三維機織預型件的織造技術
2013-10-14 01:15:48鹽城紡織職業技術學院紡織工程系鹽城224000
產業用紡織品 2013年4期
(鹽城紡織職業技術學院紡織工程系,鹽城,224000)
利用簡單織物與樹脂復合制作的二維聚合物基層合板(即二維紡織復合材料)應用于船舶已超過60年,用于航空有40多年,用于汽車、建筑物、橋梁等基礎結構也有近30年[1]。然而,二維紡織層合板生產周期長,加工復雜,抗沖擊損傷力和層間強度低,層間容易剝離或開裂,整體性差。為了克服二維層合板力學性能較差以及制造中的問題,人們研制開發了三維整體紡織復合材料。
三維整體紡織構件成型技術有機織法、針織法、編織法和非織造法。機織物設計方便、結構緊密、不易變形,穿過織物厚度的接結紗可以加固織物,減少分層的危險。三維機織復合材料可以制成復雜幾何結構的整體構件,減少零件加工、連接和材料消耗,制造簡單、成本低。三維機織預型件抗沖擊能力強,層間剪切強度高,抗彎曲疲勞性能好,其綜合力學性能優于二維層合復合材料[2]。
近年來,紡織復合材料在汽車、飛機、航天器等領域的應用從次承力構件逐漸發展到主承力構件[3]。利用機織方法直接織造出三維機織預型件是今后制作復合材料的發展方向之一。
本文主要討論三維機織技術,并簡要介紹三維機織物的性能和應用。
1 三維機織物
三維機織物是指由三個相互垂直方向的紗線構成的紡織制品。三維機織物的織造方法有三種:二維織造法、三維織造法、三維無交織織造法(Noobing)。三維機織物按其結構可分為下列四種:實心結構三維機織物(有多層結構、三維正交結構和角聯鎖結構三種);三維空心結構機織物(有表面平整和不平整兩種);三維殼體結構機織物,通過織物組合、差動卷取或模塑而成;節肢三維機織物(Nodal)[4]。
2 三維機織物織造工藝
2.1 二維織造法
傳統的二維織機可以生產兩種結構特征的三維機織物:多層織物和管狀織物。
多層織物采用三組紗線即多層經紗、多層緯紗和一組接結紗(經紗或緯紗)織制而成,接結紗穿過多層織物的各層或幾層進行交織,形成實心結構或夾心結構。傳統多層織造加工技術的特點是經紗作上下開口運動,由此形成的三維織物的特點是經緯紗以某種規律相互交織[5],如圖1中的正交和角聯鎖結構。
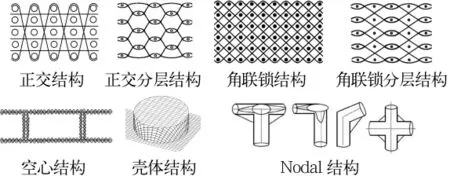
圖1 不同結構的三維機織物
劉健等[6]研制出三維多劍桿織機,采用特有的多眼綜絲配合多劍桿引緯織造三維織物。經紗通過多眼綜絲的綜框升降形成多層梭口,緯紗由多劍桿引過多層梭口與經紗交織形成三維機織物。邊紗經邊經劍與鉤邊針配合形成針織邊。三維多劍桿織機如圖2所示。
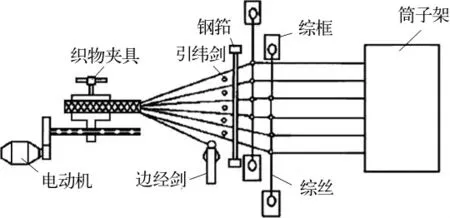
