在線檢測系統在特種紙機上的應用(續)
2013-12-23 04:38:38陸平
中國造紙 2013年5期
陸 平
(牡丹江恒豐紙業有限責任股份公司,黑龍江牡丹江,157013)
5 在線檢測系統軟件參數設置
以管理員身份登錄后進行參數設置。參數設置包括輸入輸出、周期缺陷、溫度設置、相機板、品種相關等。每一類參數設置都有導入參數文件、保存參數文件、應用參數功能。
5.1 輸入輸出設置
輸入輸出參數設置是對相機板輸入和輸出通道進行定義,以及要實現何種執行功能。輸入條件是輸入通道定義是否有效,要看輸入條件是否滿足。輸入條件包括該通道是否“使用”、注明通道的“名稱”、輸入通道接入的“板號”、輸入通道接入的“通道號”、輸入通道的有效“電平”(高電平或低電平)。
當輸入條件定義好后,輸入的有效電平滿足條件,執行下面的一些功能:開始運行、停止運行、暫停運行、換卷、報警、打標、光源控制、冷卻控制,還可以執行設置好的軟件報警功能和外部缺陷功能。
輸出通道就是將執行功能通過哪塊相機板、哪個通道、何種電平形式執行輸出,不能與出廠設定好的使用項定義發生沖突,更不能取消。
5.2 周期缺陷設置
周期缺陷一般是生產設備故障而導致的缺陷。這種故障人為很難發現,但造成的影響是比較嚴重的。通過圖13 周期缺陷設置對可能產生缺陷的故障設備進行參數的設定,系統可以通過參數的設定自動分析出是哪個設備出了問題,并警告提示用戶,使周期缺陷設置可以在周期缺陷發生的初期就能被及時發現并處理。
其中“靈敏度”欄里的參數為確定周期表面缺陷的依據。滿足了這幾個條件,就可以認為是周期表面缺陷了。由于紙幅在生產運行過程中會變形和移動。造成實際的周期表面缺陷所在位置可能會與理想的位置有點偏差。其“橫向偏差”和“縱向偏差”就是描述在橫向和縱向的位置偏移的允許范圍。超過這個范圍就認為是不屬于這個周期缺陷的類型了。
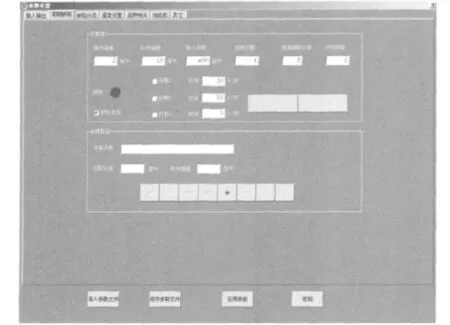
圖13 周期缺陷設置
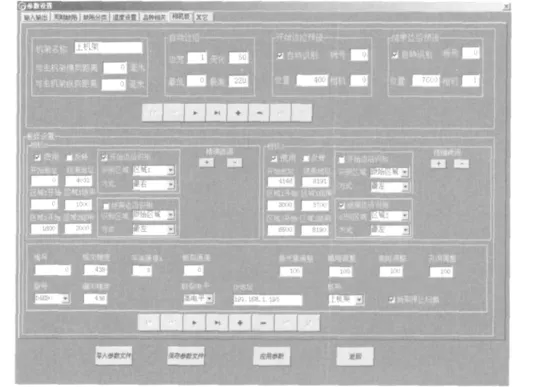
圖14 相機板
“來源登記”欄是用來登記有可能產生周期表面缺陷的設備名稱和特征。當系統檢測到該設備引起的周期缺陷后,在報警提示里將會引用“描述”里的內容。“匹配長度”是指如果該設備故障導致周期表面缺陷,那么該設備的周長就是“匹配長度”。
如果該表面缺陷周期并未預先設定,仍然會進行表面缺陷報警,但是故障設備顯示為“未登記”。其中橫向位置可以對周期表面缺陷進行定位。同時如果有周期缺陷被發現,在“系統告警和提示”中會提示并給出相關信息,而普通的表面缺陷則不會出現在“系統告警和提示”中。
5.3 溫度設置和執行功能
溫度參數設置分為溫度編號、溫度限制和執行功能。其中執行功能是相機板溫度超過溫度設置中的設定溫度限制時,執行相應的關閉光源、停止檢測、冷卻控制、系統報警有效(包括報警文字和時間)。
5.4 相機板
相機板的編號依次為0、1、2……不同相機板的設置通過頁面右下方的“瀏覽按鈕”切換至相應相機板設計頁面進行設置。每塊相機板能處理兩個相機,所處理的相機的編號依次為0 和1。在進行各項設置時,需與系統光源調試相結合。如圖14 相機板所示,相機板參數設置包括開始邊沿預設、結束邊沿預設、自動紙邊及板級設置。
5.4.1 板級設置
