MZ208內圓磨床改造
2013-10-11 03:11:54張龍江陳立萍谷志勇
哈爾濱軸承 2013年2期
關鍵詞:設備
張龍江,陳立萍,谷志勇
(1. 哈爾濱哈軸精密軸承制造有限公司,黑龍江 哈爾濱 150036;2. 哈爾濱軸承集團公司 滾子制造分廠,黑龍江 哈爾濱 150036)
1 前言
內圓磨床MZ208是專業磨削軸承套圈內圈內圓的設備,受設備功能的設計加工特點約束,無法加工短圓柱軸承外圈擋邊工序,為減少資金投入(再購進擋邊專業設備),實現一機多能的目的,并盡快形成批量生產能力,滿足市場需求,對MZ208設備進行改造,用來加工短圓柱軸承外圈雙擋邊的一次磨削。一方面,通過對原設備的電器控制系統改造,實現設備加工擋邊工序的機械自動;另一方便,通過改造砂輪修整器,實現砂輪端面修整和外徑修整功能,以保證短圓柱軸承外圈雙擋邊一次切削加工下的雙擋邊平行度及寬度的工藝要求;另外,通過加裝設備往復定位裝置,是設備由原來的換位運動方式改為定位運動方式,滿足加工產品加工精度的要求,產品一致性好且操作簡便。
2 電氣控制系統的改造方法
由于內圓磨床MZ208是上世紀六、七十年代的產品,它的控制系統是靠繼電器來分級完成的,該系統無法滿足短圓柱滾子軸承外圈擋邊的加工,因此將原電氣控制系統改造為PC80程控器,實現徑向進給磨削和砂輪的磨削,重新設定設備機械運動方式,如設定由原粗磨后修整砂輪改變為終磨結束后修整砂輪;終磨結束后床頭快退與往復臺退出動作之間延時1~2s,使砂輪有充足的時間退出磨削區,防止往復臺退出時碰撞套圈。改造后電氣控制系統工作穩定,故障率低,維修簡便,如圖1。
3 修整砂輪工作程序
(1)首先修整砂輪寬度。
(2)修整砂輪外徑。
(3)設備運行中采用終磨后退車修整砂輪外徑,一次一修。
4 修整砂輪寬度操作辦法
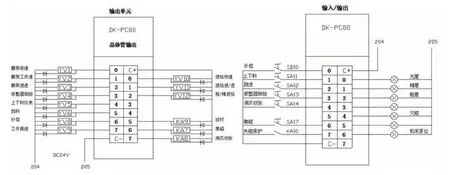
圖1 電氣控制系統原理圖
(1)選擇砂輪。根據待加工產品的擋邊寬度工藝要求尺寸,選擇砂輪,砂輪寬度修整前大于擋邊工藝要求寬度的2~3mm。
(2)先調整寬度修整裝置上的任意一側金剛筆,使其能夠將砂輪一側完整修到,注意不宜修整過多,為修整另一側砂輪預留余量。
(3)利用寬度塞規調整另一側金剛筆,使兩支金剛筆寬度達到工藝要求,然后進行砂輪另一側修整。
5 修整砂輪外徑操作辦法
砂輪寬度修整完成后,依然采用原MZ208設備修整砂輪外徑方式,進行外徑修整。
6 砂輪寬度修整裝置
砂輪修整器采用雙金剛筆同時修整砂輪兩側,修整器補償的功能仍然沿用原機構,微調由微調螺釘來實現,見圖2。
7 定位裝置及工作原理

圖2 砂輪寬度修整裝置
原往復臺運動方式為換向運動方式,無法加工外圈擋邊工序。加工定位裝置如圖3,將原來往復臺換向運動改為定向運動方式,加工產品時,利用頂桿調節砂輪與待加工產品擋邊的位置,頂桿可微調,當達到所需要的尺寸后鎖緊緊固螺栓。

圖3 往復臺定位裝置
8 工作原理與調整方法
砂輪安裝后,首先調整砂輪與修整砂輪寬度裝置的位置,見圖2。可采取砂輪軸軸向移動或砂輪修整器橫向移動,使待修整砂輪處于理想位置;下一步用擋邊寬度塞規做基準,分別調整金剛筆1與金剛筆2使兩支金剛筆的修整寬度與寬度塞規一致,然后鎖緊金剛筆,調整金剛筆3,使其長度超出砂輪寬度修整裝置端面,鎖緊金剛筆3。以上工作完成后,開啟砂輪軸手動進給修整器修整砂輪兩側端面,使砂輪寬度達到尺寸要求,同時消除砂輪兩側端面的軸向跳動,砂輪端面修整后,手動退出砂輪修整器至金剛筆3處與砂輪外徑的修整位置,手動移動往復臺修整砂輪外徑,消除砂輪的徑向跳動;砂輪修整完成后,將往復臺開進磨削區,采用切入式同時磨削兩側擋邊,利用定位裝置及微調,調整砂輪位置保證加工套圈的基準擋邊與套圈的基準平面之間的高度尺寸達到工藝要求。
為操作方便,防止工作各部互相干擾,將寬度修整裝置加裝在原修整器側面,與原修整器同步運動,防止碰撞,同時改造過程簡便,快捷。
9 結束語
整個改造是在原機床的基礎上,充分利用原設備各部件的工裝狀態加裝輔助裝置完成,安裝簡單,操作方便且成本低,通過改造實現了擴展原設備的加工方式,一機多能的目的。設備改造后已投入生產,在生產過程中效率較高,班產600件/臺,精度穩定,滿足了生產需要,節約了設備投入資金。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00