圖2 三維多劍桿織機的織造原理
由于采用多劍桿引緯,多劍桿織機每次引入的是雙緯。為了形成完整的布邊,該織機上采用了針織邊技術。采用邊經劍將邊經紗插入梭口外側雙緯紗形成的紗圈內,織口處的鉤邊針前伸鉤住邊經紗圈,鉤邊針退回時舌針將前一個邊經紗圈脫出,從而形成紗圈套紗圈的針織布邊,如圖3所示。
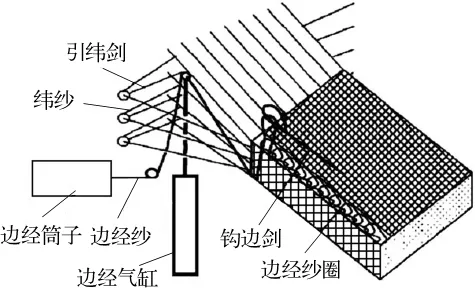
圖3 多劍桿織機的織邊機構
三維多劍桿織機的經紗只能沿幅寬方向開口,每梭口只能一次引入雙緯。目前,三維多劍桿織機只能織制三維正交、三維層間角聯鎖等幾種結構類型。由于三維多劍桿織機的主要機構與傳統的織機相同,因而只能織造一些截面為“I”、“L”、“Π”和“T”形等較規則結構的高厚板材織物[7]。
總之,傳統二維織機織造仍是經紗上下運動形成梭口,這樣的三維機織物仍是經緯紗以某種規律相交織,三個方向的紗線不能完全交織,織物各向同性差[8];同一層經緯紗交織緊密,不同層之間通過接結紗固結,易造成分層。
2.2 三維織造法
2.2.1 Noobing織造法
Noobing是一種三維無交織織物的生產方法,是專為預型件制作而發展起來的。該方法首先由美國航天部門研發,后來被N.Khokar稱為“Noobing加工技術”。Noobed織物由三組互相垂直的紗線,即多層經紗、多層緯紗和固接經紗,通過固接經紗將多層排列的經緯紗連接成相互不交織的整體結構三維織物。Noobing是無交織、垂直取向與接結的英文縮寫,因其織造過程中紗線間沒有交織,不具備常規意義上的“織造原理”。Noobing加工技術又有單軸向和多軸向兩種類型,下面主要介紹單軸向Noobing加工技術。
如圖4和圖5所示,兩組接結紗導紗器X1~X6與Y1~Y6交替著分別從橫行與縱列兩個方向穿過預先排列好的軸向紗Z之間,直接形成織物[9]。
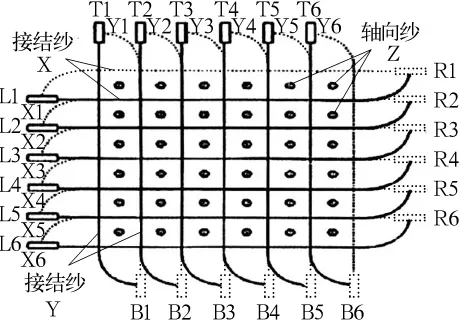
圖4 Noobing織造設備的工作原理
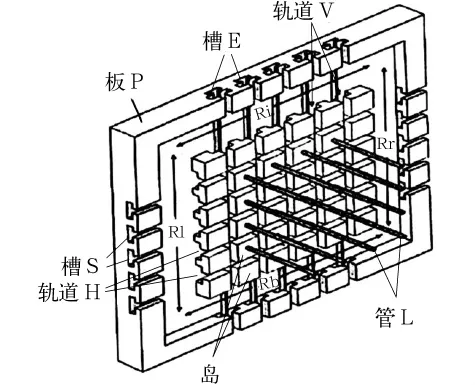
圖5 Noobing織造設備中板P的結構
圖5為單軸向Noobing織造裝置。軸向紗Z穿過板P上縱橫排列的管L,接結紗X和Y的導紗器分別在板L的水平和垂直方向的軌道H和V內運行。軌道V、H與縱管、橫管L分別相間排列,這樣三組紗線X、Y、Z就通過板P上的嵌壁式區域R正交成Noobed織物,如圖6所示。
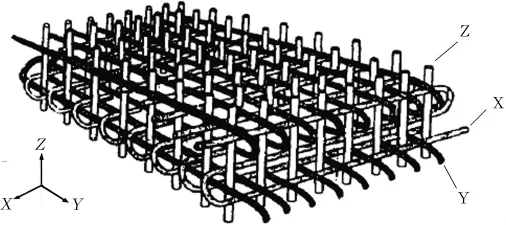
圖6 單軸向Noobed織物
接結紗X和Y的導紗器的結構與縱橫向軌道H和V的結構正好嚙合,因此織造過程中可以平穩地在軸向紗Z之間交替地引入接結紗,如圖7所示。