板級設置可以設置相機板上每個相機的使用情況,一塊相機板可以帶兩個相機,也可以只帶一個相機,如圖14 選上“使用”,則代表相應的相機是處于使用狀態。
5.4.2 邊沿設置
邊沿識別即識別被測紙幅的邊沿,包括開始邊沿預設識別、結束邊沿預設識別和自動邊沿識別。邊沿識別對于紙幅表面缺陷定位十分重要。本軟件通過相
機采集到的光亮度來判斷是否是邊沿。
本軟件可設置自動識別邊沿及手動設置邊沿,在圖14 中的“自動識別”復選框選中后,進行自動邊沿識別,否則以“位置”中設置的數值作為邊沿位置。自動紙邊中的“邊寬”是自動邊沿檢測時的邊的寬度,該值越大邊沿檢測越容易,但邊沿的位置偏差也越大,取值在1 ~7; “變化”是指邊沿的變化率,該值越大越不容易檢測出邊沿,該值越小越容易檢測出邊沿,但太小易導致假邊沿出現;“最低”和“最高”指邊沿識別時,其亮度在最低和最高數值范圍內,這樣設是防止邊沿外面低亮度的變化區域被誤認為是邊沿。相機的檢測區域已經于出廠前設置好,用戶無需自行設置。
5.5 缺陷分類
本系統可以保存多個表面缺陷分類器,不同的品種可以配套選擇不同的表面缺陷分類方案,可通過瀏覽按鈕來瀏覽不同的分類器。針對不同的缺陷根據用戶的需要進行分類,方便用戶查看。同時每一種缺陷被識別出來后還可以執行不同的輸出控制功能(報警、標記等)。
紙種的改變或是紙張定量的改變,都會引起紙病缺陷發生變化,這時就需要對缺陷分類進行相應修改設置。這里對缺陷分類參數設置進行詳細介紹。
5.5.1 表面缺陷分類方案
分類方案如圖15 上部所示(缺陷分類),包括分類方案的名稱,當前紙種所采用的分類方案的名稱,對紙病缺陷分布圖設定背景顏色,對某個缺陷設定顏色、標記符號,2 個缺陷紙病之間縱向間隔和橫向間隔,一個缺陷最大允許的縱向尺寸。外部缺陷是指外部輸入的缺陷,包括外部缺陷的名稱,是否將其存入數據庫,是否將其設定為剔除狀態,是否將其在分布圖上顯示,可以對其在分布圖上的標記符號、字體大小和顏色進行修改,是否在檢測到外部缺陷時要輸出報警1 或報警2 或打標信號以及報警持續時間。這個值越小對暗斑類紙病越靈敏。
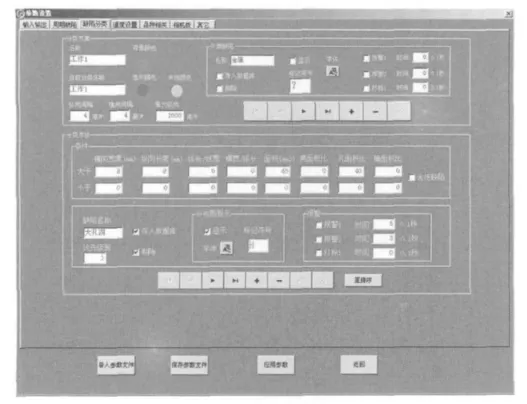
圖15 缺陷分類
缺陷名稱:可將該種類型缺陷定義為用戶熟悉的名稱。
重排序:當用戶更改了優先級別后,點擊該按鈕,軟件將按照新的優先級別順序排序。
上述所有條件的參數數值之間都是“與”的關系,即當所有條件均滿足才能歸入該類的缺陷類型。若“大于”、“小于”中的內容為0,則該條件不作判斷,表示該值不用考慮。
5.6 品種相關
由于紙病檢測系統可能檢測不同紙種的紙病,而對不同紙種來說其對于紙病的判斷依據也是不一樣的,因此本軟件根據16#特種紙機提供標準缺陷設定、淺缺陷設定、線缺陷設定表面缺陷分類的方案,如圖16 品種相關所示,一旦更換紙種只要從設定好的品種中選擇即可,如果有新品種也可以添加到數據庫中以便今后使用。
5.5.2 表面缺陷分類方法
表面缺陷的分類依據是基于其形狀和缺陷灰度信息,包括面積、長度及寬度,即只要滿足了“條件”的就能判別為該種缺陷。一個較大的缺陷可能滿足多種條件,所以不同缺陷之間有優先等級,一個較大的缺陷只能識別為滿足多種條件中優先等級最高的那一種。
優先級別:表示判斷缺陷類型的優先次序,值越小,優先級越高。缺陷首先與最高優先級別的缺陷條件進行匹配,看其是否滿足該種分類,若不符合條件再判斷是否滿足下一級優先級別的缺陷條件,直至匹配位置。
