航空薄壁結構件銑削加工變形數值模擬分析
2013-10-14 11:00:28龔潺徐鋒徐俊華左敦穩
機械制造與自動化 2013年4期
龔潺,徐鋒,徐俊華,左敦穩
(南京航空航天大學機電學院,江蘇南京 210016)
0 前言
在航空航天制造業中,為了減輕質量,提高飛機和航天器的結構強度和機動性能,越來越多的整體薄壁結構零件被采用,如飛機結構件中的薄壁框、壁板、翼肋和發動機的渦輪葉片等等。這些薄壁結構件具有形狀復雜、尺寸大、加工精度要求高、薄壁部位多等特點[1]。數控加工后,往往容易產生加工變形,因此,預測零件的加工變形,并通過改進加工工藝減小零件的加工變形、提高產品品質的研究已是當務之急。在影響航空整體結構件加工變形的眾多因素中,毛坯材料的初始殘余應力、切削力和裝夾力為主要因素。王立濤[2]、Ratchev[3]等人提出了銑削加工的受力模型,王樹宏[4]、王志剛[5]等人在其模型的基礎上改進了切削力模型,并進行了特定的變形分析。孫杰[6]、董輝躍[7]等人研究了材料去除過程中殘余應力的重新分布引起的加工變形。郭魂等人[8-9]對加工過程中不同的裝夾方案和走刀方式對銑削變形的影響進行了研究。AltintasY、Budakt[10]應用有限元法對薄壁件的銑削變形進行了仿真研究,但沒有分析不同的切削用量、刀具參數組合對變形的影響。而從現有的研究成果分析和實際加工現場調研可知,工藝方案中包括切削用量和刀具結構參數對加工變形的影響也不可忽視。
本文以航空鋁合金7050T7451腔型薄壁零件的數控銑削加工為研究對象,由于總結銑削加工變形規律需要大量的數據,如果只通過試驗來獲取數據成本太高且非常耗時,利用Production Module 3D仿真軟件建立模型,該軟件是基于有限元仿真軟件AdvantEdge計算的大量切削力、切削溫度、殘余應力、塑性應變率等數據,應用彈塑性力學理論來預測零件的加工變形,能夠進行大量的模擬計算,從而實現對航空框類薄壁件銑削加工變形影響規律的研究。
1 仿真模型的建立與驗證
1.1 薄壁件幾何形狀
考慮到數值模擬的計算效率和航空框類薄壁結構件拓撲結構的共性,設計了如圖1所示的薄壁結構件,其中側壁和腹板厚度均為2 mm。
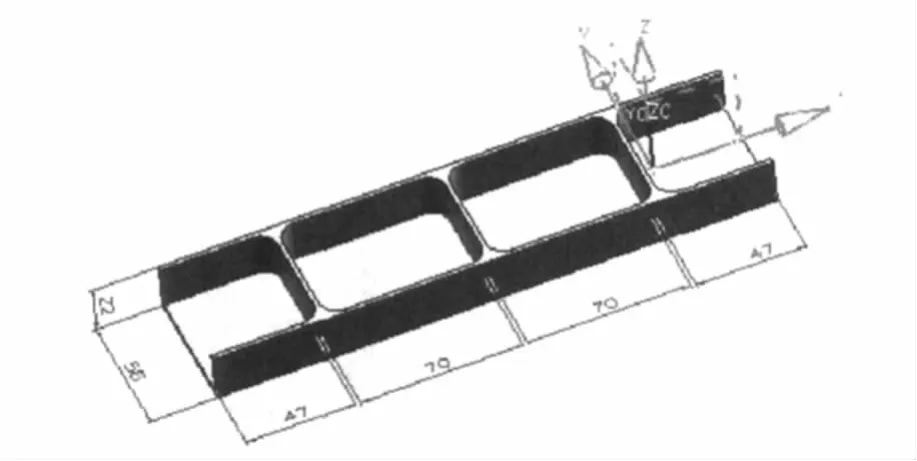
圖1 結構件幾何模型
1.2 初始殘余應力的測定
薄壁結構件的毛坯材料采用航空鋁合金7050T7451預拉伸板,參數如表1所示。

