提高預舾裝率的工藝工法研究和應用
2013-10-08 08:52:36翁國忠
江蘇船舶 2013年2期
朱 彬,翁國忠
(1.南通潤邦工程裝備有限公司,江蘇南通226255;2.無錫市興隆船舶有限公司,江蘇 無錫214200)
0 引言
隨著中國造船業在世界造船工業的影響力增大,船舶制造業成為我國工業發展的主力軍之一。但是,我國船舶制造業在許多方面與國外先進國家相比仍存在諸多不足和差距,不僅僅是設計方面,工藝工法方面也不例外。中國船舶工業總公司提出“轉模”以來,從生產實際出發,通過“殼舾涂一體化”、“設計、工藝、管理一體化”的先進思想觀念,以中間產品為導向,按階段、按區域組織生產,對船舶工業的發展起到了深遠、積極的影響。本文主要介紹實際生產建造過程中,通過這種先進的思想運用取得的實效。
1 工序前移
在最初進行生產設計時,各專業相對比較獨立,在各自的區域范圍內,形成各自的圖紙。雖然按區域、按階段形成施工圖,但專業界面劃分相對獨立和封閉,不能很好地起到專業協調作用。工序前移的理念就是“高空作業平地做,封閉作業敞開做,總組作業分段做,分段作業小組做”,這種工序不斷前移的理念必須在施工設計階段得到充分體現。工序盡可能地前移,可以在保證效率優先的同時,管理體系、安全體系均能得到保障。
為了進行工序前移,船廠對生產管理體系要進行優化和改造。對生產管理流程要重新梳理和定位,實行定置管理,區域管理,打破傳統的專業分工,組成復合型施工隊伍。將船體結構的裝配工、舾裝作業工種、管系安裝作業工種(管工)等結合、整合起來,形成多面、立體、復合作業體系。同時,管理工作也應因勢而動。變單調地以專業分工為主的管理為以區域、階段為主的多樣化管理,在人力管理、勞務費管理、生產計劃管理上實行改革,以適應工序變化所帶來的管理、流程變化。
工序前移的目的是為了提高預舾裝率和生產方便性,因而,生產設計專業分工界面應進行重新劃分和整合。與此同時,按照設計的圖紙,對應于按區域施工的原理使生產和管理分工、界面重新劃分和界定,以適應設計圖紙的管理要求。
在船舶分段劃分策劃階段,就考慮專業界面及復合性分工。按區域性施工原理,策劃形成區域圖,并就區域劃分圖,形成生產設計人員的重新劃分和分工。50 000~80 000 DWT散貨船生產設計時,以機艙前壁為界面,向艏部的貨艙和艏部劃為一個大的區域。貨艙部分的所有的專業如船體結構、鐵舾裝、管系、電舾裝等,各抽調專業人員組成甲板、貨艙區域生產設計小組,結構部分為單獨專業,而將管系、電舾專業人員劃分進鐵舾裝專業,形成大舾裝專業的概念,并按此概念進行設計和出圖。人員重新組合后,由單獨的專業區域主管統一協調各專業設計矛盾。這樣形成的圖紙,不僅滿足了生產計劃的要求,同時也滿足了涂層性能標準PSPC要求,甲板面的焊接對油漆的損害幾乎為零,提高了施工效率和預舾率。將頂邊艙分段甲板上的欄桿、風暴索復板、多芯管支架、電纜管、消防管、電纜箱、帶纜樁(防滑點)、導纜孔在分段制作時全部安裝到位,減少了船臺工作量和油漆的破壞面積。
分段劃分時,在貨艙艏艉橫艙壁部位的橫向大接縫均劃分成靠近橫壁或橫向強結構150~250 mm之間。這樣劃分的好處是依靠橫向強結構,大接縫焊接后變形少,但缺點是靠近合攏縫有無數個散裝構件,如肘板等。這種分段劃分在破壞油漆的同時,給施工帶來很大的困難。另外,也不利于管理,如散裝件的物料管理,會因為散裝件送料不及時或缺少而造成工效低下,甚至造成質量事故。為了減少此類事故發生,在分段劃分時,考慮將這樣的橫向大接縫適當遠離橫艙壁,這樣可減少大合攏件電焊對油漆的破壞面積和大合攏散裝件的安裝,從而減少焊接的工作量以及減少搭載大合攏的工作量。