大于、小于:這兩者是條件判斷的邏輯關系,只有當大于、小于2 個條件都滿足了,這種缺陷才能認定。
橫向寬度和縱向長度:缺陷在橫向位置的寬度條件和缺陷在縱向位置的長度條件。
橫寬/縱長:缺陷的橫向寬度與縱向長度的比值,主要用于橫向細長缺陷的識別。
面積:缺陷的面積條件,注意該值并非“寬度×縱向長度”,而是真實缺陷區域的面積。
亮面積比:缺陷亮區部分占總缺陷面積的百分比。這個值越小對亮斑類紙病越靈敏。
孔面積比:缺陷空洞部分占總缺陷面積的百分比。這個值越小對孔洞類紙病越靈敏。
暗面積比:缺陷暗區部分占總缺陷面積的百分比。

圖16 品種相關
每一個紙種有一個名字代碼即“紙種”,如果當前的紙種發生改變,在本頁面通過“瀏覽按鈕”進行瀏覽,找到對應的紙種后,通過“設為當前”按紐就可以進行紙種變更。與此有關的缺陷分類參數也就隨之改變。因此,一旦將所有可能生產的參數都設定好以后,操作員只要進行簡單的更換紙種操作就可以讓系統適應當前的紙種。
“灰斑”、“亮斑”這兩個參數從亮度上決定了表面缺陷的識別靈敏度。靈敏度太高容易將勻度稍差的地方當作是缺陷,造成缺陷一大堆,嚴重降低操作人員對紙病檢測系統的信賴。如果靈敏度太低,則會發生漏檢。該參數應該根據具體紙種的不同進行設置,需要進行一段時間的測試才能確定。一般取15 到45。值越大,表示靈敏度越低;值越小,表示靈敏度越高。
5.7 其他
其他參數設置如圖17 所示,內容較多,在實際應用維護中也經常用到。現將經常用到的內容介紹如下。
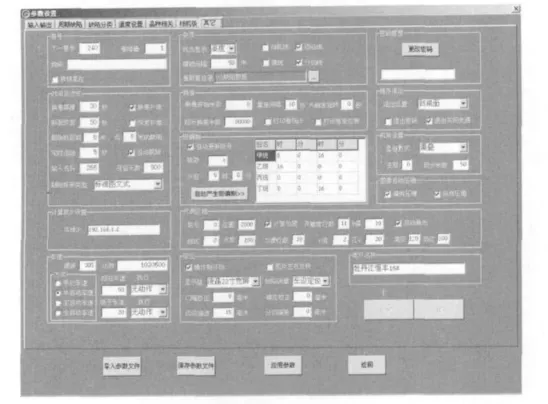
圖17 其他參數設置
5.7.1 卷號
卷號包括用數字表示“下一卷號”卷號、可以在數字卷號前加注釋的“卷號前綴”、每次換卷希望顯示卷增數,若希望卷號遞減可以設置為負數,當班號改變后,卷號將從1 開始遞增的“換班復位”。
5.7.2 時間及方式設置
換卷屏蔽:在系統接收到換卷信號后,在設定的時間范圍內,將不進行缺陷檢測。主要適合在換卷時紙幅抖動比較厲害,會影響檢測,導致假缺陷的場合使用,若換卷很平穩,可以設置為“0”。
換卷補償:在換卷屏蔽結束后開始計數的米數,可以根據車速和換卷屏蔽時間手動設置被屏蔽處理的長度,若不勾上,則從0 米開始計數。
斷裂恢復:指最后一次接收到斷裂恢復信號后,機器正常運行多少時間后系統開始檢測。在造紙領域,斷紙恢復后經常在短時間內再次發生斷裂,或者斷裂檢測裝置的安裝位置與檢測系統較遠,檢測到斷裂恢復信號后,缺陷檢測位置的紙幅還沒有完全平穩,需要一段時間的延時。
恢復補償:指要不要補償“斷裂恢復”時間內材料走過的米數。
代表區域:代表區域中自動曝光是比較重要的常用參數,一般選用自動曝光模式。高位和低位是限制曝光量最佳成像值,也就是說在這個模式和范圍設定中檢測紙病最為理想。
刪除斷裂前(米)/后(米)的缺陷:當斷裂信號不及時時,可能會檢測到大量的假缺陷,設置這2個數據,可以刪除這一段時間內產生的假缺陷,以免影響報表統計信息。
定時運動和自動跟蹤:當“自動跟蹤”有效時,用戶在主界面進行“選擇瀏覽缺陷”的操作后,時間到達“定時運動”設置的時間后,分布圖以及照片墻就開始自動進入跟蹤最新缺陷的狀態。否則,分布圖及照片墻靜止(檢測仍在進行)。
輸入去抖:這個功能主要用在相機板接入信號,由于一些按鈕信號會有抖動產生多個脈沖信號,需要對這些脈沖信號進行屏蔽,該值設得越大屏蔽效果越強,一般按鈕信號可以設為100,取值范圍在0 ~255。
