油石預磨機床設計
2013-10-11 03:11:48隋善勇
哈爾濱軸承 2013年2期
隋善勇
(哈爾濱市城鄉建設委員會,黑龍江 哈爾濱 150070)
1 前言
軸承超精研磨機床是使用油石作為磨削介質進行超精研磨加工。操作人員往往只在砂紙上隨便磨幾下油石就用于軸承溝道(滾道)的超精研磨,主觀上寄希望于油石的材質偏軟,在超精研磨的過程中能夠自動修整成形。實際上這樣預磨的油石危害性非常大,在超精研磨過程中容易衍生出缺陷。比如,油石預磨后的形狀與溝道幾何形狀相差過大,輪廓不能較好地與溝道吻合,甚至帶楞帶角。局部受力的油石在超精研磨時,壓力容易應力集中將油石壓碎,飛濺的油石碎塊會再次擠入受力的接觸區域,由于油石碎裂這種狀況,局部的溝道(滾道)區域就會因為失力而研磨不到溝道(滾道)的邊緣,留下砂輪花,直接影響超精研磨的技術指標。此外,砂紙上的砂粒結合力較差,是非常容易脫落的,如果在磨的過程中吸附到了油石接觸表面,砂粒不會主動清潔掉,會越嵌越深,就會在加工過程中劃傷工件,使溝道(滾道)在超精加工后產生絲子和蝌蚪痕。
由于超精研磨是軸承生產過程中的重要工序,過程復雜,返修率較高,公認為軸承生產流程的技術瓶頸。尤其近些年來,顆粒硬度較高的新型油石磨料的應用、性能指標不同的進口油石的應用、還有大表面積接觸的油石的應用、新型智能軸承超精研磨機床壓力參數的自動調整等等因素,將油石的預磨問題逐漸提升到了技術研究的層面上。通過對軸承超精研磨的過程工作狀態的觀察,對油石的預磨原理進行了深入研究。
2 現有機床現狀
油石預磨機床在國外軸承行業使用普遍,某進口油石預磨機床(圖1)通過使用發現,采用砂輪去給油石預磨,會基本杜絕嵌入油石的沙粒,這是該機床的可取之處,但是砂輪結構只能夠預磨固定半徑的的油石,形成凹坑,局限了磨削功能,即,只能磨削內套圈油石,不能夠磨削外套圈油石,加工范圍較為單一。
3 預磨機床的工作原理設計
在超精研磨工作中,油石經過正壓力擠壓在溝道(滾道),產生了摩擦力,這種摩擦力在油液潤滑的基礎上,油石自身的磨粒會逐漸磨損脫落掉。最后,油石和溝道(滾道)在接觸區域會完全吻合。油石預磨工作模擬形成油石與溝道的接觸區域和軸承的溝道(滾道)相同的表面形狀、曲率的研磨表面,待二次裝夾在超精研磨的機床上,預磨加工的油石就可以用于超精研磨。
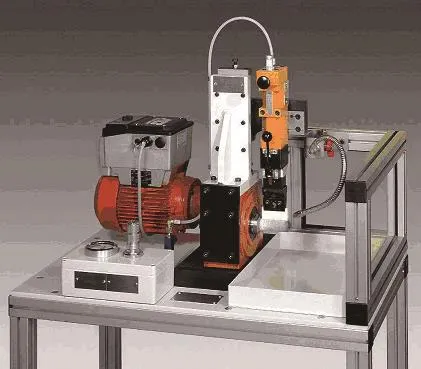
圖1 某進口機床實物圖
3.1 磨削內、外溝(滾道)的油石原理
內、外溝(滾道)的油石依靠砂輪自身旋轉和油石夾導軌繞軸旋轉去除材料的方式(圖2、圖3),砂輪和油石夾導軌的旋轉在軌跡上已經擬合了內外溝(滾道)的直徑在油石形狀上的材料去除,磨削出的油石二次裝夾在超精研磨工作的油石夾中,即可使用。
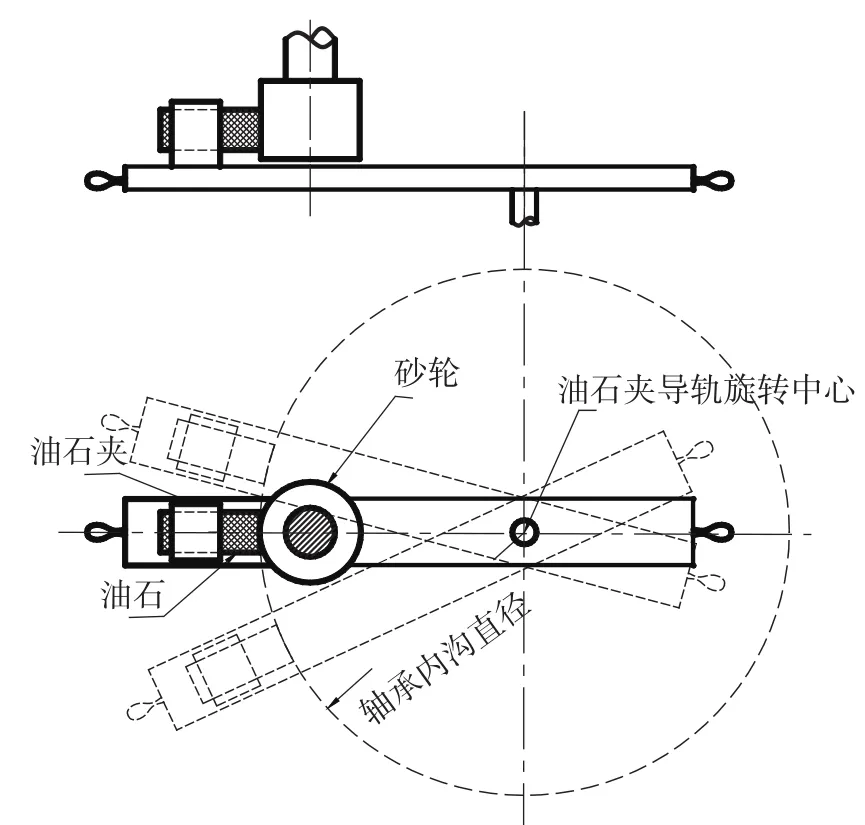
圖2 內溝(滾道)油石磨削原理

