電廠國產600MW機組不穩定軸系的調整方法
2013-12-04 01:50:20王海成黃金庫倪偉軍
設備管理與維修 2013年2期
王海成 黃金庫 倪偉軍
華電能源哈爾濱第三發電廠 黑龍江哈爾濱市
一、前言
所用汽輪機組是引進美國西屋技術并通過國產優化設計后定型制造的首臺600MW火電機組,該機組于1996年投入生產,2011年進行第四次大修。前箱、中箱臺板在2003年以及2007年大修過程中均發現臺板存在變形,導致前箱、中箱底面與臺板間存在較大面積間隙(最大處超過1.7mm),當時采用研磨臺板的方式進行處理。此舉雖然解決了軸承箱與臺板接觸面的間隙問題,但由于研磨量較大造成1#、2#、3#瓦軸承標高降低,軸系揚度嚴重偏離設計值較大,進而導致軸系失穩,1#、2#、3#瓦軸振動較大,機組無法投入順序閥方式運行。
二、軸系簡介
汽輪機組是哈汽廠生產的N600-16.7/537/537型機組,配以哈電機廠生產的SN-600-2YH型發電機。全機共有高、中、低I、低II、發電機、勵磁機6段轉子,設有1個推力軸承和11個徑向軸承,低I與低II轉子、低II與發電機轉子之間采用短軸連接。其中1#-4#軸瓦為4瓦塊可傾瓦,5#-8#瓦下瓦為可傾瓦,上瓦為圓筒瓦,9#-11#均為3瓦塊可傾瓦。盤車大齒輪位于低II轉子與發電機轉子聯軸器之間。各轉子相對尺寸如圖1所示。
三、影響機組軸系調整及穩定的現狀分析
機組前箱、中箱臺板在2003年及2007年大修過程中均發現臺板存在變形導致前箱、中箱底面與臺板間存在較大面積間隙(最大處超過1.7mm),當時采用研磨臺板的方式進行處理。此舉雖然解決了軸承箱與臺板接觸面的間隙問題,但由于研磨量較大造成1#、2#、3#瓦軸承標高降低。由于1#瓦無可調整墊片,1#瓦標高無法調整,如果要恢復1#瓦揚度則對其余各瓦洼窩中心、汽封間隙影響太大,以致汽封無法調整。考慮到保證 4#、5#、6#、7#、8#瓦洼窩中心、汽封間隙及揚度,致使1#、2#、3#瓦軸系揚度嚴重偏離設計值較大,進而導致軸系失穩,1#、2#、3#瓦軸振較大,嚴重影響了機組的安全穩定運行。機組本次大修前運行期間,一直無法投入順序閥方式運行,機組經濟性大幅度降低。
此次大修過程中,通過對軸系振動、軸瓦標高、油膜壓力、振動對數衰減率等進行調研、分析、測試,并結合機組的各項運行參數可以歸納如下影響因素。
(1)機組軸系揚度偏離設計值較大,軸系負荷分配不均,1#、2#、3#軸承載荷較輕,造成機組在正常運行期間振動數值超標。
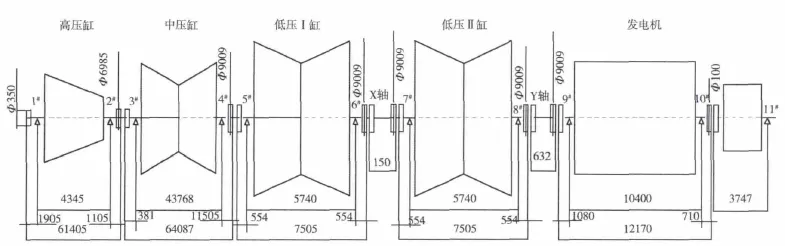
圖1 汽輪機組軸系尺寸圖
(2)機組自2010年進行供熱改造,自中的導汽管抽汽,由于受廠房布局及機組條件限制,原中低導汽管通過3通、4通連接后延伸出供熱蒸汽管道,管道膨脹量較大,若機組啟動過程中膨脹不暢,將影響附近軸承的振動情況。
(3)機組低壓缸兩側的軸承支撐結構采用瓦枕懸掛式結構,受支撐強度及低壓缸標高變化的影響,軸承冷、熱態標高變化量較大,容易引起通流部分間隙變化,嚴重時導致動靜摩擦,引起振動。
(4)啟動升速過程,各個轉子在經過臨界轉速區域時振動數值會增大,由于高、中、低壓轉子在2007年進行了通流改造葉片換型。2007年和2011年兩個低壓轉子又先后出現過葉片斷裂,當時受客觀因素決定,均是在現場更換葉片,其后未進行高速動平衡試驗,所以轉子臨界轉速時振動較大初步判斷為存在一定的質量不平衡。
通過以上分析可以看出軸系中心的調整應從軸系揚度調整、軸瓦負荷分配、軸瓦自身狀態、轉子動平衡狀況等幾個主要方面查找原因,同時還應對機組的滑銷系統、通流間隙等做詳細而準確的檢查。
四、影響機組軸系調整及穩定因素的解決
機組軸系的調整受該臺機組本身結構、設計以及歷史安裝條件等因素的影響,在檢修工藝方法上與其他同類型或大型汽輪發電機組有很大不同。