表1 毛坯參數
由于毛坯初始殘余應力對鋁合金薄壁結構件銑削加工變形具有重要的影響,因此在仿真模型中,需要將毛坯的初始殘余應力導入到模型中。
試驗通過剝層X射線衍射法測量了7050T7451鋁合金厚板內部的殘余應力[11],X射線法是測量殘余應力較為成熟的方法,由于其穿透金屬的能力差,對于鋁合金小于50 μm,所以它僅能測量工件表層殘余應力,試驗所用儀器為日本理學公司生產的MSF-3M型應力分析儀。若要測量鋁合金厚板內部殘余應力,必須通過切削或腐蝕使材料內部逐層暴露,以測量各層的殘余應力。試驗過程假設板內殘余應力僅隨板的厚度變化,與板中面對稱并在平行于板中面任一平面內均勻分布[12-13]。測量結果如圖2所示。

圖2 毛坯初始殘余應力
1.3 Production Module 3D仿真模型的建立
仿真所使用的軟件為Third Wave公司的Production Module 3D,該軟件是基于金屬切削原理的物理仿真與數控程序相結合,支持實體模型和刀具軌跡的輸入,可以計算加工過程中的切削力、切削溫度、功率和加工變形等。
分別設置機床、刀具、毛坯和坐標系等,數控機床控制器型號選擇fanuc16,選用硬質合金銑刀,具體參數見表2。在定義毛坯時,除了輸入表1中的參數外,還需將測得的毛坯初始殘余應力導入。

表2 銑刀參數
考慮到對于剛性較低的薄壁結構件,裝夾是引起加工變形的一個重要因素,模擬銑削加工時具體的裝夾條件對零件進行邊界約束。實際加工時,工件底面平放在工作臺上,側壁采用虎鉗夾具夾持。該過程軟件通過3-2-1約束來實現,即同時在零件底面選取不共線的三個點,分別約束3個、2個及1個移動自由度,如圖3所示,這樣既保證零件內部殘余應力重新分布引起的自由變形,又約束零件的剛體位移。

圖3 PM仿真薄壁結構件銑削加工整體變形
借助UG/CAM編程,在UG建模模塊中創建工件的CAD模型,定義切削參數,主軸轉速n=5 000 r/min,進給fz=0.6 mm/r,切深ap=2.2 mm,切寬ae=2 mm,在 UG 數控銑削模塊中進行加工幾何仿真,生成零件加工的刀位軌跡文件(NC文件),將其導入PM中進行計算。
1.4 模型驗證
圖4為PM仿真薄壁結構件加工整體變形云圖,為了對所建立的仿真模型進行驗證,沿工件縱向按一定間隔取出20個點的變形值,與文獻[14]中的實驗數據進行對比,如圖5所示。從圖中可以看出,PM仿真結果與實驗測得的薄壁件加工變形整體趨勢相符,與實驗值的相對誤差均在16%以內。考慮到仿真模型經過了一定的簡化,且零件毛坯材料實際的初始殘余應力也可能并不是完全有規則的對稱分布,因而認為模擬結果是可以接受的。

圖4 PM仿真薄壁結構件銑削加工整體變形
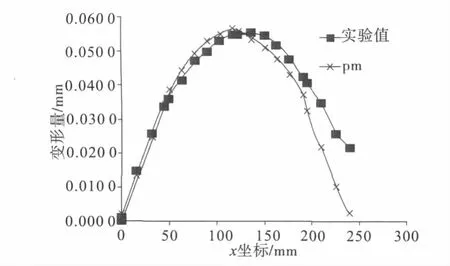
圖5 PM仿真結果與實驗數據對比
2 銑削加工變形影響因素的研究
基于該仿真模型,探究不同走刀路徑、切削用量和刀具結構參數對薄壁結構件加工變形的影響。本文研究的四種常規走刀路徑如圖6所示,分別為之字走刀、并進走刀、內環走刀和外環走刀,切削用量包括主軸轉速、進給、切深和切寬,刀具結構參數包括刀具直徑、齒數和前角。每個參數設計3個不同數值為一組分別進行仿真,記錄各方向的最大變形量,對比每組不同數值的仿真結果。

圖6 銑削加工的四種常規走刀路徑
2.1 走刀路徑對加工變形的影響
從圖7中可以看出,在不同走刀路徑下工件的加工變形有很大不同,外環和之字兩種走刀方式,加工變形相對較小,而并進走刀產生的加工變形量最大,在z方向達到了0.06 mm,x和y方向的變形量也最大,其次是內環走刀方式。根據文獻[15]的研究結果,在其他加工條件不變的情況下,只改變走刀路徑,零件的殘余應力分布及加工變形會出現較大不同,其中外環走刀方式較其他三種情況殘余應力分布比較均勻,加工變形也相對較小,而在并進和內環走刀加工模式下,由于存在多次進刀、出刀操作,切削力變化比較頻繁造成應力積聚,使得應力波效應顯著,因此加工變形比較大。
2.2 切削參數對加工變形的影響

