力為P1,檢測結束時壓力為P2,其狀態可描述為:

當標準大氣壓為P0,在1 min內泄漏氣體體積VL,在忽略溫度變化時,由氣體狀態方程可知:

進而可求得打火機貯氣箱泄漏率為:

打火機內部泄壓率為:

根據上述檢測原理,并結合單通道固定式增壓方式,設計了耐壓檢測系統。
系統采用多通道檢測模式提高檢測效率,系統氣路原理如圖1所示。
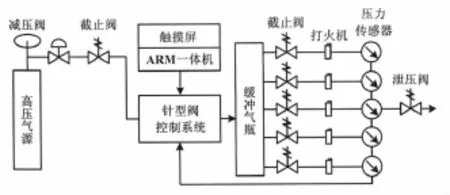
圖1 耐壓檢測系統氣路原理圖Fig.1 Schematic diagram of gas pressure detection system
系統主要由氣源(氮氣瓶)、減壓閥、針型閥控制系統、緩沖氣瓶、截止閥、壓力傳感器、氣嘴、氣箱和泄壓閥組成。采用氮氣瓶作為壓力發生裝置,高壓氣源經過減壓閥后產生2 MPa的標準內部壓力,并輸送到針型閥控制系統進行調壓,用于控制系統的增壓速率;調壓后氣路接入緩沖氣瓶,通過緩沖氣瓶把氣路分為5個支氣路,緩沖氣瓶相對充氣支路體積較大,減少了各支路開啟瞬間的擾動,同時使各支路之間的充氣速率相對一致;截止閥將氮氣通過氣嘴輸出到打火機樣品,截止閥控制支路的開啟關閉,壓力傳感器檢測支路的實時壓力和充氣速率,泄壓閥用于試驗完成后氣箱泄壓,以方便操作人員從夾持機構上取出打火機。
針型閥控制系統采用PID方法控制打火機貯氣箱的充氣速率[9],由針型閥、步進電機和編碼器組成。將壓力傳感器的反饋壓力值換算為當前充氣速率值,與給定的充氣速率相比較,得到比例項、積分項、微分項并相加,最后得出流量控制量。
通過將流量控制量轉換成步進電機調節針型閥開所需的度,實現充氣速率調節。充氣速率控制量的計算公式為:

