基于正交測試實驗法的鉬絲振動研究
2013-11-15 07:36:34張世憑唐先春姜自蓮
中國測試 2013年4期
關鍵詞:振動
張世憑,程 明,唐先春,楊 琳,姜自蓮
(成都工業學院,四川 成都 611000)
0 引 言
往復走絲數控線切割機床加工中,其鉬絲與工件表面之間的間距在很大程度上決定著零件加工質量。機床工作時,鉬絲因其撓性及其他因素影響而時常處于振動狀態,降低了零件的加工質量。為提高機床加工精度,須削弱甚至消除該振動。為此,需要清楚鉬絲振動的影響因素,才能在此基礎上采取措施改善加工質量。
本文首先建立了鉬絲振動模型,分析導致鉬絲振動的主要因素。然后按照正交測試實驗法,在有限的試驗次數中,確定各影響因素的主次順序。對兩種方法得到的結果進行分析,為采取工藝措施擬制鉬絲振動創造條件。
1 線切割機床工作原理
如圖1所示,在加工過程中,工件和電極絲分別接通脈沖電源的正負極,電極絲與工件之間保持微小間隙,形成間隙放電條件,產生放電腐蝕蝕除工件表面材料,達到設計要求的尺寸精度和表面質量。電極絲一般為鉬絲,在絲筒帶動下,通過上下導輪在加工區域不斷作往復運動,以保持放電條件[1]。
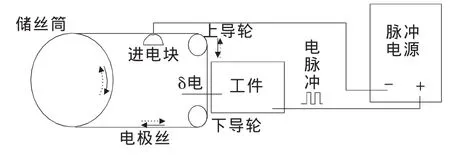
圖1 機床工作原理圖
2 鉬絲數學模型
由線切割機床的工作原理可知,工作時,鉬絲主要承受張力、阻尼力及其他受力[2]。
(1)張力。主要來源于運絲系統中如絲筒、導輪等固定零部件的約束力,初始張力則為工人安裝鉬絲時人為施加的“張絲預緊力”。
(2)工作液及電蝕物的阻尼力。在加工過程中,具有一定粘度的工作液不斷地沖擊加工區域,對鉬絲的軸向運動會產生阻滯作用。同時,在加工區,放電腐蝕掉的零件表面微細顆粒混雜在工作液中,也會增加對鉬絲的阻滯作用。
(3)其他受力。電火花線切割加工時伴隨著電化學和熱力學等方面的復雜現象,因此鉬絲在運行時還會受到下列作用力:由于放電腐蝕產生放電壓力、鉬絲與工件之間建立起來的電場所產生的庫侖力、放電點金屬受熱熔化和氣化噴爆時的沖擊力。
由此可知圖1中上下絲架間鉬絲的受力情況如圖2所示。若不考慮換向過程,在一定時間內,鉬絲可視為兩固定點之間勻速運動的運動弦。圖中L為上下導輪A、B之間的距離(m),即鉬絲工作時的跨距,ν為鉬絲運行速度(m/s),P(z,t)為鉬絲橫向外載荷(N)[3]。