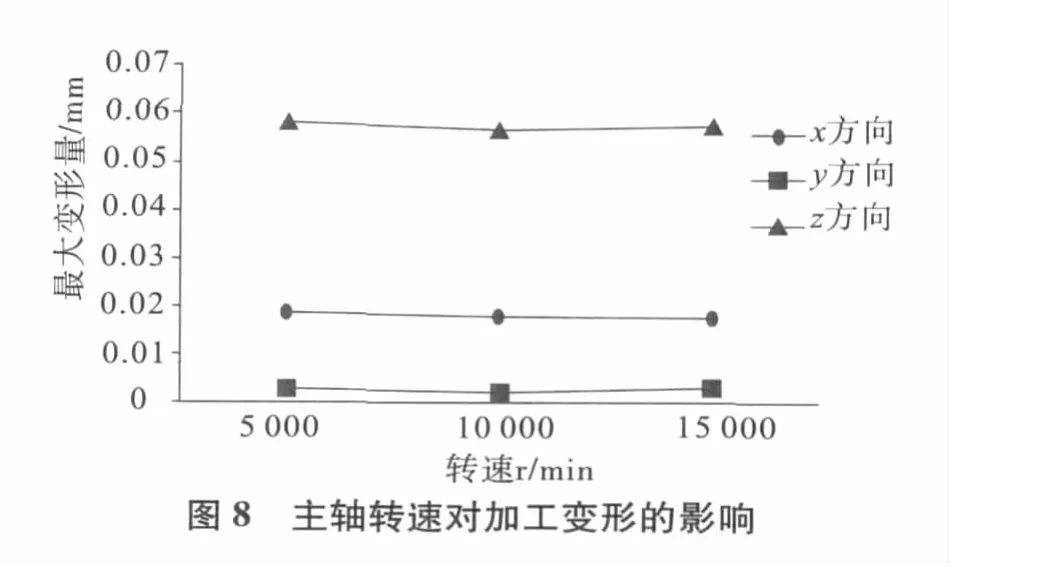
從仿真結果可以看出,工件在x方向和y方向的最大變形量均小于其在z方向的變形量,圖8中主軸轉速n=5 000 r/min時三個方向的的加工變形均為最大,隨著轉速增大到10 000r/min變形量有所減小,而當轉速繼續增大到15 000r/min變形量幾乎沒有變化,說明轉速在一定范圍內會對加工變形造成影響。從圖9可以看出,進給依次增大引起工件y方向和z方向的變形出現減小趨勢,而x方向變形量明顯增大,這是因為隨進給量增大,切削厚度增大,但切削厚度增大的同時使變形系數減小,摩擦系數也降低[16]。從圖10和圖11中可以看出各方向的變形量對于切深、切寬的變化不敏感,且其變化沒有任何規律可循,文獻[17]指出,切削深度和寬度對工件已加工表面層殘余應力的影響很小,從而難以對加工變形產生較大影響,本文仿真結果正好與該結論相符。


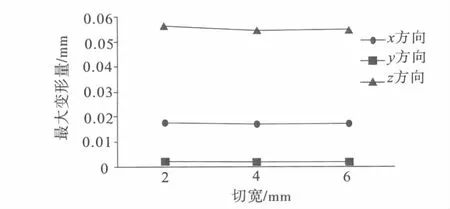
圖11 切寬對加工變形的影響
2.3 刀具結構參數對加工變形的影響
從圖12中可以看出,隨著刀具直徑的增大,工件z方向變形量大幅增加,當刀具直徑d=18 mm時,最大變形量達到0.064 mm,說明工件變形量受刀具直徑影響較大,從文獻[18]建立的基于鋁合金材料7050T7451的數控銑削力經驗公式:

可以看出切削力會隨刀具直徑do的增大而增大,因此引起了變形量增大。

圖12 刀具直徑對加工變形的影響
如圖13所示,隨著刀具前角的增大變形量有減小趨勢,當刀具前角為24°時工件變形最小,因為前角增大,切削溫度及切削力會降低,所以大的前角可以減小切削熱的產生,從而減小殘余應力,減小工件變形[19]。