保留天數:指設定的歷史卷數據存儲的天數。當超過該值時,每次啟動軟件或者用戶在菜單中選擇“硬盤維護”時,將會自動彈出確認刪除超過設定時間的歷史數據的對話框。
5.7.3 計算機IP 設置
本地IP 一般設置為“192.168.1.2”。注意:必須將計算機“本地網絡”的IP 地址設為該值。計算機另一塊網卡的“本地網絡”的IP 請設置為:“192.168.2.2”。注意:“本地網絡”的網口是與相機板或者與相機板相連的交換機連接的;“本地網絡2”的網口是與復卷系統計算機或其他計算機連接的。
5.7.4 雜項
顯示間隔:主界面缺陷分布圖縱向分為10 格,每格對應得到長度,在軟件運行中,用戶可以調整該值,達到調整監視長度的效果。
相機線和邊沿線:主界面缺陷分布圖中是否顯示相機的間隔縱線和紙幅邊沿位置的縱線。
卷數據目錄:一般默認為“D: 缺陷數據”,用戶可自行更改。歷史紙病電腦就是從該卷數據目錄中讀取。
5.7.5 換卷
換卷包括用來補償在換卷與開始檢測之間屏蔽時間的“新卷開始米數”設定、克服那些自動換卷信號在換卷中能多次觸發換卷的“重復間隔”設定、在外部觸發通知換卷信號進來后延時一定時間后才真正開始換卷的“外觸發延時”。在某些系統中沒有引入自動換卷信號,且操作人員長時間沒有按換卷按鈕,卷長度超過“超長換卷米數”設定值時,則軟件自動換卷。
5.7.6 代表區域設置
自動曝光:指是否自動校正曝光量,注意:檢測開始后,該項將不起作用。自動曝光無效時,將使用品種相關里面的設定值。
高位、低位:指自動曝光有效時,希望將系統光源圖像亮度調整到的范圍。注意,高低位太接近將引起調整不穩定。因此,勻度的計算,“機器設定”下靈敏度的計算以及自動曝光的判斷依據都是這里的“代表區域”決定的位置,這個位置應該設置為肯定不會出現紙邊的位置。
5.7.7 定位
操作側開始:系統自動以0 號相機板的第1 個相機的第1 個像素點所在位置為起始點。具體表現為調試圖像的最左邊以及分布圖最左邊位置。若這個位置所在為“操作側”則選項打勾,否則不要打勾。這個參數的改變將影響分布圖上的“操作側”、 “傳動側”的顯示位置以及缺陷信息欄中的“工邊沿”、“傳邊沿”、“傳橫位”、“工橫位”等的顯示。
圖片反轉:打勾即將采集到的缺陷圖像進行左右鏡像變換,以適應用戶的觀察習慣,一般不用反轉。
顯示器:選擇正在使用的顯示器即可,目的是自動調整缺陷圖片的顯示尺寸以達到顯示尺寸與實際尺寸一致的目的,這是因為不同的顯示器有不同的點距。
缺陷測量如圖18 所示,都是以被測紙幅邊沿起始位置為基準進行測量的。

圖18 缺陷測量
門幅校正:當其他都正確,唯有門幅尺寸與實際有偏差時,可以通過該值進行調整,正數表示門幅增加,負數表示門幅減少,該值不影響從左邊側進來的橫幅位置,但會影響從右邊側顯示的橫向位置。當然顯示的門幅也會隨之調整。
橫位校正:當邊沿檢測不正確時,可能引起整個系統的橫向位置發生相同的偏移。當其為正數時,將在系統左側進來的橫向位置加上該值,即位置將向右偏移,因而右側邊進來的橫向位置也將發生變化。
邊沿縮進:指從邊沿進來的這段數值的距離將不進行缺陷檢測,因為邊沿在材料運行過程中可能會經常變動,如果值太小,可能引起邊沿的假缺陷。
5.7.8 車速
