軋后冷卻工藝對70鋼盤條氧化層厚度的影響
2013-11-05 00:30:40張朝磊劉雅政周樂育
武漢科技大學學報 2013年1期
關鍵詞:工藝
張朝磊,王 燦,劉雅政,周樂育
(北京科技大學材料科學與工程學院,北京,100083)
氧化鐵皮厚度控制作為高線熱軋產品質量控制的主要指標之一,長期以來受到業內極大的關注[1-6]。減少線材表面氧化鐵皮厚度不僅可以提高金屬收得率,而且還可以簡化酸洗工藝,提高產品質量。高線熱軋工藝包括鋼坯加熱、熱軋和軋后冷卻等主要過程,其線材表面的氧化鐵皮雖然產生于加熱爐和熱軋過程,但在軋后冷卻階段還會進一步生長,并發生結構轉變[5-6]。
本文采用工業試驗的方法,研究吐絲溫度和風冷工藝參數對硬線70鋼盤條氧化層厚度的影響。
1 試驗
試驗材料為φ6.5mm的70鋼,終軋速度為100m/s,其風冷段控制分為吐絲后至相變前、相變過程中和相變結束至集卷3個階段。試驗方案:方案1,控制水冷段吐絲溫度分別為850℃和890℃,相變結束至集卷段平均冷卻速度為5.1℃/s,實測風冷冷卻曲線如圖1(a)所示;方案2,控制水冷段吐絲溫度為890℃,相變結束至集卷段平均冷卻速度分別為5.1、4.2、2.6℃/s,集卷溫度分別為335、385、475℃,實測風冷冷卻曲線如圖1(b)所示。
集卷空冷后,對成品盤條取樣,制成金相試樣,用JSM-6510A高真空掃描電鏡能譜一體機對氧化層顯微組織進行形貌觀察,對其富硅層進行能譜分析,并使用ImageTool軟件測定氧化層厚度。
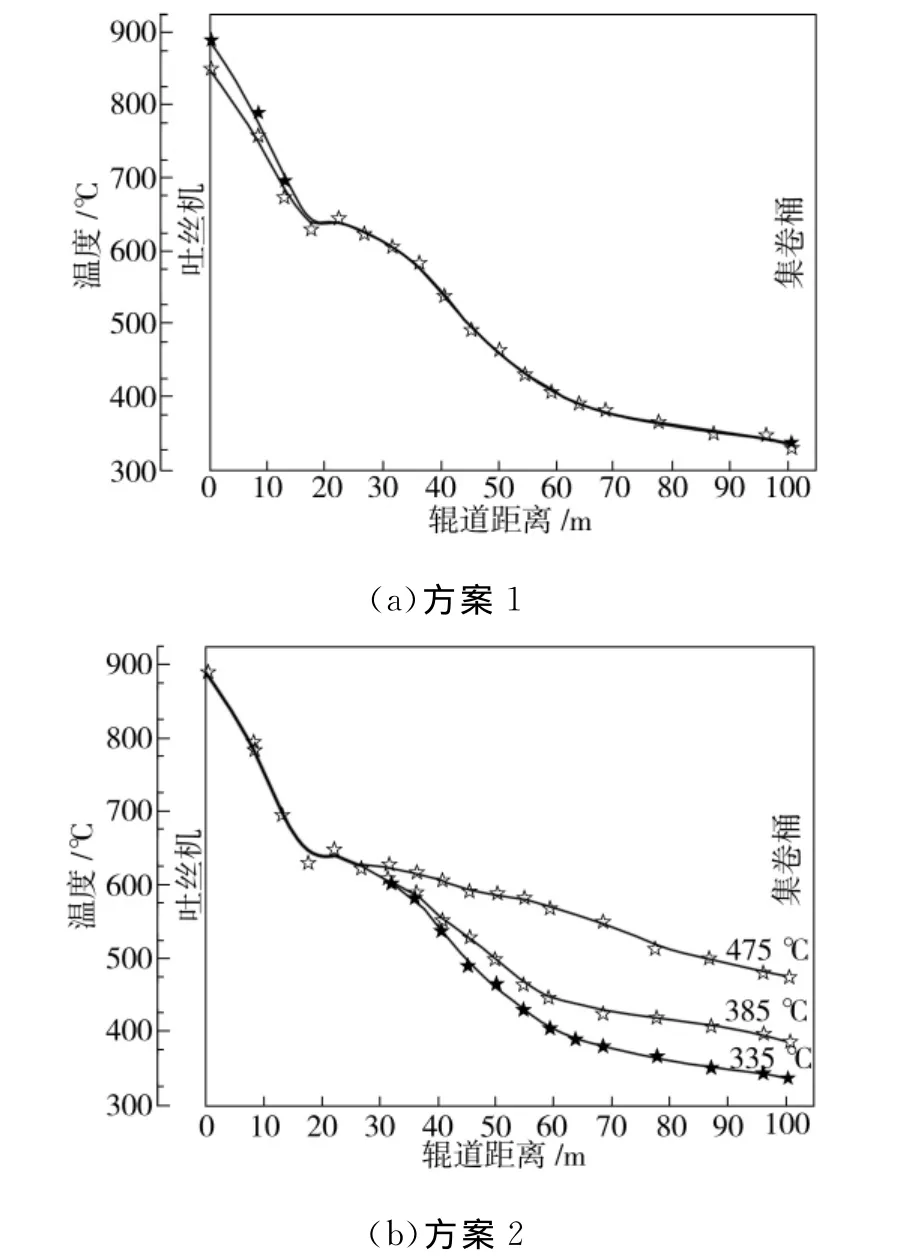
圖1 實測斯太爾摩風冷冷卻曲線Fig.1 Actual cooling curves in Stelmor air-cooling
2 氧化層形貌
