Profibus通信技術在精細化工生產控制中的應用
2013-09-20 07:11:54李若明
自動化儀表 2013年5期
李若明
(康寧(上海)管理有限公司亞太工程部,上海 200433)
0 引言
隨著計算機技術、網絡技術和通信技術的迅速發展,通信的方式和結構呈現多樣化的發展趨勢,信息傳遞的實時性和正確性有了很大的提高,而且在傳輸距離和數據的可靠性方面也得到極大的改善。通信技術的發展導致自動化系統發生了深刻變革,信息技術正在迅速滲透到生產現場的設備層[1],其中在工廠生產控制系統中已經得到廣泛應用的Profibus通信方式也有了很大的發展。作為工業控制行業的標準通信技術之一,Profibus通信技術得到了絕大多數DCS和PLC控制系統設備制造商的支持,其在遠程I/O站的控制設計中已經成為一種普遍的方案[2]。本文著重介紹了Profibus通信技術在馬達控制中心(motor control center,MCC)和現場防爆區域中的設計方案和應用的實例,為Profibus技術在應用領域的發展提供了有力的證明。
1 Profibus通信技術簡介
現場總線技術是實現現場級設備數字化的工業現場底層網絡通信技術,具有較強的現場信息集成能力,組成的系統可靠性高、可維護性好,且總線協議是開放的。在現有的各種現場總線中,Profibus總線占有很大的市場份額[3]。Profibus是一種國際化、開放式、不依賴于設備生產商的現場總線標準,它與RS-485通信的不同之處在于其數據包的結構和通信協議[4]。Profibus傳送速度可在 9.6 kbits~12 Mbit/s范圍內選擇。當總線系統啟動時,所有連接到總線上的裝置應該被設成相同的速度。
Profibus廣泛適用于制造業自動化、流程工業自動化和樓宇、交通電力等其他自動化領域[5]。Profibus是一種用于工廠自動化車間級監控和現場設備層數據通信與控制的現場總線技術,可實現現場設備層到車間級監控的分散式數字控制和現場通信網絡,從而為實現工廠綜合自動化和現場設備智能化提供可行的解決方案。Profibus協議結構是根據ISO 7498國際標準,以開放式系統互聯網絡(open system interconnection,OSI)作為參考模型。按照功能不同,Profibus主要分為DP、PA與柔性制造系統(flexible manufacture system,FMS)三個主要組成部分[6]。近年來,隨著工業以太網的發展,FMS已淡出市場。Profibus-PA主要用于直接連接現場的智能儀表和閥門,它的使用代表了現場總線技術的高端應用。它可以替代傳統的遠程I/O站,實現控制功能,是 Profibus-DP向現場的延伸[7],是采用Profibus的通信協議和最適合現場儀表的傳輸技術。本文主要討論的是Profibus-DP的應用。
2 精細化工生產中的應用
2.1 實例項目簡介
本項目為某美國材料企業在上海全資投資的一個精細化工工廠,其主要生產產品為膠水原料。該原料被廣泛應用于該企業的下游產品的制造過程。此工廠是一個比較典型的精細化工企業,其工廠區域主要由倉庫、罐區、生產大樓以及辦公大樓組成。根據設計要求,工廠的罐區和生產大樓被定義為防爆區域1區,而本工廠的中央控制系統、MCC機柜和現場操作員使用的控制屏都位于生產大樓中。康寧(上海)管理有限公司所屬的美施威爾工業自動化(上海)有限公司作為控制系統和MCC設備的供貨方,負責全廠生產控制系統、MCC設備和工廠空調通風系統的設計、安裝和調試。該項目的主要工作內容為:控制系統和MCC設備的盤柜設計、現場遠程I/O站和操作屏的設計以及各子系統間通信方式的設計(尤其是控制系統和MCC設備間的通信)。
本控制系統是以西門子的PCS7系統為基本框架構建而成的。按照設計要求,最終控制系統網絡架構如圖1所示。
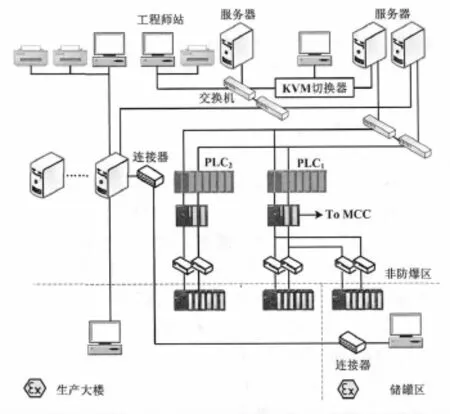
圖1 控制系統網絡架構圖Fig.1 Network architecture of control system