車速分為手動、半自動、主自動、全自動方式。手動車速是在“品種相關”內設置的手動車速。半自動車速是在多相機板系統中,所有相機板均使用主相機板上給出的計算機車速數據。主自動車速是在多相機板系統中,主相機板使用自己硬件的即時車速,其余相機板使用主相機板上傳給計算機的車速,一般情況下,自動車速均用此種模式。全自動車速是所有相機板均使用自己的硬件的即時車速。
其中“比例”設置是調整車速的值與實際值相等的比例系數。 “高于或低于車速執行”分為無動作、暫停和停止。無動作是指無論車速多少均不執行操作。暫停是指在正常運行檢測中,若車速低于設定值,系統將進入暫停檢測狀態。停止是正常運行或暫停狀態下,若車速低于設定值,系統將進入停止檢測狀態。
6 結 語
牡丹江恒豐紙業有限責任股份公司在特種紙機上安裝雙科在線檢測系統的過程中,針對不同紙種調試檢測標定,根據不同的實際情況要求,摸索出相關檢測參數和一些調試方法和經驗。系統在近幾年使用中運行也比較穩定,完全能夠滿足生產工藝要求。希望能夠對同行有些許借鑒和參考作用。
[1] YANG Bo,ZHOU Qiang,ZHANG Gang-qiang. Study on Algorithm of Paper Defect Detection Based on Geometric and Gray Feature[J].China Pulp and Paper,2011,30(9):50.楊 波,周 強,張剛強. 基于幾何及灰度特征的紙病檢測算法研究[J]. 中國造紙,2011,30(9):50.
[2] YIN Yan-ping,XIONG Zhi-xin,HU Mu-yi. Based on threshold segmentation and fractal characteristics of paper defect image recognition algorithm[J]. Transactions of China Pulp and Paper,2011,26 (4):41.殷燕屏,熊智新,胡慕伊. 基于閥值分割及分形特征的紙病圖像識別算法研究[J]. 中國造紙學報,2011,26(4):41.
[3] WEN Xi-dong. New Development of the Web Inspection System and Its Typical Application[J]. China Pulp and Paper,2002,21(2):61.溫喜東. 在線紙病檢測技術的新發展及應用[J]. 中國造紙,2002,21(2):61.
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
少先隊活動(2021年4期)2021-07-23 01:46:22
數學小靈通(1-2年級)(2021年4期)2021-06-09 06:25:56
中學生數理化·七年級數學人教版(2019年4期)2019-05-20 10:06:32
中學生數理化·七年級數學人教版(2018年6期)2018-06-26 08:36:06
初中生世界·七年級(2017年9期)2017-10-13 22:27:46
海峽科技與產業(2016年3期)2016-05-17 04:32:12
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40