研究表明,70鋼氧化層不是均一的氧化鐵,它是由基體向外依次為FeO、Fe3O4和Fe2O3[2,6]。氧化層顯微形貌和富硅層能譜圖分別如圖2和圖3所示。可以看出,氧化層有明顯分層現象,并且在基體與氧化層之間存在富硅層。
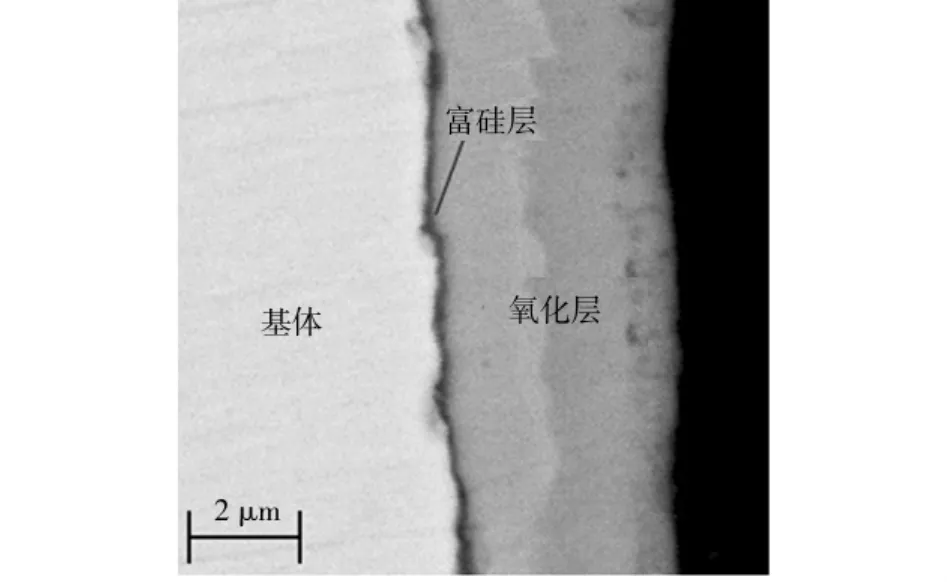
圖2 氧化層顯微形貌Fig.2 SEM micrograph of the oxide layer
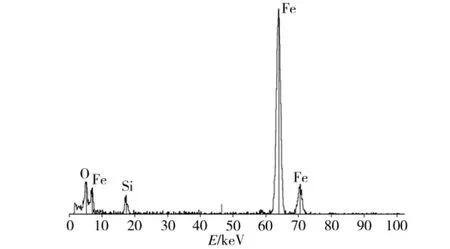
圖3 富硅層能譜圖Fig.3 EDS spectrum of the Si-rich layer
3 軋后冷卻工藝對氧化層厚度的影響
3.1 吐絲溫度對氧化層厚度的影響
對硬線70鋼盤條采用方案1冷卻工藝,其氧化層SEM照片如圖4所示。當吐絲溫度分別為850℃和890℃時,測得氧化層厚度分別為4.5 μm和7.5μm。可見,相同風冷條件下,吐絲溫度由890℃降低到850℃時,其氧化層厚度減少3.0μm,其減少幅度達40%。
3.2 相變結束至集卷段平均冷卻速度對氧化層厚度的影響
對硬線70鋼盤條采用方案2冷卻工藝,其氧化層SEM照片如圖5所示。當吐絲溫度為890℃、相變結束至集卷段平均冷卻速度分別為5.1、4.2、2.6℃/s以及對應的集卷溫度分別為335、385、475℃時,測得其氧化層厚度分別為7.5、8.0、11.0μm。可見,吐絲溫度一定(890℃)、相變結束至集卷段平均冷卻速度由2.6℃/s增大到4.2℃/s(集卷溫度相應由475℃降至385℃)時,其氧化層厚度減少3.0μm,其減少幅度約為27%,起到了顯著降低氧化層厚度的效果。此時,進一步增大平均冷卻速度至5.1℃/s,其氧化層厚度減少僅為0.5μm,對氧化層厚度降低效果不明顯。考慮到提高冷卻速度需要增加風機能耗,故控制相變結束后至集卷段平均冷卻速度為4.2℃/s、集卷溫度為385℃。