2.2 電機系統控制中的應用
常規馬達中心的控制是由DCS通過硬接線的方式實現的,這種方式的最大缺點是需要大量的電纜。這既占用了較大的空間,又增加了配管和電纜橋架施工的工作量,同時也增大了由于接線錯誤而產生錯誤點的幾率,最終給以后的維護工作帶來較大的不便。此外,該做法的人工和材料成本較大。針對以上缺點,設計人員開始在一些項目中使用通信的方法來進行MCC的控制。開始時,通信技術并不非常成熟和穩定,傳輸數據的速率也比較低,達不到控制實時性的要求。因此,常利用通信來傳輸一些模擬量的信號,如變頻器的速度設定和轉速反饋等。近年來,隨著網絡通信技術的快速發展,通信的穩定性和實時性得到了很大的提高,應用的范圍和規模在不斷地擴大[8]。
在本項目的設計中,MCC的控制都通過Profibus-DP來實現,DCS對MCC的控制沒有使用一根硬接線,只需要一根Profibus通信電纜,就能完成所有的控制要求。本項目中的MCC設備選用的是西門子的低壓控制產品SIMOCODE(一般電機的啟停、保護和診斷)和變頻器MM440(變頻電機的啟停、保護和診斷),它們都支持以Profibus通信方式實現遠程設定和啟停控制。
在此設計中,需要介紹一下Profibus中繼器的使用。一般來說,中繼器起到放大信號和增加傳輸距離的作用,但在本項目中使用到其另一個非常有用的網絡分段功能,這個功能常常被大家所忽視。當然這兩個功能不同,安裝的位置也不同。安裝在控制器柜中的為分段功能,而安裝在中間過渡柜中的就是中繼功能。因為Profibus在通過中繼器后會形成一個獨立的新的網段,所以使用一個中繼器就等于產生出一個新的Profibus網段,新舊網段間彼此獨立互不影響,而中繼器之間使用串型連接,從而連接起整個Profibus網絡。通過對單個中繼器的操作,可以實現通斷其中的一個或多個網段工作,但并不影響其他網段的正常工作,這種設計方式的應用為單個區域的停車維護提供了可能。
西門子的DCS控制系統PCS7專門為SIMOCODE和MM440開發了編程模塊,只要填入相對應設備的Profibus讀/寫字節地址,就能方便地實現基本控制和診斷功能。此類模塊還帶有供操作員使用的標準操作界面,不需要額外的編程工作。但是此類模塊需要和PCS7配合使用,且需要另外購買。項目中有些MCC設備分為本地和遠程兩種啟動方式,通過在MCC設備中參數的設置可以完全實現啟動方式的切換。通過通信字可以將PCS7中的連鎖信號傳輸到MCC設備中,這樣在設備本地啟停模式中也可以實現連鎖功能。需要注意的是,在一些關鍵的緊急停車回路中,建議使用硬接線的方式來達到可靠性和實時性的設計要求;在設計時,要注意在同一網段中連接的設備需要加以限制,在長距離傳輸時可以適當降低Profibus的通信速率來保證傳輸的穩定性。
2.3 防爆區域控制中的應用
根據設計要求,罐區和生產大樓的控制點都位于防爆區域中,防爆區域等級為1區,防爆方法為本安(Exi)。常規的設計方法是將控制信號從位于防爆區內的設備連接到現場的防爆接線盒中,再從接線盒通過本安電纜從專用電纜橋架連接到中央控制室。這種方法也存在浪費電纜、增加錯誤點幾率和維護困難等缺點。在本項目的防爆設計中,選用了西門子本安遠程I/O站和ET200isp模塊。使用一個增安的不銹鋼防爆接線箱(Exe),可以將ET200isp直接安裝在靠近控制點的防爆區域內;而本安遠程I/O站與中央控制系統僅用兩根Profibus通信電纜(冗余系統)連接,用來傳輸控制指令和現場數據。該遠程I/O站中安裝的所有輸入輸出卡件可以直接連接現場的本安信號,其集成了一般I/O卡件和安全柵的功能,大大節約了安裝空間,減少了柜內的跨接線,為維護人員提供了極大的方便。回路出現問題時,維護人員只需檢查從現場設備到防爆箱的那一段線路,其他的線路只要保證遠程I/O站與DCS控制系統的通信正常即可。ET200isp的電源模塊為防爆箱的所有卡件和控制回路提供防爆的電源,用戶只需要接兩路24 VDC(冗余)電源到防爆箱即可。在該方案中,西門子提供了一個RS-Coupler的設備,通過該設備將一般的Profibus通信方式轉化為本安的Profibus通信方式,在通信電纜硬件上的區別僅是需要使用本安的Profibus通信接頭來代替原來的一般接頭,電纜仍使用一般的Profibus通信電纜。
