X100管線鋼埋弧焊焊接接頭的組織特征
2013-12-11 10:37:26陳飛綢李繼紅
機械工程材料 2013年9期
關鍵詞:焊縫
張 敏,楊 亮,陳飛綢,鄭 雯,李繼紅
(西安理工大學材料科學與工程學院,西安710048)
0 引 言
隨著經濟的快速發展,人類對石油、天然氣的需求量日益增加。作為石油和天然氣最經濟、最安全、不間斷的長距離輸送方法,管線輸送近年來得到了巨大發展。目前全世界石油、天然氣輸送用管材消耗量已達1 000萬t以上,管線總長度已經遠超過230萬km,并以每年3%的速度增加[1-3]。大口徑、高壓輸送以及選用高鋼級管材是輸送管線發展的一個重要趨勢,采用高壓輸送和高強度管材可大幅節約管線建設和運行成本[4-6]。目前,X80管線鋼在我國已被廣泛使用,X100、X120高鋼級管線鋼也已相繼開發成功,但X120管線鋼還停留在試驗研制階段,因此X100管線鋼成為現階段高壓輸送石油和天然氣的首選材料。管線的使用離不開焊接,但焊接工藝會改變管線鋼的組織結構,從而影響其使用性能;而且目前針對X100 母材和焊接熱影響區顯微組織的研究較多,而對焊縫金屬顯微組織的研究較少,所以研究X100管線鋼焊縫的顯微組織就顯得至關重要。鑒于此,作者采用埋弧焊對X100管線鋼進行雙面焊,并對其焊接接頭的顯微組織進行了觀察,深入分析了焊縫和熱影響區(HAZ)組織的變化情況,為改善X100管線鋼性能提供理論基礎,為其工業化應用提供參考。
1 試樣制備與試驗方法
試驗選用某鋼廠生產的X100管線鋼板材,板厚為15.3 mm。焊板開內、外坡口,內坡口角度為(60±3)°,外坡口角度為(90±3)°,鈍邊9mm;其主要化學成分如表1所示。
焊絲選用H03MnNi3型焊絲,其中前絲直徑為4.0 mm,后絲直徑為3.2 mm,主要化學成分見表2。焊劑的主要化學成分見表3。
焊接試驗采用LINCOLN 型交直流雙絲埋弧自動焊機進行對接直縫焊接,接頭間隙1.0mm,分內、外焊接。焊前打磨試樣表面,正面焊完后對反面進行清根埋弧焊接(即先內焊后外焊)。焊絲伸出導電嘴的長度為25~38mm,采用大線能量焊接的工藝參數(如表4所示)。
采用OLYMPUSGX-71 型光學顯微鏡觀察焊接接頭的顯微組織。

表1 X100管線鋼的化學成分(質量分數)Tab.1 Chemical composition of X100pipeline steel(mass) %

表2 H03MnNi3焊絲的主要化學成分(質量分數)Tab.2 Main chemical composition of H03MnNi3welding wire(mass) %