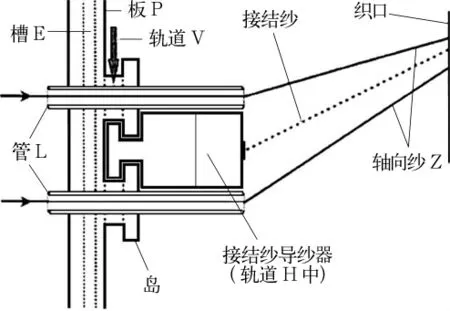
圖7 Noobing織造過程中接結紗的運動
單軸向Noobing織造設備中最具創造性的是N.Khokar發明的一種叫做打緯導紗器的裝置。如圖4所示,Noobing織造過程中軸向紗排列緊密、間距小,采用普通引緯方式在軸向紗之間引入接結紗非常困難;而且連續引紗所需紗線較長,普通引緯方式難以完成。另外,普通織機的鋼筘只能打緊橫向的接結紗,縱向接結紗因與筘齒同向而不能打緊。因此,普通引緯和打緯裝置適應不了Noobing織造的需要。
打緯導紗器的結構如圖8所示。該打緯導紗器由三部分組成:兩端漸尖的導向頭,用于在軌運行和分紗;卡式盒用于儲紗和引紗;前后向為斜面的打緯齒,用于打緊緯紗[10]。
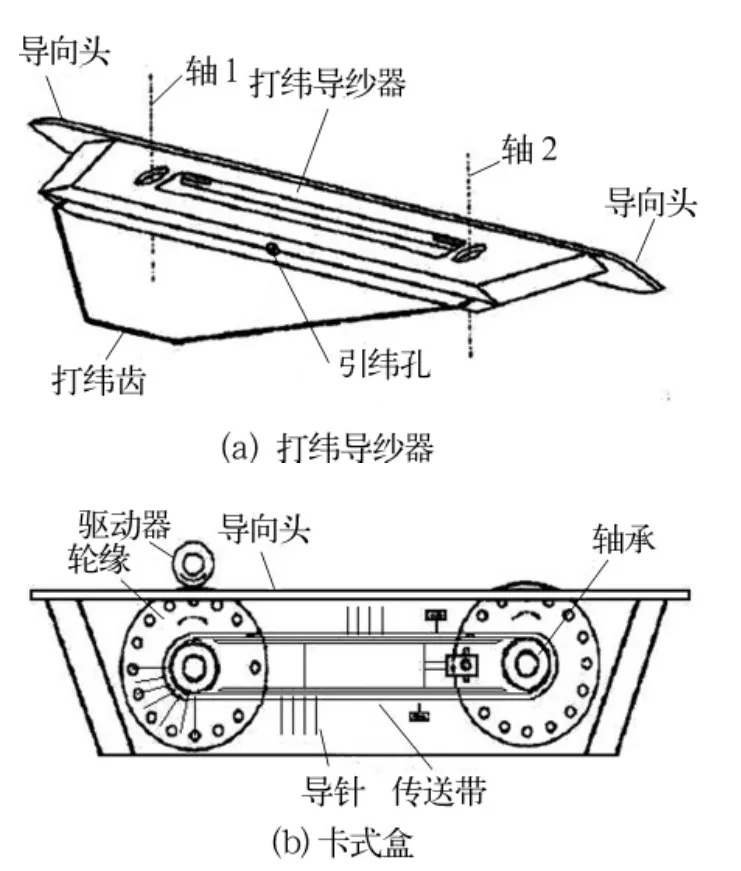
圖8 打緯導紗器結構
圖9為打緯導紗器工作原理圖。導紗器在進行引紗的同時完成了打緯,并且每一組的所有導紗器可同時運動,極大地提高了織造效率。
由此可見,Noobed織物在織造過程中沒有了傳統二維織機的開口運動,織物中三個方向的紗線相互正交而不交織,織物只在厚度方向上由接結紗束縛,通過兩個相互垂直方向的接結紗與最外端的紗交聯保證了織物的結構完整性,接結紗與內部軸向紗之間沒有交聯。也就是說,Noobed織物不具有全交織織物的網絡結構。
2.2.2 雙向梭口織造法
為了克服二維織造技術開口方式的局限性,Fukuta等開發了一種可以使三組紗線充分交織的三維織造技術。該技術不但可以形成通常的織物幅寬方向的梭口,而且可以在織物厚度方向形成梭口,兩種梭口(雙向梭口)相繼而非同時形成,從而使得橫向紗X、縱向紗Y與地經紗Z相互垂直地交織成完全交織的三維織物,見圖10。
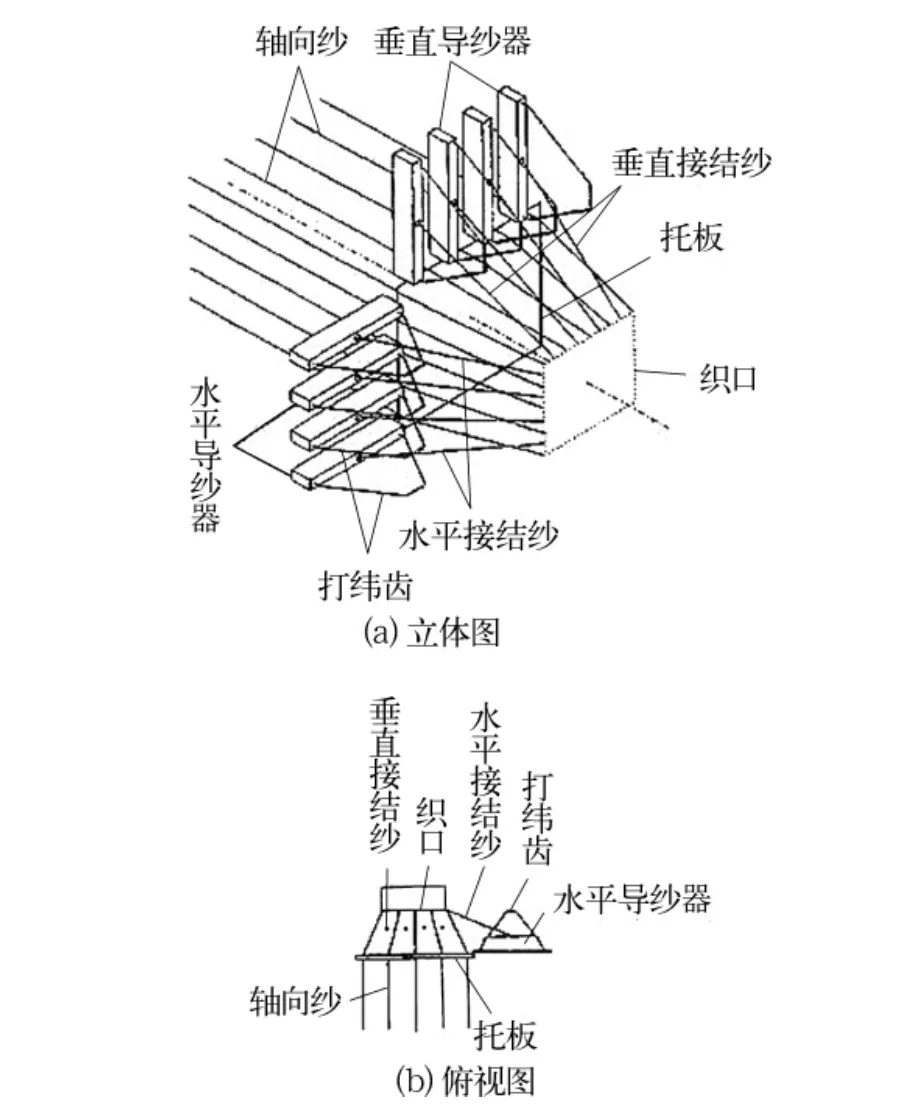
圖9 打緯導紗器工作原理
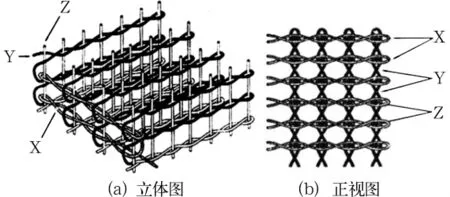
圖10 三維織物結構示意圖
為使網格狀的地經紗Z形成縱向和橫向的梭口,開口時地經紗Z間必須彼此分開。圖11為一個雙向梭口的示意圖。圖中縱向和橫向的多梭口是交替而非同時形成的,因為垂直方向和水平方向的緯紗必須在各自方向的梭口內引緯。
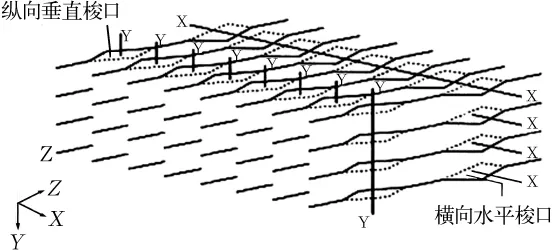
圖11 雙向梭口
圖12為雙向梭口的形成過程。首先地經紗Z水平方向分開形成垂直方向的梭口,垂直梭口中引入縱向緯紗Y后與地經紗Z形成交織;然后,經紗Z垂直方向分開形成水平方向的梭口,水平梭口中引入橫向緯紗X后與地經紗Z形成交織。如此交替進行,不斷地織成三維織物。