如圖3所示,取其中一微段做分析。工作中,鉬絲運行速度一般大于6 m/s,此時可忽略工作液的阻滯和其他受力作用。設ρ、T、θ分別為鉬絲單位長度質量(kg/m)、鉬絲張力(N)及其與Z軸的夾角,根據力學定律可得[4]:
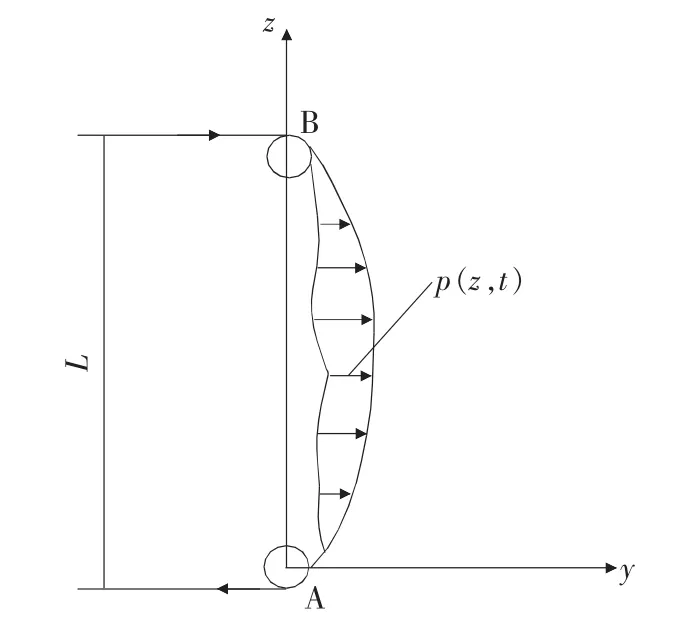
圖2 運動弦模型
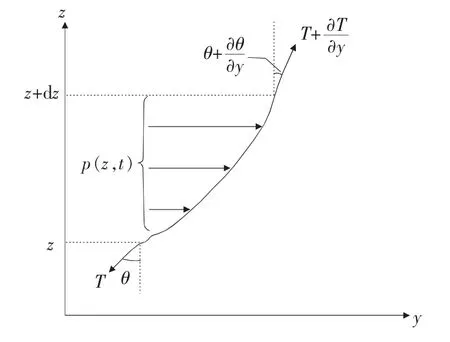
圖3 一微段鉬絲受力圖

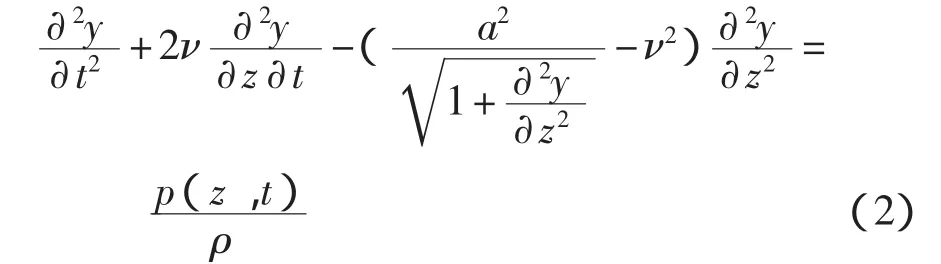
式中:a2=T/ρ,a——彈性橫波縱向傳播速度。
其邊界與初始條件為
由此解式(2),得到該運動弦的第n階固有頻率為

3 計算仿真
由式(3)知,鉬絲第n階固有頻率fn由運動速度ν、張力T、單位長度質量ρ、長度L決定。對于某種給定的鉬絲,其fn與L成反比,但和ν、T的關系不直觀,比較復雜。為直觀地了解fn與L、ν、T的關系,項目組根據式(3)進行了fn的計算仿真[6]。
在生產實際中,使用比較多的鉬絲直徑為0.14mm,其密度ρ=1.66kg/m,故仿真時取ρ=1.66kg/m。根據工作條件,各取值范圍為L∈{0.20,0.80},ν∈{6,12},T∈{4,12}。仿真中取n=2(工作時,鉬絲大部分時間與工件表面處于接觸-放電-離開-接觸-放電-離開的循環中,根據運動弦的有關理論,此種情況下,運動弦系統的一階固有模態受到很大抑制,鉬絲反映的主要模態應該是運動弦系統二階或以上的固有模態),為分析L、ν、T 3個因素對fn的影響,分析任意因素時,分別固定其他兩個因素,研究fn在該因素在取值范圍內變化時的情況,圖4、圖5、圖6為仿真的部分結果。
實踐表明,鉬絲的高頻振動對機床加工精度的影響較小,在高頻區段,鉬絲振動頻率越高越有利。從圖4、圖5、圖6可以看出:
(1)頻率的增加與張力的增加基本成正比。在許可的范圍內,張力越大,鉬絲振動頻率越高,對提高加工精度越有利。在實際加工中,操作者一般也是按照這樣的原則工作的,當鉬絲工作一段時間后,張力減小,操作者就會通過“緊絲”等手段來提高張力值。但張力值的增大會加劇鉬絲的損耗,降低鉬絲壽命,從而增加加工成本。
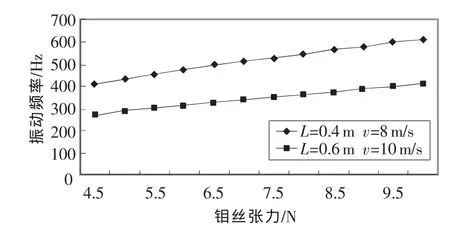
圖4 L=0.4m,v=8m/s和L=0.6m,v=10m/s時,振動頻率隨鉬絲張力變化情況圖
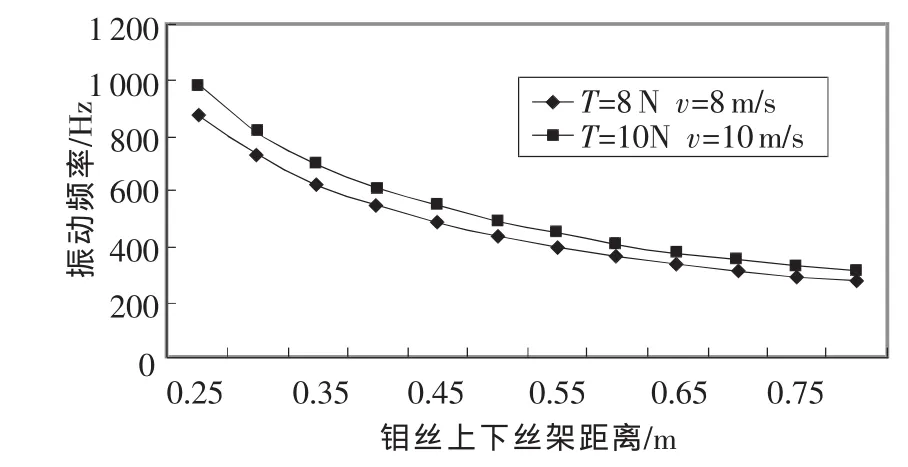