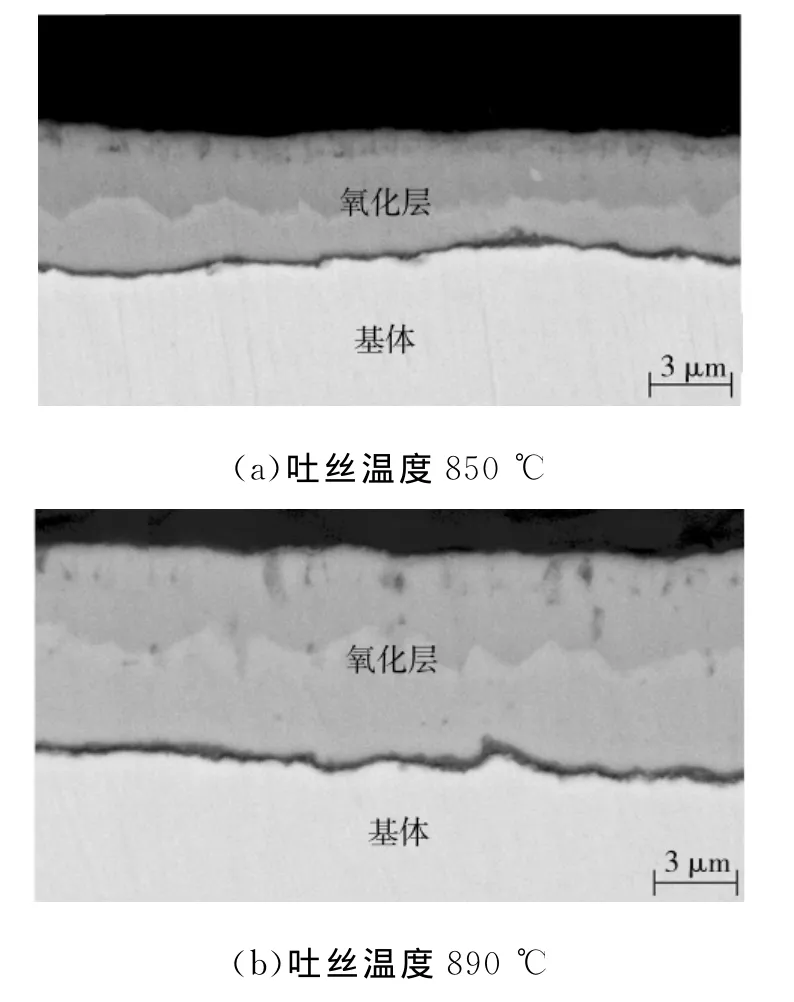
圖4 方案1冷卻工藝下的氧化層顯微形貌Fig.4 SEM micrographs of the oxide layer on the controlled cooling scheme A
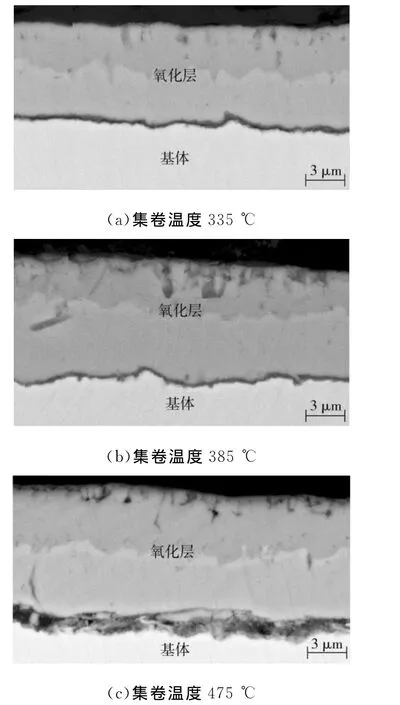
圖5 方案2冷卻工藝下的氧化層顯微形貌Fig.5 SEM micrographs of the oxide layer on the controlled cooling scheme B
4 結論
(1)相同風冷條件下,水冷段吐絲溫度由890℃降低到850℃時,氧化層厚度減少3.0μm,其減少幅度達40%。
(2)水冷段吐絲溫度一定(890℃),相變結束至集卷段平均冷卻速度由2.6℃/s升至4.2℃/s、集卷溫度由475℃降至385℃時,氧化層厚度減少3.0μm,其減少幅度約為27%,氧化層厚度降低效果顯著。
[1]強十涌,喬德庸,李曼云.高速軋機線材生產(第2版)[M].北京:冶金工業出版社,2009.
[2]楊建春,李祥才,于同仁.70鋼氧化鐵皮測定分析[J].鋼鐵研究,2003(6):55-58.
[3]李玉華,陳少慧,朱希圣,等.80鋼盤條氧化皮形貌及其厚度的計算[J].物理測試,2006,24(5):42-43.
[4]王勇,杭乃勤,張細菊,等.簾線鋼線材表面質量分析[J].特殊鋼,2007,28(1):57-58.
[5]潘燕.冷卻工藝對普碳線材氧化鐵皮生成的影響[J].軋鋼,1990(5):21-25.
[6]李玉華,陳少慧,朱希圣,等.熱軋盤條表面氧化皮的研究與控制[J].金屬制品,2008,34(1):28-29.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