表3 XAUTSJ101ZC焊劑的主要化學成分(質量分數)Tab.3 Main chemical composition of XAUTSJ101ZC flux(mass) %
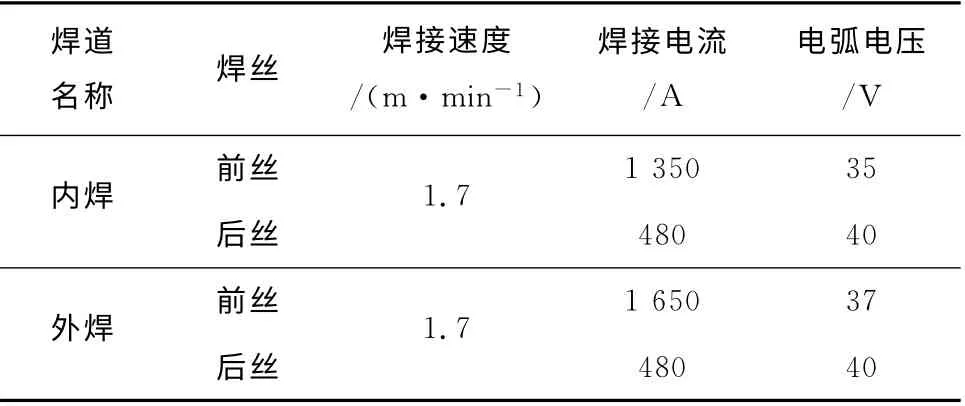
表4 焊接工藝參數Tab.4 Parameters of welding procedure
2 試驗結果與討論
2.1 母材的顯微組織
X100管線鋼為一種低碳微合金控軋控冷超細晶粒鋼,鋼中含有鈦、鈮和鉬等微合金元素,一般情況下這些微合金元素會在鋼中形成熔點很高的微小碳氮化合物相,這些相彌散分布于晶內和晶界上,在焊接熱循環過程中會限制奧氏體晶粒長大[7]。
由圖1可見,X100管線鋼母材組織由鐵素體和粒狀貝氏體組成,白色的為細晶鐵素體,尺寸為1~10μm,分布于原奧氏體基體上,它在原奧氏體晶粒內形成;在細晶鐵素體之間及內部分布有細小的黑色粒狀貝氏體,尺寸更細小。
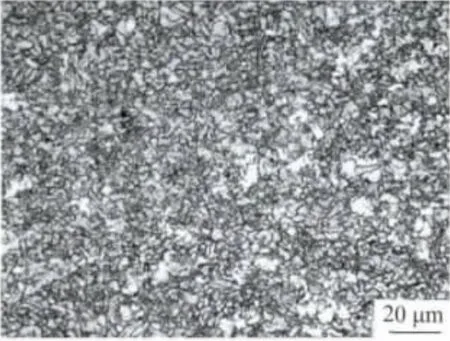
圖1 X100管線鋼母材的顯微組織Fig.1 Microstructure of X100pipeline steel base metal
2.2 焊縫區的顯微組織
從圖2可以看出,焊縫區的顯微組織主要為針狀鐵素體(AF)、粒狀貝氏體(GB)以及少量的M/A島和黑色夾雜物顆粒。針狀鐵素體細小,呈條束狀,以“籃筐編結”形態存在,晶粒大小不等,但整體分布較為均勻,相互之間的位向關系不定,晶界處有一定的夾角,為混雜分布形式。這些彼此咬合互相交錯分布的針狀鐵素體可以有效阻礙裂紋擴展,從而提高材料的強韌性。另外,在針狀鐵素體細小條束間分布的高密度位錯對材料強韌性的提高也有重要作用。與焊縫邊緣的組織相比,焊縫中央的AF、GB分布得更均勻,且交錯分布的程度更大,可以更有效提高材料的強韌性。
在焊接過程中,由于鋼中錳、鉻、鎳、鉬等合金元素含量比較高,且均屬于強化元素,大大增加了奧氏體的穩定性。鉻元素可以顯著降低奧氏體向鐵素體轉變的溫度,阻礙碳擴散,推遲貝氏體轉變[8];錳元素在較高溫度下可抑制先共析鐵素體和側板條鐵素體的析出,提高針狀鐵素體的含量;鉬含量的增加,可有效推遲先共析鐵素體轉變;鎳元素在低溫時可以減小焊縫金屬的摩擦阻力和釘扎常數,促進螺型位錯交滑移,使材料獲得較高的低溫韌性[9]。可見錳、鉻、鎳、鉬等合金元素的存在,可促進粒狀貝氏體和針狀鐵素體的形成,使焊縫在滿足強度要求的同時也能獲得良好的韌性。
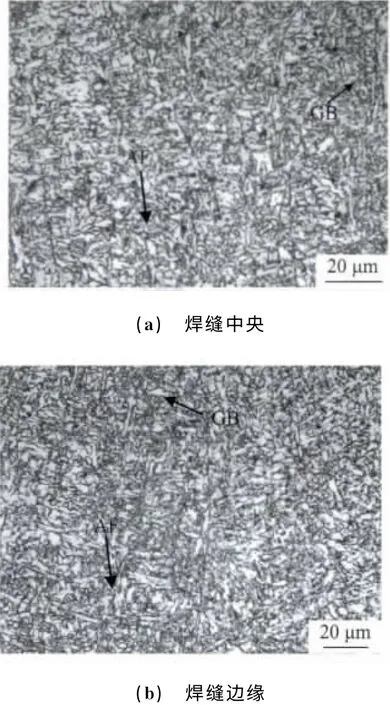