圖13 刀具前角對加工變形的影響
3 結語
1)建立了薄壁結構件銑削加工仿真模型,并通過與實驗數據的對比,驗證了該仿真模型可以滿足數值模擬的精度要求。
2)并進走刀和內環走刀方式產生的加工變形量要大于之字走刀和外環走刀,因此采用外環走刀方式可以有效的控制工件的加工變形。
3)轉速和進給量配比組合會影響加工變形,較小轉速加工會使得變形量增大,而銑削深度、銑削寬度對加工變形的影響難以獲得有效規律。
4)刀具結構參數中的刀具直徑對加工變形的影響相對較大,刀具直徑越大產生的加工變形越大。刀具前角的增加使得加工變形出現減小的趨勢,在實際生產中,在刀具耐用度允許的情況下,可選用較大的前角以減小加工變形。
5)通過本文研究得知走刀路徑對加工變形的影響較大,而切削參數和刀具結構參數并不是影響加工變形的主要因素,但由于它們會直接影響到切削力和殘余應力,所以研究切削參數和刀具結構參數與加工變形的關系對于對于優化切削參數、改善加工工藝和控制加工變形具有重要意義。
[1]康小明,孫杰,蘇財茂,等.飛機整體結構件加工變形的產生和對策[J].中國機械工程,2004,15(13):1140-1143.
[2]王立濤,柯映林,黃志剛,等.航空鋁合金7050-T7451銑削力模型的實驗研究[J].中國機械工程,2003,14(19):1684-1686.
[3]Ratchev,S.Huang,et al.Modeling and simulation environment for machining of low-rigidity components[J].Journal of Materials Processing Technology,2004,153-154(10):67-73.
[4]王樹宏.航空鋁合金厚板初始殘余應力及其對銑削變形影響的基礎研究[D].南京:南京航空航天大學,2005.
[5]王志剛,何寧,張兵,等.航空薄壁零件加工變形的有限元分析[J].航空精密制造技術,2000,36(6):7-11.
[6]孫杰,柯映林.殘余應力對航空整體結構件加工變形的影響分析[J].機械工程學報,2005,41(2):117-122.
[7]董輝躍,柯映林.殘余應力對加工變形影響的分析與模擬[J].航空材料學報,2005,25(5):54-58.
[8]郭魂.航空多框整體結構件銑削變形機理與預測分析研究[D].南京:南京航空航天大學,2005.
[9]董輝躍,柯映林.銑削加工中薄壁件裝夾方案優選的有限元模擬[J].浙江大學學報(工學版),2004,38(1):17-21.
[10]Erhan Budak,Yusuf Altintas,et al.Modeling and avoidance of static form errors in peripheral milling of plates[J].International Journal of Machine Tools and Manufacture,1995,35(3):459-476.
[11]王樹宏.航空鋁合金厚板初始殘余應力及其對銑削變形影響的基礎研究[D].南京:南京航空航天大學,2005.
[12]王樹宏,左敦穩,黎向鋒,等.預拉伸鋁合金厚板7050T7451內部殘余應力分布測試理論及試驗研究[J].應用科學學報,2005,23(2):192-195.
[13]郭魂,左敦穩,王樹宏,等.鋁合金預拉伸厚板內殘余應力分布的測量[J].華南理工大學學報(自然科學版),2006,34(2):33-36.
[14]白萬金.航空薄壁件精密銑削加工變形的預測理論及方法研究[D].杭州:浙江大學機械與能源工程學院,2008.
[15]Guo Hun,Zuo Dun-wen,Wang Shu-hong,et al.Effect of toolpath on milling accuracy under clamping[J].Transactions of Nanjing University of Aeronautics & Astronautics,2005,22(3):234-239.
[16]王國強.實用工程數值模擬技術及其在ANSYS上的實踐[M].西安:西北工業大學出版社,1999.
[17]仇啟源,龐思勤.現代金屬切削技術[M].北京:機械工業出版社,1992.
[18]馬純艷.薄壁件高速銑削加工變形分析與實驗研究[D].南京:南京理工大學,2008.
[19] Louis C,Jr.Stress Management[J].Cutting Tool Engineering,1996,48(2):133-137.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
中華詩詞(2020年1期)2020-09-21 09:24:52
數學物理學報(2020年2期)2020-06-02 11:29:24
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03