兩個傳統的單向梭口垂直配置并不能形成縱向和橫向雙向開口運動。目前有兩種可以形成雙向梭口的方法,分別是線線法和線角法。
2.2.2.1 線線法形成雙向梭口
線線法形成雙向梭口如圖13所示,兩頁綜框垂直配置,綜片上有特別設計的綜眼,綜框上有若干行(列)短而窄的平行綜眼(稱為正常綜眼),與之相間的是長而寬的長槽狀開放空間(稱為非正常綜眼)。一頁綜框水平直線往復運動,另一頁垂直直線往復運動,綜框運動帶動穿過兩頁綜框重疊的綜眼的經紗形成開口。所有經紗縱向配置成A到I列,橫向配置成1至9排。奇數排的經紗穿過垂直綜框中相間排列的非正常綜眼(A、C、E、G、I列),它們叫做消極經紗,不隨綜框上下運動;奇數排的經紗穿過垂直綜框中相間排列的正常綜眼(B、D、F、H列),由垂直方向的綜框牽引作上下往復運動。偶數排的經紗穿過相間排列的正常綜眼(A、C、E、G、I列),隨綜框水平運動;而垂直綜框中相間排列(B、D、F、H列)偶數排的經紗,先后穿過垂直綜框的水平綜眼(圖14中水平缺口)和水平綜框的垂直綜眼(圖14中垂直缺口),隨相應綜框運動。所有穿過正常綜眼的經紗稱作積極經紗。
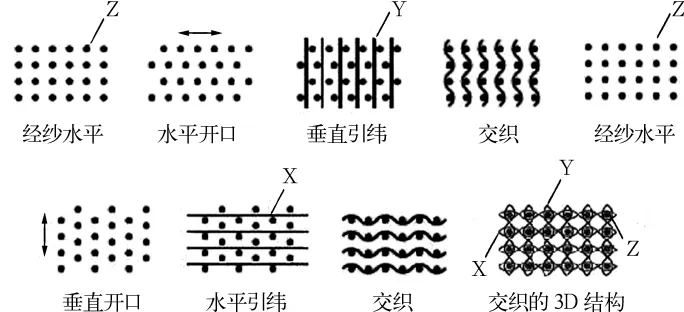
圖12 雙向梭口形成過程
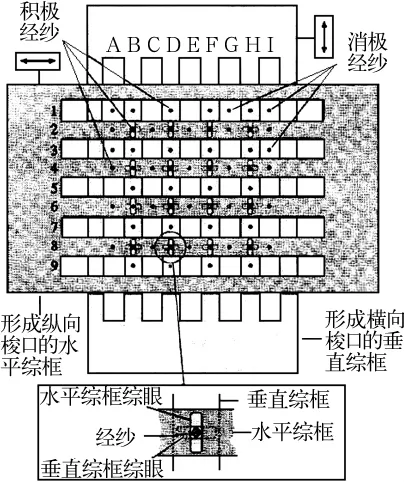
圖13 線線法雙向梭口
這種特殊形式的綜眼及其相互位置配置如圖14所示。水平方向的多層經紗和梭口的形成如上所述。通過水平和垂直綜框各自的運動,相應的積極經紗就移至織物厚度方向和織物幅寬方向相應的位置,而在垂直綜框開放空間內未穿入正常綜眼的消極經紗保持靜止不動,這樣就可以按照要求分別形成縱向(織物厚度方向)和橫向(織物幅寬方向)的梭口。這些由積極經紗和消極經紗配合而成的水平和垂直方向的雙向梭口是同時形成的。
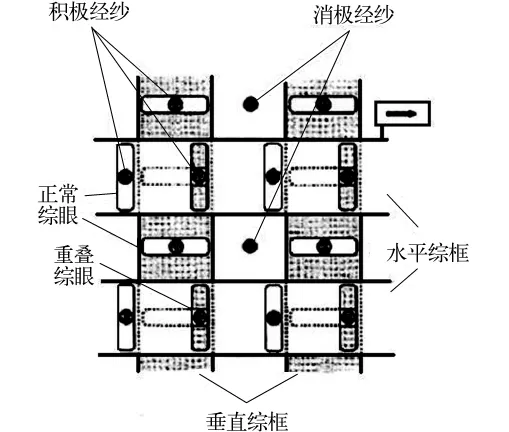
圖14 線線法雙向梭口中綜眼的配置
在任一縱列中,一些積極經紗穿過正常綜眼,該列的其余積極經紗穿過重疊綜眼。當水平綜框往一側水平運動時,其垂直方向的綜眼中的經紗一起同向移動;垂直綜框的水平綜眼為其提供了水平移動的自由空間。結果該列穿過垂直綜框綜眼的積極經紗不移動,與穿過重疊綜眼水平移動的經紗配合形成了垂直方向的梭口。同理,垂直方向的積極經紗也通過綜框的上下運動形成水平方向的梭口。然后,在縱橫向梭口中引入緯紗,就實現了與積極經紗和消極經紗的交織。
2.2.2.2 線角法雙向梭口
圖15所示為一種非傳統的開口方式。每根軸上固裝了一組平放的綜片,每個綜片上有兩個孔,頭端的叫綜眼,尾端的叫導紗眼。這套裝置具有沿軸向往復直線運動和繞軸往復擺動兩個方向的運動。