圖2 X100管線鋼焊接接頭焊縫的顯微組織Fig.2 Microstructure of weld seam of X100pipeline steels welded joint:(a)at the center of weld seam and(b)at the edge of weld seam
2.3 熱影響區(HAZ)的顯微組織
在管線鋼的焊接熱循環過程中,根據熱循環的特征,熱影響區鐵素體的主要組織形態有多邊形鐵素體(PF)和準多邊形鐵素體(QF),貝氏體的主要組織形態有粒狀貝氏體(GB)和貝氏體鐵素體(BF)。
從圖3 可以看出,與X100管線鋼母材組織相比,熱影響區的組織明顯粗大。說明了X100管線鋼的熱敏感性較大,由于焊接熱循環的作用,造成了熱影響區的軟化和過熱區(粗晶區)晶粒的長大,進而使材料脆化。在靠近焊縫側的粗晶區組織形態發生了明顯變化,晶粒粗化明顯,同時有少量QF 和PF存在。QF不是管線鋼的理想組織,隨著其含量的增加,材料的強韌性降低[10]。而靠近母材側細晶區的組織多為從奧氏體晶界向晶內生長的細密板條,不同位向的板條使原奧氏體晶界清晰可見。細晶區的主要組織為BF和GB,板條間為薄膜狀或條狀M/A 島,組織較為細小。BF 對材料的強度和韌性是有益的,其強化可歸結為由轉變溫度降低引起的晶粒細化效應以及亞晶界強化和位錯亞結構強化,而韌化除了細化晶粒外,還由于消除了大塊珠光體,組織中的M/A 島更小,分布也更均勻。因而BF賦予了材料優良的強韌化特性[11]。
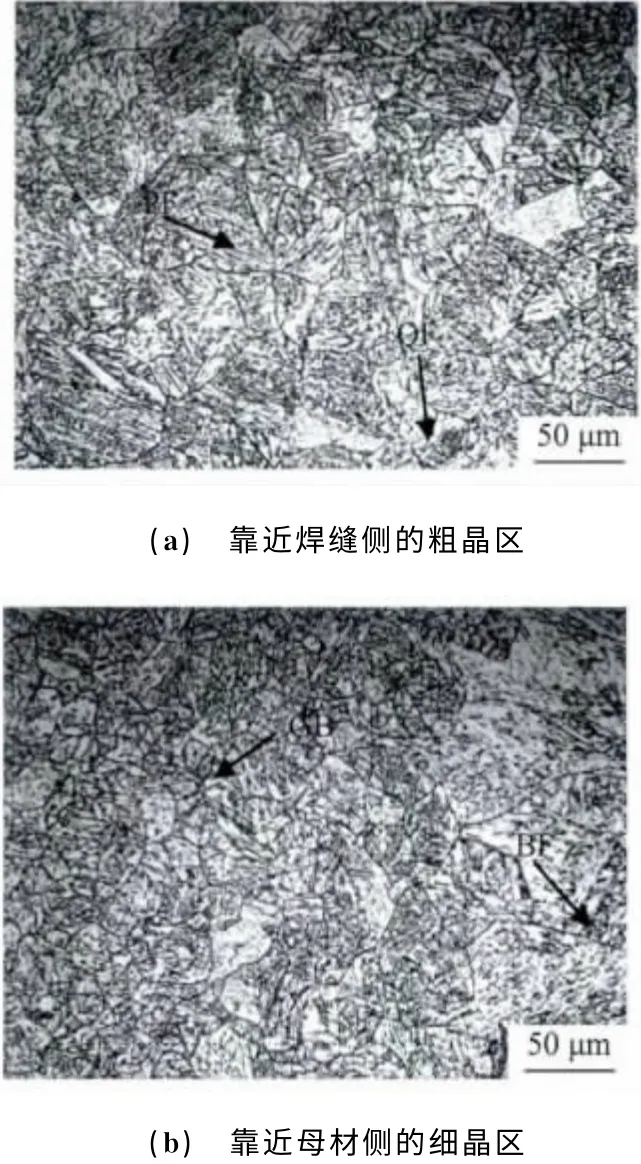
圖3 X100管線鋼焊接接頭熱影響區的顯微組織Fig.3 Microstructure of heat affected zone of X100pipeline steels welded joint:(a)coarse grain zone near weld seam and(b)coarse grain zone near base metal
可見,在焊接過程中焊縫及其附近區域的金屬經歷了獨特的焊接熱循環過程。在焊接過程中,焊接接頭熱影響區中靠近焊縫側的金屬在固相線以下至1 100 ℃左右的溫度區間處于過熱狀態,奧氏體晶粒急劇長大,冷卻后得到粗大的組織,即形成了粗晶區,使接頭韌性下降;另外,由于奧氏體極端過熱,M/A 島也相對粗大,易成為裂紋源和裂紋擴展通道,進一步降低該區的韌性。在熱影響區中靠近母材側的金屬由于被加熱到Ac3以上而發生了再結晶,鐵素體和珠光體幾乎全轉變為奧氏體,冷卻后得到了均勻細小的組織,形成了細晶區,此時材料的塑性和韌性都較好。
3 結 論