2 單元、模塊化設計
造船業的加速發展,船舶單元預舾裝技術深入研究與應用,是提高造船質量,縮短造船周期,提高造船預舾裝能力施工手段之一。舾裝項目繁多,作業面廣,工程量大,多工種同時施工、相互交叉。把舾裝工程與船體平行建造,或提前建造,改變幾十年的舾裝施工方法,形成一個多元化流水作業的舾裝工藝流程,這是推進轉模深化和推廣單元、模塊化設計目的。
近幾年公司造船總量不斷擴大,新的舾裝技術不斷應用和創新,其中單元、模塊化舾裝的采用對產品的質量和縮短造船周期產生了深遠的影響,從而公司開始投入了大量的人力、物力對單元、模塊技術研究與應用全面開展。現在所建造的57 000 DWT散裝型貨船,因原有設計沒有考慮單元預舾裝,按傳統造船方法設計,大部分管舾件、鐵舾件在船體成型后才開始到船上施工。這樣不但提高了成本、延長了造船周期,同時造船質量難以控制。在后續船上,根據實際情況,部分區域優化設計成單元模塊,如:機艙底層模塊、發動機單元、中央冷卻器單元、滑油冷卻器單元、低溫淡水泵單元等。
經過實船安裝和實踐應用,各項指標都達到了預想的效果,并得到船檢、船東認可。而且僅這幾個單元,過去船上散裝施工需要3~4周時間,現在從制作到安裝只需要1周時間。57 000 DWT散裝型貨船單元設計所產生的良好效果,為大面積單元應用提供了各項準確的數據和依據。在隨后建造的82 000 DWT散貨船上,全面推行了單元模塊設計技術,擴大了單元設計范圍,形成總量舾裝施工。在82 000 DWT散裝貨船上,把為發電機服務的管子、閥件等設計成一個大型區域性單元,組成一體,在車間內制作完成,整體吊到船上。過去該區域船上散裝施工需要30~35天才能完成,現在從車間制作到船上安裝10~15天就可以完成。82 000 DWT散貨船上,又增加了單元設計數量,如:造水機單元、鍋爐燃油單元、高溫淡水泵單元等,并形成了一定的規模。在機艙區域,設計和制作各種類型單元30多個。機艙底部區域,采用整體設計及整體建造方法,在車間整體建造,然后分成5~8塊運往船上安裝,單元的重量從幾噸到十幾噸不等。過去這些單元里的設備、管子、管附件等在船上散裝施工需要3~4個月時間完成,現在這些單元從制作到船上安裝1個月左右時間就可以基本結束,提高效率3~4倍。從這些數據可以說明,模塊化舾裝造船技術是今后造船必走之路。
隨著船體建造工藝流程的改革,總組正轉,總組合攏的工藝建造方針的大量應用,也給模塊化舾裝創造了條件,如:
(1)把發電機及周圍舾裝件作為一個模塊設計施工。這個塊在上船臺(船塢)之前,將舾裝工事基本施工完成,形成一個發電機模塊。
(2)總組正轉作為舾裝模塊設計施工是一種新的預舾裝手段。在總組正轉階段把這個總組區域里所涵蓋著各種單元、設備及其他舾裝件全部施工結束,然后再進行船臺(船塢)合攏。這種施工縮短了船臺(船塢)舾裝時間,保證了殼、舾、涂一體化實施,進一步提高了預舾裝率。
單元、模塊化預舾裝將使船上作業車間化,減少了仰面作業,減輕了工人勞動強度,改善了工作環境;工序質量易于精確控制,節省了人力、工時、材料;可以防止船上散裝設備損壞等,因此單元、模塊化施工是向縱深發展預舾裝造船技術之一。