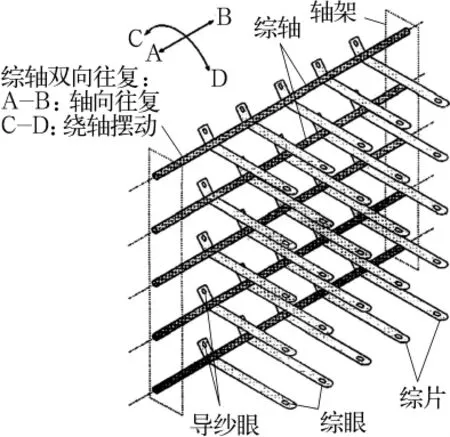
圖15 線角法雙向梭口
如圖16所示,各層經紗的排列非常特別,無論是縱列還是橫排上積極經紗與消極經紗都相間分布。這種配置可使經紗在織物中分布均衡、布面均勻。經紗配置的這種特點與線線法一樣,含有消極經紗和積極經紗,不同之處在于為了形成均勻的織物,每根消極經紗(包括最外面的消極經紗)周圍都被積極經紗包圍著。這樣,橫排的積極經紗可用1、3、5、7 等來表示,而橫排的消極經紗則用 2、4、6、8等來表示;相間的縱列積極經紗和消極經紗則分別用 A、C、E、G 和 B、D、F、H 等表示。每根積極經紗都穿過相應行列的導紗眼和綜眼,每根消極經紗則穿過相鄰兩軸之間的空擋,如圖16(b)。因此,隨著綜軸作軸向往復直線運動和繞軸擺動,穿過相應綜眼的積極經紗則沿織物幅寬方向和織物厚度方向作左右、上下運動,而未穿入綜眼的消極經紗則靜止不動,這樣消極經紗不動與積極經紗移動相配合就形成了垂直和水平兩個方向的梭口。水平位置綜片的角位移和線位移至少必須與相應行、列的相鄰積極經紗和消極經紗之間的距離相當,可稱作開口量。無論是軸向直線運動還是繞軸擺動,所有的軸都同時開口且開口量相等,在同一方向形成均勻一致的梭口。在相應梭口中引入緯紗,就與縱向、橫向梭口內的經紗交織,形成了平紋組織立體織造的三維織物。織物邊緣和表面的紗線以及織物內部紗線的路徑如圖17所示。
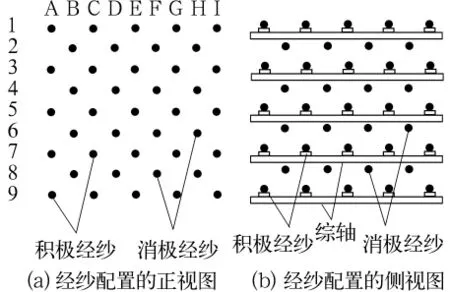
圖16 織造過程中多層經紗的配置
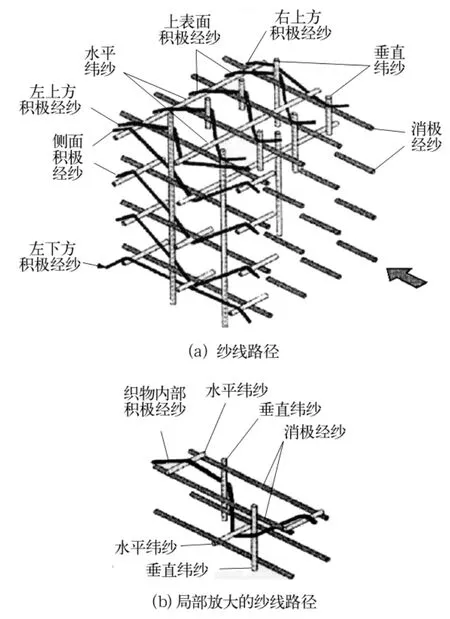
圖17 線角法三維織物的紗線路徑
綜軸的運動如圖18和圖19所示。圖18表示垂直梭口形成過程,圖18(a)為該系統水平狀態的俯視圖,圖18(b)和圖18(c)所示的是綜軸沿軸向左右往復直線運動的情況,分別表示了積極經紗由其水平位置沿織物寬度方向往相對靜止的消極經紗右側和左側移動形成垂直梭口的情況。圖19表示的是水平梭口的形成過程,圖19(a)為該系統水平狀態的側視圖,圖19(b)和圖19(c)分別表示綜軸向上和向下擺動帶動相應綜片的綜眼運動,相應的積極經紗相對于靜止的消極經紗向上、向下運動形成水平梭口。
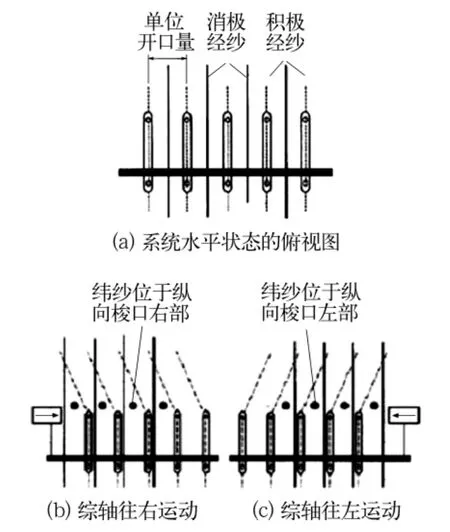
圖18 垂直梭口的形成
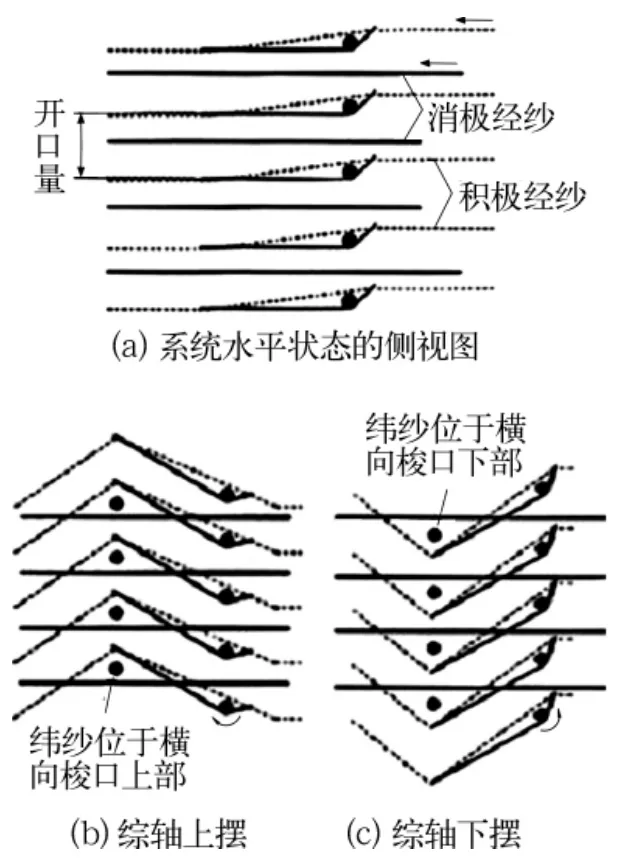
圖19 水平梭口的形成
上述梭口再配以適當時間的引緯、打緯、卷取及送經運動,就形成了一個完整的織造周期。圖20所示為上述立體織造的平紋組織三維織物開口及引緯順序的正視圖。可以采用梭子或劍桿等引緯,由于緯紗穿過積極經紗和消極經紗形成的梭口,織物中的兩組緯紗并非呈伸直狀態,而是屈曲狀態。該織物結構中一個重要特征是其積極經紗呈螺旋狀分布,但并非圓形螺旋,在織物邊緣和表面呈三角形螺旋,而在織物內部呈正方形螺旋;消極經紗是沒有這些螺旋的。
