低壓缸汽封改造及內缸面開槽經濟性研究
2013-10-11 08:55:50吳紀
江西電力 2013年4期
吳 紀
(江西贛能股份有限公司豐城二期發電廠,江西豐城 331100)
0 引言
目前節能降耗是現在發展的趨勢,特別是受整體經濟形勢的影響,占各火電廠發電成本80%以上的煤碳價格不斷走高,國內各火電廠紛紛控制發電成本,把降低機組熱耗作為主要工作。而對汽輪機本體而言,有節能降耗空間的只有各蒸汽級間的內漏,降低汽輪機級間內漏方法除了消除汽缸中分面的間隙外,另一個重要手段就是對傳統汽封進行改造。
1 設備概述
某廠5號機汽輪機為上汽廠生產的引進192型機組,機組型號為N700-24.2/566/566。本機組為超臨界、一次中間再熱、單軸、三缸、四排汽凝汽式汽輪機。根據上汽廠提供的資料,整個汽輪機通流部份共48級葉片,其中高壓缸為Ⅰ+11級、中壓缸為8級、低壓缸為4×7級。高壓缸各級總的內功率占機組總功率的35.38%,中壓缸各級總的內功率占機組總功率的23.52%,A/B低壓缸各級總的內功率占機組總功率的41.11%。
2 改造前存在的問題
2.1 5號機改造前性能試驗數據
在2011年5月,某電力研究院對汽輪機進行改造前的性能試驗,試驗數據如下:

表1 改造前性能試驗測得機組性能
缸內效率對熱耗的影響:在660 MW工況下,高壓缸內效率為84.96%,低于設計值2.31%(設計值:87.27%),使機組熱耗增加37.30 kJ/(kW·h)。
中壓缸內效率為91.94%,低于設計值1.44%(設計值:93.38%),使機組熱耗增加29.58 kJ/(kW·h)。
低壓缸內效率為87.50%,低于設計值1.85%(設計值:89.35%),使機組熱耗增加60.86 kJ/(kW·h)。從上面的數據可以看出,低壓缸的效率降低對機組熱耗的影響最大。
2.2 實時監測系統內機組耗差對比
在2010年11月,通過康派系統(機組實時監測系統)內的耗差分析系統,對不同負荷的運行情況進行分析。

表2 改造前實時監測系統測得機組性能g/kW·h
從上面的數據可以看出,由于低壓缸內效率低,引起機組煤耗的增加達到了14.6~16.1 g/(kW·h),所以對低壓缸的改造是勢在必行。
3 汽輪機低壓缸蜂窩汽封改造及低壓內缸面開槽
3.1 改造前低壓缸解體情況介紹
A、B缸間隙如圖1、圖2所示。
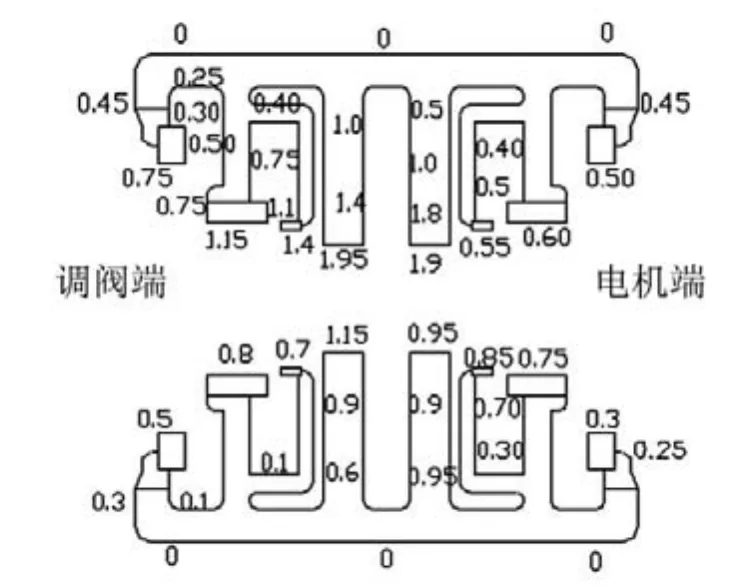
圖1 A缸間隙
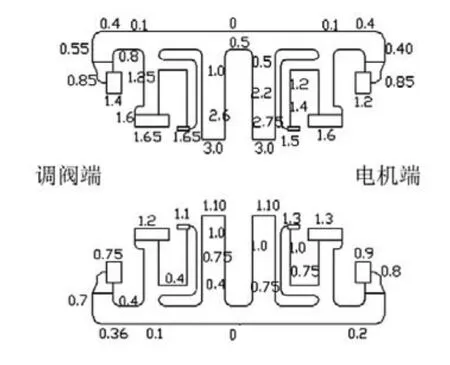
圖2 B缸間隙
汽輪機原來安裝的汽封為普通的梳齒形汽封,在低壓缸部分的汽封全部為平齒汽封,就是說低壓轉子與汽封配合處全部為平的,汽封齒成只有一排平齒。在對汽缸大修解體時發現,低壓缸的汽封齒磨損嚴重,而且磨損不均勻,有的地方汽封齒已經磨平,而有的地方汽封齒卻基本沒有碰到。由于低壓內缸的嚴重變形,整個內缸成了一個橢圓形。低壓內缸缸面在緊全部螺栓后發現最大間隙A缸有1.95 mm、B缸有3.0 mm間隙。