圖5 T=8N,v=8m/s和T=10N,v=10m/s時,振動頻率隨鉬絲上下絲架距離(跨距)變化情況圖
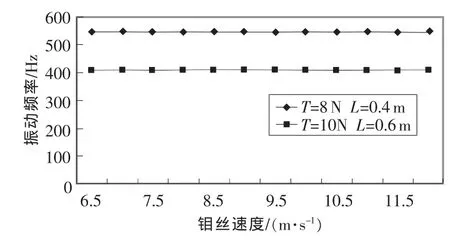
圖6 T=8N,L=0.4m和T=10N,L=0.6m時,振動頻率隨鉬絲速度變化情況圖
(2)鉬絲位于上下線架之間的距離即跨距越小,頻率越高,即越有利。尤其是跨距低于400mm時,鉬絲的振動頻率穩定地高于450Hz,對提高加工精度很有利。實際工作中,線切割機床的經濟加工高度一般低于400mm,高于400mm的工件用線切割機床加工時,其精度難以保證。
(3)絲速對鉬絲振動頻率的影響很小,在本文研究的取值范圍內,絲速變化與頻率的關系圖幾乎是一條直線。在實際工作中,通過變頻手段可以改變加工中的絲速,主要用以獲得不同的加工效率,而不是提高加工精度。
4 正交測試實驗
為驗證上述模型,分析在實際生產中的適用性、正確性,課題組在DK7735型往復走絲數控線切割機床上進行了試驗。該機床的工作行程X×Y為350mm×420 mm;加工工件高度為20~800 mm。實驗中采用了DWS測振儀、泰克TDS2012B示波器、Schmidt TS1-5000-232張力測試儀以及用于控制運絲速度的變頻器。
同時考察L、ν、T對鉬絲振動的影響,這是一個典型的多因素試驗,同時每一因素理論上又有無窮多個不同的取值,即使按照一定的步長對3個因素取值,組合下來的試驗次數也會是一個很大的數字。例如,若對L、ν、T分別在取值區間各取9個值,組合下來的試驗次數為93即729次,這將會付出非常高的實驗成本及很長的實驗時間。為科學合理地安排多因素試驗,課題組采用高效率的正交實驗法來設計試驗[7]。
實踐表明,鉬絲的低頻振幅較大,對鉬絲與工件之間相對位置關系的正確度影響很大,并導致放電條件不穩定。而鉬絲的高頻振動只要不是共振,一般是微幅,對工件加工精度的不良影響基本可以忽略。因此,本試驗的考察指標定為鉬絲的振動頻率,頻率越高,指標越好。在其他加工參數,如脈沖、進給量、工件材料等條件不變的情況下,改變加工中的鉬絲L、ν、T,測量不同參數條件下的鉬絲振動頻率值。
(1)因素的選擇和影響水平的確定[8]
本試驗的目的是尋找導致鉬絲振動的主要影響因素中,其各自的不良作用水平,進而為采取措施抑制鉬絲振動提供依據。試驗的考察指標是鉬絲振動頻率(越高越好)。
根據經驗,確定各因素的水平,如表1所示。