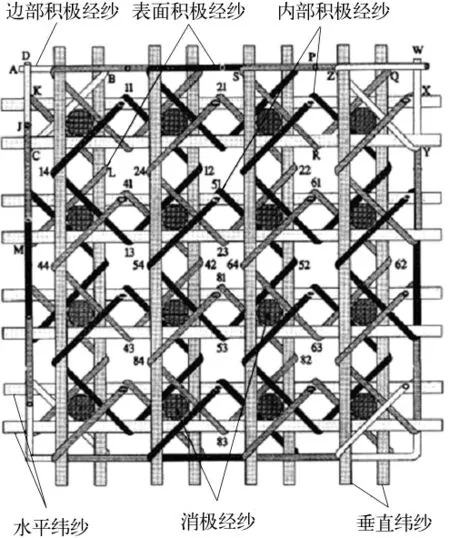
圖20 線角法三維織物中紗線的路徑
采用雙向梭口織造的三維織物中三個方向的紗線彼此完全交織,有效地克服了復合材料的分層現象,織物各向同性較二維織機織造的三維織物好。
2.2.3 圓織法
2.2.3.1 三維曲面織物的圓織法
馬崇啟研制了可織制三維曲面織物的圓織機。該織機主要由送經和張力控制、提綜機、環形筘齒、梭子、舉升機、芯模等裝置構成。其織造原理如圖21所示。
經紗從四周的送經裝置上引出,經過綜框、環形箱,與緯紗交織形成的圓形織物包卷在位于織機中心的芯模上。環形箱用于控制經密,構成梭道,舉升機上升以控制織物緯密。
由于梭子作圓周引緯運動,其引緯張力和向心力可自動拉緊緯紗,故沒有打緯機構,如圖22所示[11]。
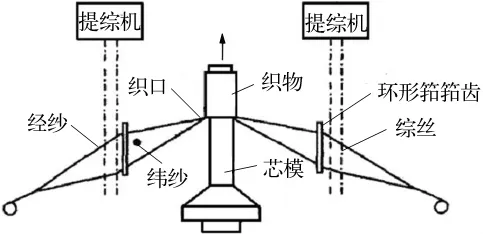
圖21 三維機織物的織造原理
該織機采用一種自行式電動梭子,如圖23所示[12]。梭子主要包括固裝在梭體下部的滾輪、減速器和動力輪以及安裝在梭體內與小電機連接的導電片。當主控裝置通過通信線路傳來工作指令時,梭體內的自身行走電機驅動動力輪與環形筘的筘齒嚙合,梭子攜帶緯紗通過梭口,電動梭通過環形箱供電。緯紗供給部分主要由緯紗管、支架、彈簧、控制緯紗退繞張力的摩擦片等組成。
該織機可以織造各種各樣的多層三維曲面形狀的空心織物。圖24為該織機織造的幾種典型的多層三維空心織物的形狀示意圖。
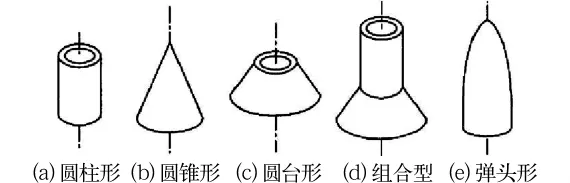
圖24 幾種典型空心織物的形狀結構
該織機沒有打緯機構,可以大大減少織造過程中的經紗損傷,有利于高性能纖維的織造。織物的成型依靠芯模的形狀,芯模設計成什么形狀,就可以織成什么形狀的織物。
2.2.3.2 立體管狀織物的圓織法
孫志宏等人開發出復合材料立體管狀構件的紡織成型裝置及其方法,即三維圓織法[13]。這種管狀織物織制過程中經紗沿圓周軸向排列,而緯紗則沿圓周方向連續引入梭口,因此在織物中緯紗呈螺旋狀分布。
立體管狀織物的顯著特點是其厚度方向上有用于連接和增強的固結紗,固結紗可以是經紗也可是緯紗。圖25為兩種立體管狀織物的表面組織形態。若用經紗作固結紗,固結經紗也要和普通經紗一樣由綜框控制開口順序,且經紗張力也比普通經紗小很多,送經機構也應不同。相對而言,采用緯紗作固結紗,固結緯紗可與普通緯紗一樣采用引緯器引緯,極大地簡化了設備結構。故該圓織機采用了固結緯織造法。