在低壓缸解體時,低壓內缸進汽有間隙的部位明顯有漏汽。從以上分析出情況可以看出,5號機低壓缸效率低的原因:一是低壓缸汽封磨損嚴重;二是低壓內缸缸面的間隙大。
3.2 蜂窩汽封與傳統梳齒汽封對比
3.2.1 傳統梳齒汽封的特點
1)傳統梳齒型汽封的不足之處:路徑還不夠曲折,對氣流的阻礙作用不夠強。氣流通過每個高低齒時體積膨脹得很快,沒有形成必要的膨脹阻力。
2)在安全上,由于材質是1Cr13、2Cr13及15CrMoA,所以汽封間隙不能設計的太小,一般高壓側0.35~0.45 mm、中壓0.45~0.5 mm、低壓部分0.5~0.7 mm、葉頂1.2~2.5 mm、隔板0.75~1.1 mm。間隙過小,當發生動靜碰磨時機組易發生振動。
3)這種類似琴片式的小齒,在當氣流以很高的動能和內能(壓力、速度、和溫度)通過時還容易發生氣流的激振使汽封塊發生抖動,甚至發出刺耳的鳴叫聲。
鑒于上述的情況,所以汽封間隙就不能設計的比較小,通流漏汽也就是自然的,也就引出了一系列其它問題,如真空度不夠、不凝氣增多等。
3.2.2 蜂窩汽封特點
高低齒式蜂窩汽封是蜂窩技術和迷宮汽封的完美結合,其密封效應是迷宮效應和蜂窩效應的綜合組成,具有高效性、穩定性和安全性,主要設計思想是在原疏齒結構中,保留高齒,在低齒地方用蜂窩帶填滿。這些規整的蜂窩,都是經過特殊工藝處理的。材質是哈斯特鎳合金。這種合金有著比常規汽封環材料更好的耐磨性。由于厚度只有0.10 mm,不會對轉子造成損害。
該結構有以下特點:
1)高齒依然保留,起節流密封效果,而氣流經節流降壓后進入蜂窩區,進一步加大密封作用,兩種密封技術綜合應用,起到最佳的效果。
2)設計中,蜂窩帶加工成比原來的低齒高出一部分,即軸先同蜂窩接觸而不同高齒接觸,從而保護軸不被磨損。
3)在安裝過程中,由于高齒高度大于蜂窩帶,避免了蜂窩帶被異物撞擊損傷。
4)在高壓側,最外邊高齒起到了保護作用,防止了工質對蜂窩帶邊緣的沖刷傷害。
5)由于汽封帶使用了蛤斯特鎳基耐高溫合金制作,厚度只有0.10 mm,經過熱處理后有較低的硬度,不會對與其接觸的轉子產生磨損,且汽封蜂窩帶在高度方向有較高的強度,與轉子接觸時不會被壓潰。
6)蜂窩汽封比傳統汽封減少漏流50%~70%;也就是說,同樣的間隙下,蜂窩汽封漏流小。
7)蜂窩汽封使用壽命為10年,滿足機組運行要求。
由于蜂窩汽封密封效果好了,如果作整機改造汽輪機效率可提高1%~2%,是十分可觀的。
3.3 改造范圍及過程控制
3.3.1 改造范圍
由于蜂窩汽封密封效果好,對兩臺低壓缸全部汽封進行蜂窩汽封改造,包括5號機低壓A、B缸的葉頂汽封和隔板汽封總共48道。
3.3.2 改造施工工藝控制
為了提高改造的質量,請具有相關改造資質和技術的廠家進行改造。改造前簽定改造的技術協議,對改造的技術細節做了規定,要求:1)蜂窩汽封的蜂窩帶之間的焊接材料必須全部采用進口件,廠家應提供進口材質的相關證明文件;2)蜂窩帶的釬焊及熱處理必須由有資質的人員完成,完成后必須100%進行光譜分析及硬度檢測,并提供相關證明文件。