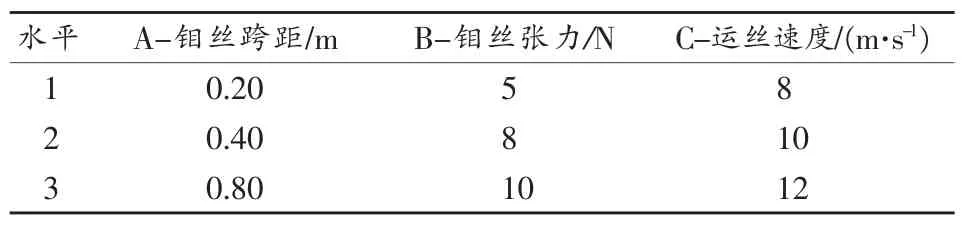
表1 因素水平表
(2)基于正交試驗表的實驗方案與測試結果
本試驗有3個因素,每個因素各有3個水平,采用L9(34)表很合適,式中的L代表正交表,小標“9”表示該表有9個橫行,即要做9次試驗;括號內的上標“4”表示有4個縱列,即可以安排4個因素的試驗;底數3表示每個因素可以有3種水平。
選好正交表后,把各因素依次放在正交表的表頭對應列上,見表2。因素按表頭設計格式填寫,水平按“因素水平表”對號填寫,其中的1、2、3分別代表實際水平參數。
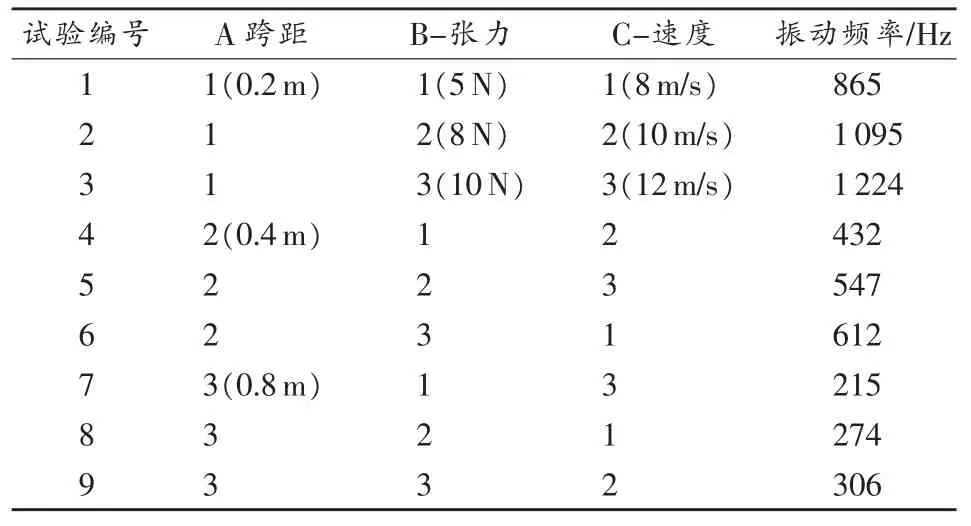
表2 試驗方案及結果表
將3個因素依次放在L9表的第1、2、3列中,就得到相應的9次實驗條件。第4列空缺,可以略去。
按照實驗方案,測得各個條件下鉬絲的振動頻率值,并填入表中第4列。
為考察跨距L、張力T、運絲速度ν對振動頻率的影響力,根據表2分析計算出了它們各自在3個水平下的平均頻率,結果為
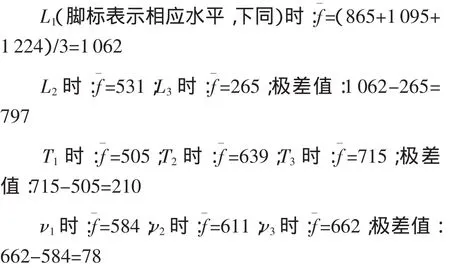
將計算結果列入表3。
極差值的大小表征該因素對振動值的影響力,極差值越大,影響力越高,反之亦然。從表3可以看出,鉬絲跨距變化對其振動的影響最大,張力變化其次,運絲速度變化影響最小。跨距的極差值797遠大于絲速的極差值78,后者約為前者的9.8%,這與前面仿真計算得到的分析結果非常相近,即和跨距對振動的影響相比,絲速的影響幾乎可以忽略,在圖6中表現出來幾乎是一條直線。
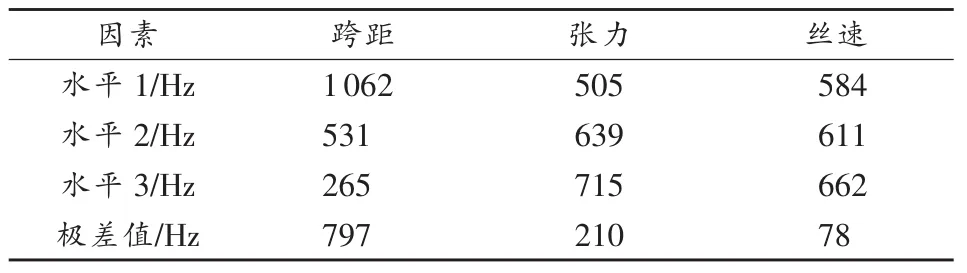
表3 各因素對頻率的影響結果分析表
在生產實際中,工件越厚,要求的鉬絲跨距就越大,加工精度就會越低。一般超過500mm的工件,在線切割加工工藝中,就會被視為大厚度工件,需要在設置包括電參數在內的工藝參數值時花不少精力。因此,試驗結果與生產實際中情況是一致的。
同時,以鉬絲振動頻率最大作為擇優條件可以看出,跨距在水平1(0.2 m)時最好,張力在水平3(10 N)時最好,絲速在水平 3(12 m/s)時最好。因此,從控制鉬絲振動對加工精度影響的角度,好的參數條件是:L=0.2m,T=10N,ν=12m/s。
5 結束語