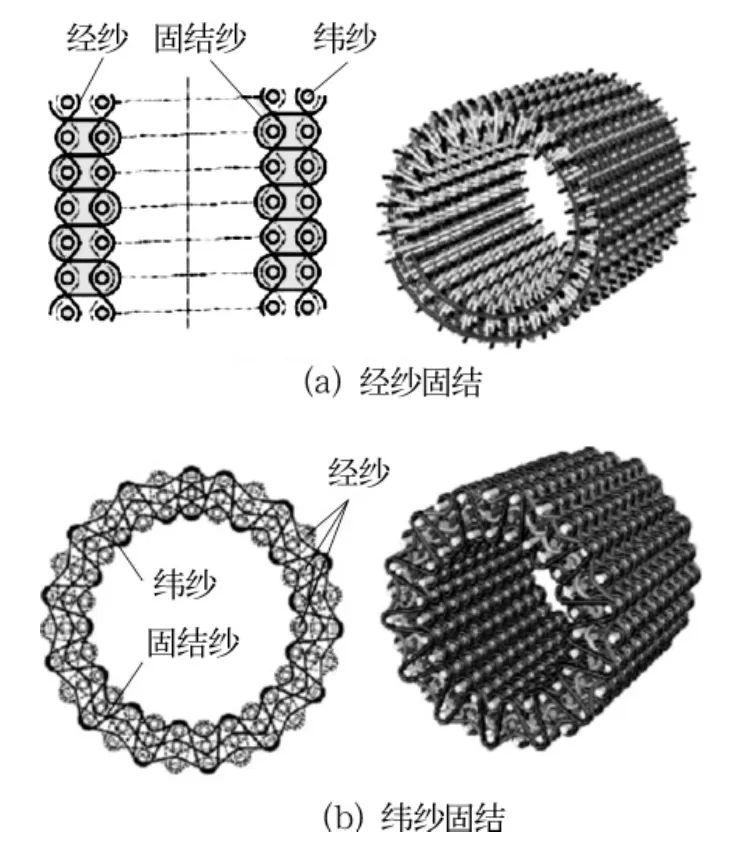
圖25 兩種立體管狀織物的結構形態
圖26為三維圓織機結構示意圖。經紗由四周的經紗架經筘板引入尺碼環內。主盤轉動帶動開口裝置分開經紗形成梭口。主盤上的推梭裝置驅動引緯器,將緯紗或固結紗引入梭口中形成織物,形成的織物從圓織機中心向下方或上方由收卷機構引出。在織造過程中,作圓周運動的緯紗或固結紗在引緯張力的作用下向圓心收緊,所以不需要設置打緯機構。
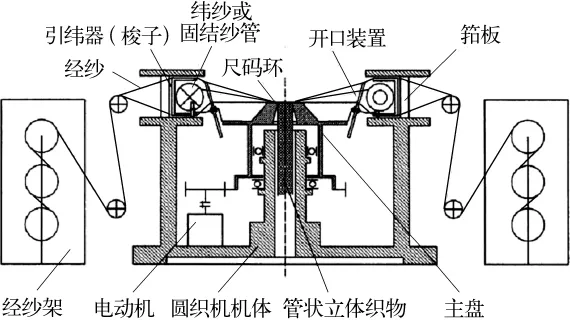
圖26 三維圓織法成型設備
圖27為三維管狀織物三維圓織法織造原理圖[14]。從織機四周依次引入的經紗參與織物相應層的織造,推梭裝置驅動開口和引緯,開口裝置按織物組織將外層經紗撥至引緯器上方,將內層經紗撥至引緯器下方,形成梭口。引緯器將緯紗引過梭口與經紗分別交織成管狀織物的外層和內層。與緯紗的引入方式相似,固結紗通過固結紗引緯器引入梭口,在組織中也是呈螺旋狀分布,不同的是緯紗只在層內進行交織,而固結紗在層間進行交織,從而形成具有一定厚度的三維立體管狀織物,如圖25(b)所示。
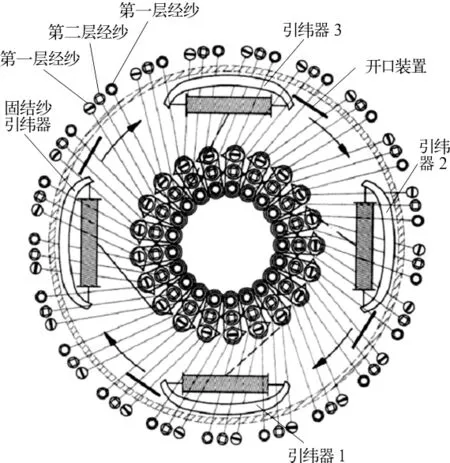
圖27 三維圓織法織造原理
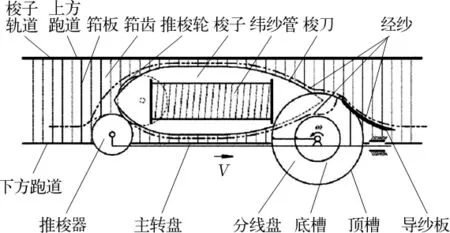
圖28 三維圓織機的開口及引緯裝置
圖28為該圓織機的關鍵成型部件。梭子放置在由上方跑道、下方跑道和筘板組成的梭子軌道中;經紗穿過筘板中的筘槽連接到尺碼環內。當主轉盤轉動時,安裝在主轉盤上的推梭器、分線盤和導紗板也一起運動,推梭器推動安裝在梭子上的推梭輪,使梭子隨主轉盤一起沿梭子軌道運行;同時,經紗被導紗板帶到分線盤上方,隨即分別落入分線盤的頂槽和底槽中,形成梭口;梭子進入梭口并將梭口擴大,將緯紗(或固結紗)引入梭口,形成立體管狀織物。圖29為分線盤結構圖。圖30表示厚度為1~5層管狀織物所對應的分線盤形狀[15]。
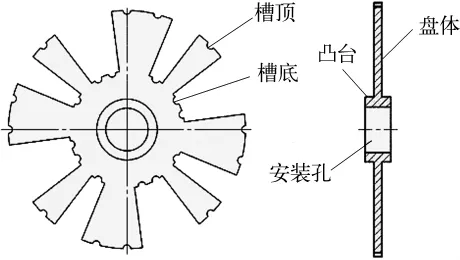
圖29 分線盤的結構
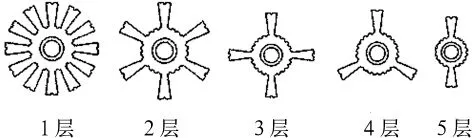
圖30 不同層數管狀織物的分線盤形狀
3 結語
紡織技術是唯一能將雜亂無序的纖維材料制造成所需形狀、尺寸和一定方向的二維、三維構件的方法。三維機織物制成的先進復合材料預型件具有許多優勢,如整體性結構、輕質、高性能。本文介紹了不同類型的三維機織物的主要織造方法。
三維機織物的多軸向織造技術國外研究甚多,而國內還缺乏研究。圓織法研究尚需進一步深化,關于殼體織物、Nodal織物的織造方法目前國內還鮮見報道。