圖3 外溝(滾道)油石磨削原理
3.2 磨削球軸承的溝曲率R原理
球軸承的溝曲率R,也可以通過位置獲得,具體的方法是將油石旋轉90°,調節同一平面的砂輪自身旋轉軸線和油石夾導軌旋轉軸線的距離磨削后可以獲得。(圖4)。如果對油石的內外溝預磨結束后再對溝曲率R進行磨削,可以獲得復合的曲面,則這種曲面與球軸承溝道接觸區域實際形狀非常接近。

圖4 球軸承溝曲率R磨削原理
3.3 磨削偏心溝球軸承的溝曲率R原理
偏心溝球軸承的溝曲率R,通過調節油石夾的對稱性位置獲得偏心量e,或者采取導軌可以互換的固定偏心量的油石夾獲得(圖5)。

圖5 偏心溝球軸承溝曲率R磨削原理
3.4 機床的結構設計
預磨機床增加了可以繞軸線轉動的油石夾導軌(圖6),并保證油石夾旋轉的軸線與砂輪軸線始終保持同一平面(圖7 )。通過油石夾的裝配的正反方向可以分別進行內、外套油石修磨;導軌上配有位置標尺,通過調節油石夾在導軌位置可以磨削油石表面的曲率R,通過調節油石夾的對稱性可以磨出偏心溝道油石R。更換導軌的油石夾可以實現不同寬度油石的磨削。
預磨機床增加了可以沿Y軸前后移動的油石夾導軌支架;增加了可以使磨削砂輪沿X軸左右移動的固定導軌。機床砂輪系統可以沿X軸左右移動,油石系統可以沿X軸轉動。支架導軌可以沿Y軸移動,油石夾可以在油石夾槽內前后移動。預磨機床的結構簡圖見圖8 。
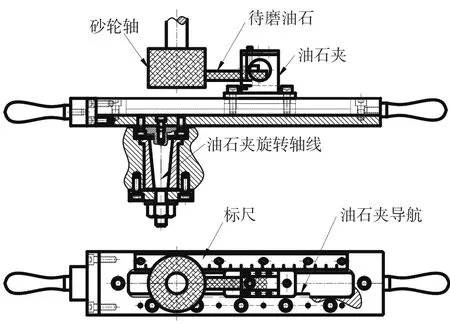
圖6 油石夾導軌的結構圖

圖7 預磨機床的結構圖
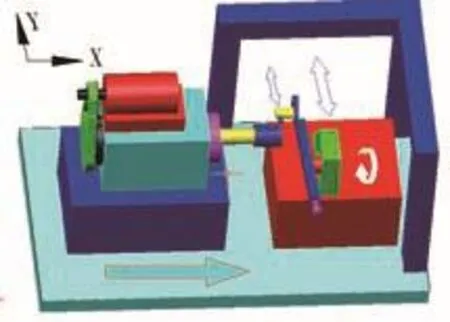
圖8 預磨機床的結構原理
另外,砂輪主軸安置在固定導軌上可以針對砂輪輪廓形狀、直線度用固定式的金剛筆進行修整,這樣對彌合在砂輪縫隙的油石粉也可以有效去除。另外,如果在主軸導軌上加裝氣動往復裝置,便實現了對油石表面的自動往復的磨削,提高了油石磨削的均勻性。支架上可以加裝的冷卻油潤滑系統對作業現場的進行排屑、降塵、提高被加工成品油石的表面質量。

表1 機床加工油石的范圍/mm
4 結束語
設計的油石預磨機床擴展了使用功能,改進了現有國外機床只能磨削內套圈油石,不能夠磨削外套圈油石的局限。機床對內、外套油石都能夠預磨。可加工外套圈直徑理論極限范圍為0mm-300mm、內套圈直徑范圍35mm-300mm、溝曲率R理論極限為1.0mm-150mm的任意表面的精研油石(表1)。尺寸靈活性大。金剛筆修整的砂輪的母線直線度、輪廓度高,加工油石的表面精度也相應提高。這樣,油石預磨機床就為軸承超精加工的效率和質量提升奠定了基礎。