對比理論模型的仿真計算結果和試驗結論,找到了導致鉬絲振動的主要因素即跨距、張力和絲速對振動的影響力排序,并且兩個途徑反映出的趨勢是一致的;同時該趨勢也與線切割機床實際加工情況相符合,說明將鉬絲視為振動弦的假設是成立的,正交試驗法在該課題中的應用是成功的。
正交實驗法用于鉬絲振動試驗研究,大大減少了試驗次數,縮短了試驗周期,節約了人力、物力和財力。在本實驗中,通過有限的9次實驗,找到了3個因素對鉬絲振動的影響力排序,并且得到了最優工作條件組合,為下一步采取針對性改進措施指明了方向。
[1]郭潔民.模具電火花線切割技術問答[M].北京:化學工業出版社,2009:1-3.
[2]陳劍,滕向陽,賈志新.電火花線切割恒張力控制系統的研究[J].電加工與模具,2007(1):61-63.
[3]韓福柱,陶春生.慢走絲電火花線切割加工精度的仿真研究[C]∥中國機械工程學會年會論文集.重慶:中國機械工程學會,2005.
[4]李惠彬.振動理論與工程應用[M].北京:北京理工大學出版社,2006:97-100.
[5]李崇豪,朱金山.電火花線切割機床電極絲受力及振動分析[J].江蘇工學院學報,1990(4):1-6.
[6]劉瑞江,張業旺.正交試驗設計和分析方法研究[J].實驗技術與管理,2010(9):52-55.
[7]張為人,張玉環.正交試驗設計法在火焰原子吸收操作條件選擇中的應用[J].遼寧城鄉環境科技,2004,24(6):34-36.
[8]王艷,張愛珍,任春生.正交試驗設計與優化理論基礎與應用進展[J].分析實驗室,2008,27(12):33-35.
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
大電機技術(2022年5期)2022-11-17 08:12:48
天天愛科學(2020年6期)2020-09-10 07:22:44
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
數學物理學報(2018年4期)2018-09-14 03:40:58
數學物理學報(2017年6期)2018-01-22 02:26:40
船海工程(2015年4期)2016-01-05 15:53:26
噪聲與振動控制(2015年4期)2015-01-01 07:08:44
計算物理(2014年2期)2014-03-11 17:01:44
鄭州大學學報(理學版)(2014年3期)2014-03-01 04:21:00
