精密鍛件的設計及生產應用
2013-10-13 09:04:40徐皓黃樂明黃昌文安徽安簧機械股份有限公司
鍛造與沖壓 2013年5期
文/徐皓,黃樂明,黃昌文?安徽安簧機械股份有限公司
精密鍛件的設計及生產應用
文/徐皓,黃樂明,黃昌文?安徽安簧機械股份有限公司
依據被精壓件的具體技術要求和所需設備工況,設計出合理的精壓模,并在實際的批量生產中得到了成功的應用,提高了勞動生產率,降低了生產成本,具有良好的經濟效益。

徐皓,鍛造車間副主任,主要從事各類鍛件的開發及相關模具的設計工作,擁有1項專利。
精密鍛造即精鍛成形技術,是指零件成形后僅需要少量加工或不加工就可以用作機械構件的成形技術,即制造接近零件形狀的工件毛坯。精密鍛造與傳統成形技術相比,減少了后續的切削量,降低了材料與能源的消耗,縮減了加工工序等。在鍛造生產中,為進一步提高模鍛件的精度和降低表面粗糙度,通常采用精壓的方法。精壓就是通過對鍛件金屬的少量擠壓,以獲得良好的尺寸精度和表面質量。精壓可以部分或全部代替切削加工。一般來說,精壓鍛件尺寸精度的公差可達±0.25mm,經過多次精壓可達到±0.10mm,表面粗糙度一般可降低到0.8~1.6μm。鍛件在經過精壓后表面層硬化,從而零件的耐磨性得到了提高。由此可見,精壓工藝可顯著提高生產效率和產品質量,降低生產成本,提高產品的市場競爭力。

圖1 鍛件模型
精密鍛件的設計及可行性工藝分析
如圖1所示是我公司為國外某公司新開發的鍛件毛坯件,材料為41Cr4(相當于我國的40Cr),硬度要求為255~310HB,單班產量為1500件左右。
該鍛件的毛坯圖如圖2所示,此鍛件要求兩端局部表面粗糙度Ra≤12.5μm,四個面相對的平行度小于0.3mm,鍛件在厚度方向上的公差要求控制在±0.3mm以內。分析此鍛件的特殊技術要求,初步有兩種可行性工藝方案:⑴兩端四平面進行機加工,但鍛件在設計時需增加兩端四平面的機加工余量。⑵兩端四平面采用冷精壓工藝。從降低鍛件批量生產和工裝模具制作成本的角度考慮,首選冷精壓工藝,因為這樣不僅可提高勞動生產率、降低生產成本,而且還可為公司帶來可觀的經濟效益。

圖2 鍛件毛坯圖
設備選型及精壓模的設計
精壓可以在精壓機、曲柄壓力機、摩擦壓力機或模鍛錘等鍛壓設備上進行(精壓應在精壓機或強有力的機械壓力機上進行)。首先,要計算鍛件精壓時所需的壓力。精壓時,一般變形速度較低,變形量也較小,其所需的壓力主要與變形材料的力學性能、變形溫度、變形物體與工具接觸面之間的摩擦及受力狀態等有關。其所需壓力可按下列公式作近似估算:

式中 P——所需的精壓力(N);
F——鍛件的精壓投影面積(mm2);
ρ——平均單位壓力(MPa)。
對于矩形零件,其平均單位壓力ρ的計算公式如下:

式中 σs——精壓材料的屈服點(MPa),可查閱有關手冊;
μ—— 摩擦系數,對于無潤滑劑與拋光的精壓壓板可取0.1~0.15,其余情況可查閱有關手冊;
a、b——矩形零件底面的短邊和長邊的長度(mm);
h——矩形零件的高度(mm)。
平均單位壓力ρ也可以根據經驗從表1提供的相關數據中選取。熱精壓時,考慮到精壓的溫度和變形抗力,故其所需要的平均單位壓力ρ可取為冷精壓時的30%~50%。通過對此鍛件所需精壓力的計算(P=ρ×F=3000×210=630kN),并結合公司現有的生產設備,最后冷精壓設備選定為300t摩擦壓力機。
在設計精壓模時必須考慮到以下幾個影響精壓精度的因素:⑴冷精壓時由于精壓面中心部分的金屬流動困難,故壓應力的分布極不均勻,中心高、邊緣低,這就使得精壓模模板與精壓件都產生不均勻的彈性變形,其拱起值f可達到0.3~0.5mm。⑵精壓件材料的強度越高,拱起值f越大。⑶精壓件受壓面的面積D與高度H之比越大,拱起值f越大。⑷精壓變形量越大,拱起現象越嚴重。⑸精壓模材料硬度越高,則其彈性變形量越小,拱起現象也就越不嚴重。綜上所述,宜采用淬硬性高的材料做精壓模,淬火后模板硬度在58~62HRC或更高一些較為適宜,故采用Cr12MoV制作精壓模。

■ 表1 各種材料在冷精壓時的平均單位壓力(單位:MPa)
在鍛件的設計中還必須充分考慮到精壓件的精壓余量,精壓余量應綜合零件的表面粗糙度、尺寸精度、幾何形狀、尺寸大小和材料等多種因素來確定。精壓余量的選取參見表2,精壓件公差值的選取參見表3。

■ 表2 精壓余量 (單位:mm)

■ 表3 精壓件公差值
精壓模的尺寸精度與加工表面粗糙度是根據鍛件的精度要求來確定的,一般來說,精壓模的尺寸公差取鍛件尺寸公差的一半,局部地方取3/4,表面粗糙度在0.2?m以下。
綜合以上相關因素最終設計出的精壓模具如圖3~6所示。

圖3 精壓模上模

圖4 精壓模下模

圖5 精壓模裝配簡圖
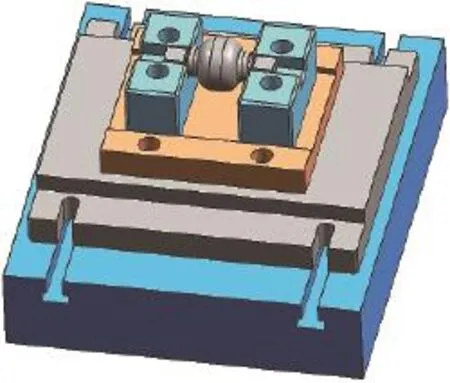
圖6 精壓模下模裝配模型

■ 表4 精壓后鍛件的檢測結果
實際生產中的應用效果

圖7 精壓后的鍛件
精壓工藝安排在表面清理(拋丸處理)工序之后,但精壓前需進行磷化處理或潤滑處理(因考慮到生產成本,實際生產中沒有對被精壓件進行磷化處理或潤滑處理,而是將精壓模具型腔的表面粗糙度提高,保證模具型腔的表面粗糙度Ra≤6.3μm)。精壓后鍛件的檢測結果見表4,精壓后的鍛件如圖7所示。
結束語
經過五六十年的發展,大量優質、高效、節能、省力的精鍛技術相繼出現,該冷精壓工藝也是在以前的工藝基礎上發展而來的,在國外該工藝也越來越多地被應用于汽車變速器、發動機齒輪和連桿等精密鍛件的生產中。本文中根據冷精壓工藝設計的精壓模結構合理,使用壽命可達到30000件左右,現已批量生產,每班次可生產1500件左右的冷精壓件,且冷精壓件的尺寸精度、平行度及表面粗糙度等均符合技術要求。該工藝模具結構簡單,更換方便,不但降低了生產成本,而且大大提高了生產效率。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39