式中:u(k)為充氣速率控制量;e(k)為設定壓力與實際壓力之間的差值;TI為積分時間常數;TD為微分時間常數;β為根據實際情況確認的針型閥調節比例值。
2 儀器硬件設計
整個系統采用雙核心工作模式,CPLD和單片機協同對多通道貯氣箱進行壓力檢測、分析、處理。系統主要包括ARM微控制器、電源模塊、主控制模塊、壓力檢測模塊、CPLD數據采集模塊、串口通信模塊。系統整體結構框圖如圖2所示。
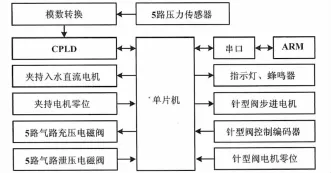
圖2 系統整體結構框圖Fig.2 Structure of the overall system
壓力傳感器檢測到的微弱信號經壓力變送器線性放大、調理后,經過模數轉換后變為12位數字信號,CPLD并行采集5路壓力傳感器數據,進行濾波、判斷、計時處理后,將壓力數據實時發送給單片機,極大地提高了系統的實時檢測功能。主控單元以單片機為控制核心,實現實時與CPLD數據交互、機械單元的運動與定位、氣路電磁閥的開關控制、針閥開度調節,以及與ARM一體機的串口通信。
ARM一體機實時顯示和保存功能測量結果,試驗過程數據存儲至SD卡,方便用戶觀察整個試驗過程數據,同時通過ARM一體機觸摸屏控制試驗過程,例如開始試驗、停止試驗、設置系統參數等,極大提高了儀器的可靠性和便捷性。
2.1 壓力傳感電路
壓力傳感器是檢測儀重要的組成部分,用于測量打火機貯氣箱內部壓力。該壓力作為充氣速率調節參考、充氣截止和氣箱泄漏檢測的主要判別依據。本文采用橋式壓力傳感器作為壓力傳感單元。通常橋式壓力傳感器輸出的電壓信號幅度比較小且輸出范圍不規范,需通過信號調理放大電路進行處理,以解決抑制溫漂和放大微弱直流信號的問題[8-10],從而滿足精密測試系統的設計要求。
壓力傳感器信號處理電路采用零漂移可編程增益放大器AD8557,電路原理如圖3所示。
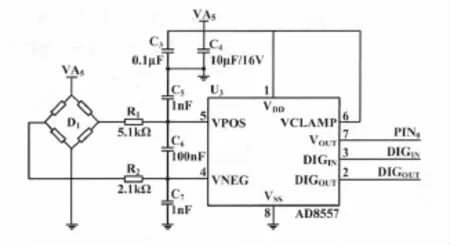
圖3 壓力變送器信號處理電路原理圖Fig.3 Principle of the signal processing circuit in pressure transmitter
圖 3 中,電橋 D1為壓力傳感器,C5、C6、C7、R1和 R2構成AD8557前級的RF衰減濾波器,用于從輸入線路中去除盡可能多的RF能量,以保持每條線路和地之間的交流信號平衡,并維持足夠高的測量帶寬輸入阻抗,以避免載入信號源。該濾波器在-3 dB差分和共模帶寬時的頻率分別為7.9 kHz和1.6 MHz。電源采用固態鉭電容C4和陶瓷電容C3去耦。
2.2 CPLD并行數據采集
傳統的A/D+MCU模式已不能滿足多通道高速數據同步采集場合下系統實時性要求。本文利用CPLD高集成、高速、時延可預測、靈活可編程等優點,設計基于CPLD的數據采集電路,實現對多通道壓力傳感器數據A/D采樣的控制和數據采集。
CPLD數據采集電路原理如圖4所示。
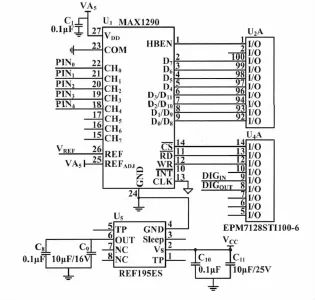
圖4 CPLD數據采集電路原理圖Fig.4 Circuitry principle of CPLD data acquisition
5路壓力傳感器經過壓力變送器信號調理后分別接入 MAX1290的模擬輸入端 CH0~CH4。CPLD對MAX1290進行初始化并控制MAX1290進行A/D模數轉換。MAX1290為12位高速逐次逼近型模數轉換器,具有速度快、精度高、低功耗等特點。在可編程輸入模式下,由外部精密基準電壓芯片REF195提供穩定、低紋波的 5 V 基準電壓,C1、C2、C8、C9、C10和 C11構成電源去耦電容。CPLD選用MAX7000S系列的EPM7128芯片,與MAX1290并行連接。
本文使用Verilog硬件描述語言編程,使內部狀態機輸出正確的時序,從而控制MAX1290狀態,實時獲取5路壓力數據,并對壓力數據進行數字濾波、數值轉換、比較、計時等處理。通過串口,將處理后的數據發送至ATMEGA128單片機。EPM7128的PIN14腳輸出低電平片選MAX1290,MAX1290數據轉換成功后通過INT引腳以中斷方式通知CPLD。轉換后形成的12位數據以高低位復用的形式通過8位數據總線傳輸,HEBN引腳用來分時控制高低位傳輸。EPM7128的PIN7、PIN8連接壓力變送器的 DIGOUT、DIGIN,用來修改壓力傳感器的增益值和失調量,從而校準壓力傳感器。