為了保證達到改造效果,對低壓汽封的間隙標準也做了規定,要求蜂窩汽封最后驗收標準為:廠家汽封間隙的下限為上公差,廠家下限-0.10 mm為下公差。全部汽封間隙在研磨及驗收的時候汽缸螺栓必須全部按扣缸的標準緊固螺栓,以消除汽缸變形對汽封間隙的影響。
3.4 低壓內缸缸間隙進行開槽加盤根處理
在揭低壓內缸的時候發現,低壓內缸缸面在緊全部螺栓后發現最大間隙A缸有1.95 mm、B缸有3.0 mm。消除此間隙的方法有3種:1)將低壓內缸返廠,由廠家重新對缸面進行加工,但這樣低壓內缸下焊接的抽汽管全部要割除,施工難度很大且費時;2)對有間隙的地方補焊再磨缸,由于廠有間隙的位置太多,工期會太長;3)在現在有間隙的缸面用專用小型銑床對低壓下缸缸面開一條槽,槽寬全部為8 mm,槽的深度根據此處的間隙不同而不同,最長的低壓內缸進汽口處達到了935 mm,全部有間隙處都開了槽。
圖3為汽缸開槽位置及尺寸。每個缸開了4×4條槽,在槽里加裝帶鋼絲的8×8 mm石墨盤根。磨汽封時將盤根裝上,檢查壓緊的效果后,正式扣缸時換上新盤根。
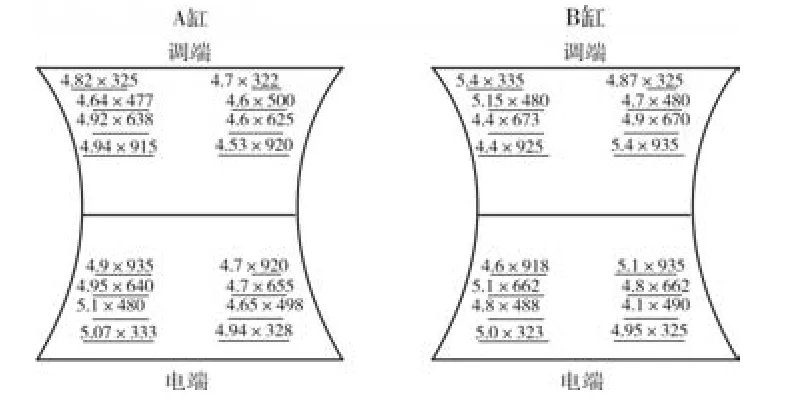
圖3 汽缸開槽位置及尺寸
4 改造結果及經濟分析
2011年進行了5號機低壓缸蜂窩汽封的改造工作,檢修完成后及時聯系了某電科院進行了機組性能試驗,試驗數據見表3。
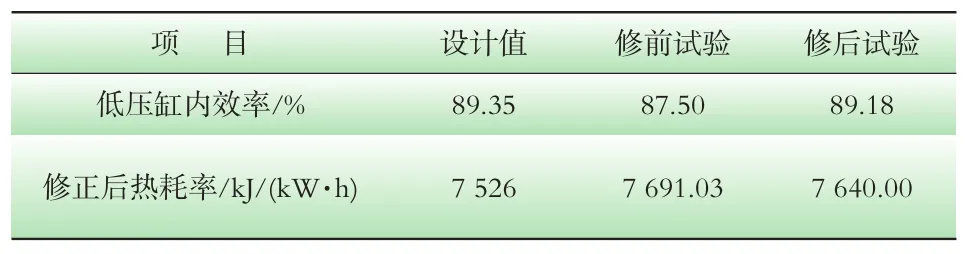
表3 改造前、后額定工況試驗結果比較
經過改造,5號機低壓缸內效率提升1.68%,熱耗率下降 51.03 kJ/(kW·h),折算供電煤耗下降2.01 g/(kW·h)。
從上面試驗報告中的煤耗數據可以看出,改造后降低煤耗2.01 g/(kW·h),年單機發量按30億kW·h計算,標煤單價按1 000元/噸(0.001元/g)計算,則通過改造后年節省發電成本為
2.01×30 ×108×0.001=603(萬元)。
5 結束語
從上面的改造經濟效益數據可以看出,改造后效益是可觀的,而改造過程中所需的改造費用不到200萬元,達到了節能降耗的效果。改造后機組運行平穩,首次開機也比較順利。
猜你喜歡
能源工程(2020年5期)2021-01-04 01:29:00
甘肅教育(2020年14期)2020-09-11 07:57:42
中學生數理化(高中版.高考數學)(2020年5期)2020-06-02 09:19:08
商周刊(2017年9期)2017-08-22 02:57:49
廣西電力(2016年4期)2016-07-10 10:23:38
工業設計(2016年4期)2016-05-04 04:00:23
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國衛生(2014年11期)2014-11-12 13:11:32
機械制造與自動化(2014年1期)2014-03-01 04:21:47
河南科技(2014年24期)2014-02-27 14:19:40