[1] 董孚允,王春敏,董娟.三維紡織復合材料的發展和應用[J].纖維復合材料,2001(3):37-40.
[2] 王靜,王瑞.三維機織預型件織物設計及其織造的探討[J].產業用紡織品,2005,23(2):9-12.
[3] 楊彩云,李嘉祿.復合材料用3D角聯鎖結構預制件的結構設計及新型織造技術[J].東華大學學報:自然科學版,2005,31(5):53-58.
[4] CHEN Xiaogang,TAYLOR L W,TSAI Liju.An overview on fabrication of three-dimensional woven textile preforms for composites[J].Textile Research Journal,2011(1):1-13.
[5] 卜佳仙,崔建偉.三維多向結構預型件的織造加工技術[J].產業用紡織品,1999,17(10):9-12.
[6] 劉健,黃故.多劍桿織機三維織造研究[J].上海紡織科技,2005,33(2):8-10.
[7] 崔俊芳.三維機織物織造方法的研究[D].天津:天津工業大學,2002.
[8] 王芳,林富生,李燕,等.三維織物織造方法的探討[J].機電產品開發與創新,2008(4):27-29.
[9] 李鳳綿.新型三維無交織織物[J].產業用紡織品,1998,16(10):23-26.
[10] KHOKAR N.Method and means for textile manufacture:US,6889720 B2[P].2005-05-10.
[11]劉春陽.復合材料管道彎頭織物的研制[D].天津:天津工業大學,2007.
[12]馬崇啟.新型三維圓織機的研制[C]//第十二屆全國復合材料學術會議論文集,2002:1089-1093.
[13]孫志宏,周申華,單鴻波,等.復合材料立體管狀構件的紡織成型裝置及其方法:中國,101949077 A[P].2011-01-19.
[14]周申華,單鴻波,孫志宏,等.立體管狀織物的三維圓織法成型[J].紡織學報,2011,32(7):44-48.
[15]劉晟,劉家強,周申華,等.基于SolidWorks設計表驅動的三維圓織機分線盤參數化建模[J].紡織機械,2012(1):20-24.
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
哲學評論(2021年2期)2021-08-22 01:53:34
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
現代企業(2015年9期)2015-02-28 18:56:50