3 儀器軟件設計
多通道打火機貯氣箱耐壓檢測系統能夠根據不同用戶要求,設置充氣目標壓力、加壓速率范圍等參數。在程序實現上,以5路打火機貯氣箱耐壓檢測和數據處理、貯氣箱充氣速率控制為主,以ARM屏動態顯示、夾持機構入水運動控制等操作為輔,完成5路壓力信號的動態顯示與存儲、超標報警、信息交互等功能。系統的軟件設計主程序流程如圖5所示。
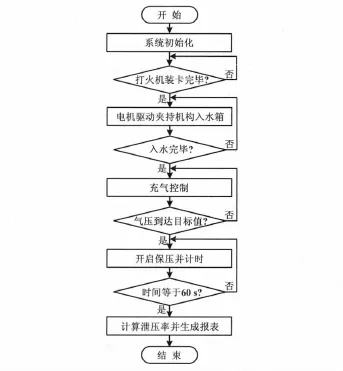
圖5 主程序流程圖Fig.5 Flowchart of main program
人工將鉆孔后的5支打火機放置夾持機構并固定;系統初始化,垂直電機運動機構把夾持單元送入水箱;開啟氮氣瓶閥門,根據參數設置調節針型閥,各支路對打火機進行注氮加壓;待壓力增加至目標壓力(1 500 kPa),各支路自動關閉氣路,保壓60 s;ARM屏實時動態顯示5路打火機增壓速率、保壓倒計時、壓力曲線和當前壓力值的參數;若在注氮加壓階段出現明顯泄漏現象,儀器報警提示泄漏支路;保壓后計算打火機貯氣箱的卸壓率并判斷打火機是否合格;試驗完成后,儀器自動泄壓。
4 試驗結果及分析
本文對打火機貯氣箱耐壓測試系統的壓力參數檢測準確性進行了驗證,在貯氣箱上設置高一級精度的壓力傳感器作為參照,單個打火機貯氣箱壓力測試曲線和兩個傳感器壓力差如圖6所示。由圖6可知,壓力傳感器能夠準確檢測壓力值,滿足檢測需求。
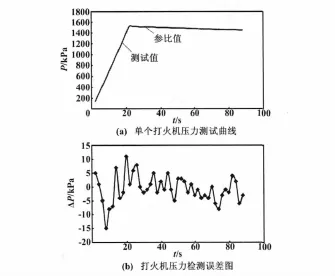
圖6 壓力測試和檢測誤差曲線Fig.6 Pressure test and detection error curves
為進一步驗證打火機貯氣箱耐壓檢測系統的檢測準確性和可靠性,選用3個型號共計3萬余支打火機樣本進行了試驗,實測數據如表1所示。檢測結果表明,該系統的錯檢率低于0.04%,漏檢率低于0.02%,優于手工檢測的效率和準確率,完全可以勝任批量打火機的快速檢測,且符合檢測規范的要求。
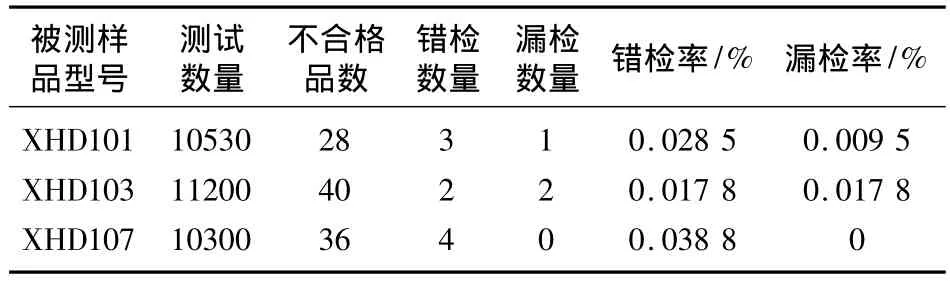
表1 實測數據Tab.1 Measured data
5 結束語
本文提出并設計了基于CPLD的多通道打火機貯氣箱耐壓測試系統,通過CPLD并行采集實現多達5路打火機貯氣箱耐壓性檢測;通過自動增壓、充氣速率控制、自動測壓、自動泄壓等功能,實現檢測過程的自動化。與同類型其他設備相比,該系統具有多通道測量、試驗精度高等優點,對于提高檢測精度和效率以及打火機產品的質量監督具有重要的指導意義。
[1] 胡丹婷.溫州打火機的輝煌與尷尬[J].2002(4):41-43.
[2] 王麗萍,陳淑梅.歐盟標準化外部性條件下的企業應對模式研究[J].標準科學,2009(10):72-78.
[3] 蔡筱霞.金融危機后溫州打火機行業的發展策略[J].中國商貿,2011(5):80-81.
[4] 郝永德,卜劍鋒,吳兆春.便攜式吸聲系數測量儀的設計[J].儀表技術與傳感器,2010(10):21-24.
[5] 仇高賀,高熙康,劉丹.氣體PID控制在打火機壓力測試裝置中的應用[J].檢驗檢疫科學,2009(4):46 -47.
[6] 徐燁.泄漏檢測技術的原理與應用[J].柴油機設計與制造,2004,10(4):36 -39.
[7] 朱小明.氣壓檢漏儀原理及其應用[J].現代零部件,2005(8):48-50.
[8] 張玉民.熱學[M].北京:科學出版社,2012.
[9] 李燕,郭建增,薛飛.一種步進電機控制的氣體壓力閉環控制系統的設計與實現[J].艦船防化,2009(3):40 -46.
[10] 周靜,田文鶴.壓力傳感器信號調理模塊的設計與實現[J].儀表技術與傳感器,2011(1):11-12,51.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