(1)機組中心受汽缸、各部套、連通管自重影響較大,因此必須測量全實缸帶導汽管、全實缸不帶導汽管、半實缸3種狀態下中心狀況,對數值加以分析,確定變化量,以上工作是以后機組在半實缸狀態下調整的基礎,對整個檢修工作都至關重要。
(2)對于包括該電廠機組在內的國產600MW機組的軸系調整中1#軸承無法調整是一個普遍現象。因為1#軸承的瓦架直接落人前軸承箱瓦架洼窩中,完全依靠與前箱的配合實現1#軸承的定位,也就是說只要前箱不動,1#軸承就動不了。一直以來的軸系調整方式均是以1#軸承為死點,向發電機及勵磁機側進行調整。而本次若想徹底解決機組軸系揚度狀況,必須要對1#軸承進行調整。本次調整過程通過對1#軸承及前箱進行改造。
取消1#軸承現有的瓦架結構,重新加工一個瓦架,新瓦架的內圓面與原瓦架相同,其外圓面由原來的與前箱整體配合改為由3個可調瓦墊支承的部分配合,1#軸承的支承方式就變為3瓦墊支承,1#軸承的左右及高低位置的較小變化量便可通過調整下部3個可調瓦墊的厚度實現。
更換新前箱,前箱內部及連接管路均不變,加厚前箱底板厚度,進而達到滿足1#軸承標高上抬較大量的目的。加固1#軸承下部支撐托架的強度,進而滿足1#軸承改造為3墊鐵接觸式軸承后的支撐剛度。
(3)600MW機組低壓缸兩側的軸承支撐結構采用瓦枕懸掛式結構,瓦偏移量的調整要通過加減瓦枕左右或下墊片來實現,軸系中心初定以后,為保證各瓦墊接觸情況,需進行瓦墊的研磨工作。考慮到瓦本身結構,各瓦、瓦枕在負載與空載相比會發生較大變形,必須進行實研,可將瓦枕單側固定,另一側松開,在對輪及轉子端面支百分表,記錄轉子的移動量。研磨時單側預留0.03mm左右的過盈量,研磨后應保證轉子位置不變。緊力的存在有效避免了因軸瓦不實而引起的軸系振動。另外,機組中心的調整應參考汽缸水平、轉子揚度、油擋洼窩的變化,滿足隔板中心、汽封間隙調整的需要。
(4)調整機組中心的同時應對其他造成軸系不穩定因素加以檢查。
檢查軸承支撐結構、低壓缸、發電機定位L形鐵間隙。測量各轉子、短接的跳動、瓢偏,盤車大齒輪平行度、平面度,勵磁機轉子的晃動值,以消除其對機組軸系的影響。滑銷系統檢查,消除因其卡澀、膨脹不暢對中心造成的影響。消除轉子部件損壞、軸瓦間隙、緊力超標等帶來的軸系或油膜失穩因素。轉子做動平衡試驗或在機組啟動沖轉過程中計算好相角及不平衡量,通過加動平衡塊調整。
五、機組軸系中心的調整
1.對1#軸承及前箱進行改造
改造1#軸承現有的瓦架結構,重新加工一個瓦架,新瓦架的內圓面與原瓦架相同,其外圓面由原來的與前箱整體配合改為由3個可調瓦墊支承的部分配合,1#軸承的支承方式就變為3瓦墊支承,1#軸承的左右及高低位置的較小變化量便可通過調整下部3個可調瓦墊的厚度實現。更換新前箱,前箱內部及連接管路均不變,前箱底板在原基礎上加厚2.0mm滿足1#軸承標高上抬較大量。
2.軸系中心調整方案
上下方向:1#瓦抬2.0mm,2#瓦抬0.35mm,3#瓦抬0.12mm,4#瓦 降 0.25mm,5#瓦 降 0.20mm,6#瓦 降 0.35mm,7#瓦 降0.40mm,8#瓦降 0.45mm,9#瓦抬 0.05mm,10#瓦抬 2.15mm。
左右方向:2#瓦往爐推 0.35mm,3#、4#瓦不動,5#瓦往電推0.15mm,6#瓦往電推0.05mm,7#瓦往電推0.20mm,8#瓦不動。
六、總結
600MW汽輪機組在找中過程中必須重點考慮軸系揚度符合整個軸系負荷分配趨勢,同時要盡量保證轉子洼窩中心向設計值靠攏,且各部套中心及各級汽封圈的調整量在可調范圍內,避免動靜碰磨,在汽封間隙的調整上盡量達到最佳效果。另外,如何避免動靜碰磨,在汽封圈選型及汽封間隙的調整上達到最佳效果還有待進一步探討。