本方案的最大優勢是節約電纜,特別是成本和要求很高的本安電纜。一般的I/O模塊和安全柵的有效結合也使卡件直接安裝于防爆區域和連接現場的防爆信號成為了可能。
3 應用實例中的問題和缺陷
Profibus通信技術在本項目的控制系統網絡設計中占有重要地位,它的有效應用體現了網絡通信技術在現代控制系統中的發展和進步[9],但是由于其屬于比較新的技術,應用的實例并不很多,而且領域也并不廣泛,所以在實際應用過程中還存在不少缺陷和值得改進之處。
在本項目的實際應用中,Profibus主要存在以下三個主要問題。
①Profibus通信采用的是總線型連接方式,但在實際應用中還是一段一段的串型連接,中間只要有一段線路出現故障,則所有在此故障點以后的節點都會無法正常通信。
②西門子的MM440變頻器需要外加Profibus通信接口,其在與本身變頻器進行連接時存在不容易完全匹配的問題,長時間使用,接口部分容易損壞。在軟件方面,Profibus通信的一些參數在掉電的情況下也容易丟失。
③由于Profibus通信網絡不能容納過量的通信錯誤,所以遠程I/O站的熱插拔功能比較薄弱,只有一些特定位置的卡件可以在線更換,而且一次不能多于一塊,這是Profibus目前存在和無法解決的最大問題,其必然會增大在線維護和查錯的困難。
以上三點是主要的問題,當然還存在一些其他的問題,如本安卡件類型單一、驅動能力不足和通信地址更改麻煩等問題。
4 結束語
本文通過一個精細化工工業中的Profibus通信技術應用實例,描述了該技術的特點、優勢和不足之處,從本文的敘述可以看出,Profibus通信技術發展快速應用范圍不斷擴大。但是在其發展過程中,除了在Profibus-PA方面需要大力開發外[10],在解決通信故障方面也有很多工作需要完成,希望通過大家的努力,盡快使該技術得到補充和完善。
[1] 陽憲惠.現場總線技術及其應用[M].北京:清華大學出版社,1998:11.
[2] 毛哲.基于 Profibus現場總線的 PLC通信[J].自動化儀表,2004,25(10):31 -33.
[3] 李正軍.現場總線與工業以太網及其應用系統設計[M].北京:人民郵電出版社,2006:21-22.
[4] 于浩洋.Profibus現場總線概述[J].自動化與儀表,2002(2):9 -10.
[5] 宋明中,馬昕霞.Profibus現場總線及其應用技術[J].自動化與儀表,2004(6):22-23.
[6] 潘曉寧,郝曉弘,張振武.Profibus-DP工控網的通訊原理[J].電氣傳動,1999(5):25-28.
[7] 洪錦,張永德.現場總線Profibus-PA關鍵技術研究及產品開發[J].自動化儀表,2005,26(5):8 -9.
[8] 鄭卓,張東,劉旭東,等.Profibus和Profinet在工業鍋爐監控中的應用[J].自動化儀表,2010,31(3):38 -40.
[9] 陳國平,郭鑫.Profibus總線分析儀的設計[J].自動化儀表,2007,28(12):29 -30.
[10] 孫鶴旭,李艷萍,梁濤.基于Profibus-PA的差壓變送器通信接口設計[J].自動化與儀表,2010(12):15-16.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
藝術啟蒙(2018年7期)2018-08-23 09:14:18
電子制作(2018年11期)2018-08-04 03:26:08
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
工業設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2015年12期)2015-04-09 06:57:00