(1)X100管線鋼母材組織為鐵素體和粒狀貝氏體,細小的粒狀貝氏體彌散均勻地分布在鐵素體晶界和內部,具有一定的強化作用。
(2)焊縫區的組織主要為針狀鐵素體(AF)、粒狀貝氏體(GB)以及極少量M/A 島和黑色夾雜物顆粒,AF 組織細小,呈條束分布,細小條束間的高密度位錯可以有效提高材料的強韌性。
(3)與焊縫和母材的組織相比,熱影響區的組織明顯變粗;熱影響區不同區域處的鐵素體形態不同,粗晶區為準多邊形鐵素體和多邊形鐵素體,而細晶區則為貝氏體鐵素體。
[1]李建軍.管道焊接技術[M].北京:石油工業出版社,2007:221-223.
[2]李鶴林,馮耀榮.關于西氣東輸管線和鋼管的若干問題[J].石油專用管,2002,10(1):1-9.
[3]王儀康.高壓輸氣管線材料和相關問題[J].焊管,2000,23(3):84-89.
[4]STRIPLING T E,THOMAS J.Suggestions for improving in-itiation of pipeline projects[C]//Proceedings of IPC 2004-International Pipeline Conference.Calgary,Canada:ASME,2004:195-202.
[5]羅海文,董瀚.高級別管線鋼X80-X120的研發與應用[J].中國冶金,2006,16(4):14-15.
[6]HILLENBRAND H G.Development of high strength material and pipe production technology for grade X120line pipe[C]//Proceedings of IPC 2004-International Pipeline Conference.Calgary,Canada:ASME,2004:1-7.
[7]習天輝,陳曉,袁澤喜,等.大線能量焊接用鋼熱影響區組織和性能的研究進展[J].特殊鋼,2003,24(5):1-5.
[8]崔忠圻.金屬學與熱處理[M].北京:機械工業出版社,2000.
[9]張敏,姚成武,周永欣,等.X80管線鋼埋弧焊縫組織特征及其控制的試驗研究[J].中國石油大學學報,2006,30(5):88-92.
[10]馮耀榮,高惠臨,霍春勇,等.管線鋼顯微組織的分析與鑒別[M].西安:陜西科學技術出版社,2008:13-23.
[11]李鶴林,郭生武,馮耀榮,等.高強度微合金管線鋼顯微組織分析與鑒別圖譜[M].北京:石油工業出版社,2001:2-4.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07