為提高單元制作速度和制作質量,縮短單元制作周期,首先要研究單元、模塊制作新方法,要向單元、模塊標準化方向發展。如:凈油機單元,在不同類型船上,選用同類型產品,單元就可以采用相同制作方案,這樣就可以大大縮短制作周期。其次要擴大單元制作場地,建造組合式整體單元。如:機艙底部所有的單元,可以在能容納機艙底部單元組合在一起的廠房內進行建造,單元不需每個獨立制作,整體組合建造。這樣建造不但節省了專門的工程圖紙,工人識圖容易,而且施工方便,施工速度快,質量容易控制。整體建造好后,再根據吊裝運輸的可能性及船上安裝要求工藝順序,切割成若干塊,吊到船上按序安裝。這是今后比較理想的單元制作和舾裝方法,這樣建造舾裝完整性好,節省材料,節省人力和工時,整體組合建造比每個單元獨立建造可以縮短(30~40)%時間,大大提高了單元建造速度。單元標準化和整體化建造是今后要實現的目標。
結合企業自身和產品的特點,不斷規范單元、模塊建造技術和優化單元、模塊的加工、制作標準,使單元模塊的加工、制作更完整,提高成品化和商品化程度。按單元、模塊的特點,建立標準單元、模塊加工、制作專業化生產線。
3 托盤化管理
托盤化管理是單元、模塊制作過程重要的技術保障之一,托盤化是現代造船模式中生產設計的重要環節。根據生產體系和流程通過對材料的分類,按需要分成各個不同生產階段和區域的固定格式的托盤表格,并將圖中所涉及的所有材料、零件、組合件均編制入托盤表,車間或生產部門按照此托盤表進行組織生產。托盤表可分為大托盤、中托盤、小托盤。施工人員按圖施工,按托盤表領用材料或零件,減少了施工人員領料困難,便于查找。托盤化管理將圖紙、生產管理、倉儲管理、計劃管理有機地貫穿成一體,是生產設計更細化的表現形式之一,主要應用于舾裝專業、管系專業等。托盤化管理具體可分為制作圖和安裝圖。制作圖主要作用:制作圖對口部門為制作部門,制作托盤表為制作部門提供集配的依據和制作后部件的處理流向(例如:油漆、鍍鋅、酸洗等),所以制作圖中必須有相對應的制作要求和處理要求。安裝圖主要作用:安裝圖對口部門為安裝部門,安裝托盤表為安裝部門提供向制作部門領取成品部件或者外購件的依據。制作圖、安裝圖托盤表見表1、表2。
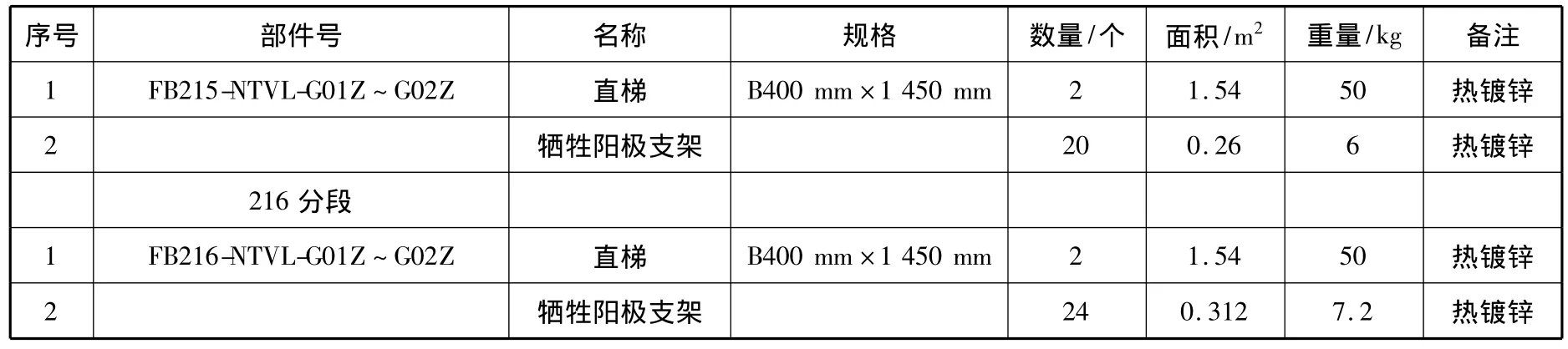
表1 制作部件托盤表

表2 安裝部件托盤表
4 效益分析
工序前移、單元、模塊作為一種工藝措施,目的在于通過改變完善生產過程的條件,減少了舾裝件及它們在船上散裝相互連接的工作量,使安裝工作更趨完善化、專業化。大部分舾裝工作移到車間內和總組進行,大幅度減少船臺和船塢的舾裝工作量。各種單元、模塊可以分散制作,這樣可利用的施工場地多,加速了施工進度。施工階段的改變,避免了各工種相互干擾現象,大量工作在室內進行,能充分利用360°的空間,改善了施工條件,有了安全保障,保證了文明生產實施,施工者可以充分利用車間設備,施工質量易控制,施工速度得到了提高。尤其是機艙底部,區域性單元舾裝占機艙底部舾裝量95%以上,從過去散裝施工需要3~4個月完成的工作,現在25天左右時間就完成,提高效率3~4倍,收到了很大的經濟效益。在車間內施工費用,比總裝現場施工要低5~7倍。單元可在船體建造之前或平行進行,極大地縮短了船臺和船塢建造周期,也為殼、舾、涂一體化的完善創造了條件。
猜你喜歡
建材發展導向(2021年9期)2021-07-16 07:11:36
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34
電測與儀表(2015年5期)2015-04-09 11:30:52
西安建筑科技大學學報(自然科學版)(2014年2期)2014-11-12 13:04:54
