基于FANUC故障診斷設備的PMC調試案例研究
2014-01-15 09:33:48劉玲
湖北工業大學學報 2014年2期
劉 玲
(湖北廣播電視大學機電工程學院,湖北 武漢430074)
FANUC數控故障診斷設備是一個多元化、多模塊的設備,包括機械結構的診斷、電氣部分的鏈接、加工的精度測量等。通過觀察PMC參數,工作人員能夠及時發現機床的電氣故障發生位置,全面了解機床工作狀態。電氣故障也是數控機床最容易發生的問題,數控機床電器件之間的接線十分復雜,如果只用普通萬用表等電子工具去檢測,勢必會耗費工作人員的精力和時間,而通過查看PMC的工作狀態找出問題的發生段,再與傳統檢測方式結合起來以排除機床的電氣故障,可達到事半功倍的效果[1-2]。
1 數控故障診斷設備中PMC故障的設計思想
要正確的定位數控機床的電氣故障部位,需要采取正確的方法和手段,通過PMC梯形圖查找是數控機床維修常用的方法,這需要學習者掌握完整的數控機床電氣硬件組成、電氣之間的線路連接。
1.1 數控機床CNC和PMC關系
FANUC系統中的PLC均為內裝PMC[5]。內裝型的PMC性能指標由所屬的CNC系統的規格、性能、使用機床的類型等確定。其硬件和軟件都被作為CNC系統的基本組成與CNC系統統一設計制造,因此系統結構十分緊湊(圖1)。
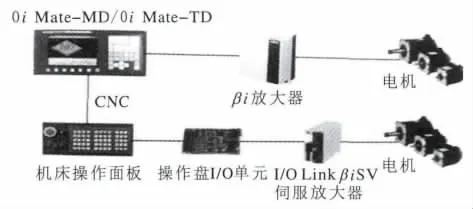
圖1 FANUC 0i-Mate系統單元配置圖
1.2 PMC的結構和控制信號工作流程
在PMC中,地址為G和F的信號,由CNC控制軟件決定其地址。例如,自動運轉啟動信號ST的地址是G7.2。機床和PMC之間的接口信號(地址X和Y)是由機床廠家設計人員分配的。急停信號(*ESP)和跳轉信號(SKIP)等高速信號由CNC直接進行讀取。這些直接輸入信號的X地址是確定的[3]。其他信號的X和Y地址可根據實際情況任意定義[3](圖2)。
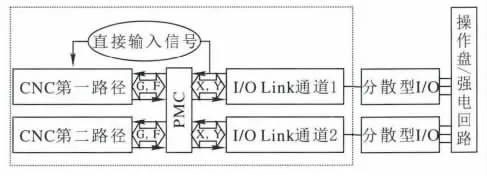
圖2 PMC信號工作流程
1.3 PMC常見故障
數控機床中輔助功能實現需要以PMC為中心,在CNC、PMC、機床三者之間進行信息交換,數控系統需要對機床主軸正反轉與啟停、工件的夾緊與松開、刀具更換、工位工作臺交換、液壓與氣動、切削液開關、潤滑等輔助工作進行順序控制,這些都需要采用 PMC完成[4]。
PMC和CNC之間的信息交換分為兩部分,其中CNC傳送給PMC的信息主要包括各種功能代碼M、S、T的信息,手動/自動方式信息及各種使能信息等;PMC傳送給CNC的信息主要包括M、S、T的應答信息和各坐標軸對應的機床參考點等。所有CNC送至PMC或PMC送至CNC的信息含義和地址均由FANUC廠家決定好了,PMC編程者只可使用,不可改變和增加刪除。
PMC和機床之間的信息交換也分為兩部分,其中PMC向機床發送的信息主要是控制機床的執行元件,如電磁閥、繼電器、接觸器以及各種狀態指標和故障報警等;由機床傳送給PMC的信息主要是機床操作面板輸入信息和其上各種開關、按鈕的信息,如機床啟停、主軸正轉和反轉、停止、各坐標軸點動、刀架卡盤的夾緊與松開、切削液的開關、倍率選擇及運動部件的限位開關信號等信息。圖3為FANUC系統PMC的信息交換流程圖。X信號為機床到PMC的信號;Y為PMC到機床的信號;G為PMC到CNC的信號;F為CNC系統到PMC的信號。

圖3 PMC信息交換流程圖
2 典型PMC案例應用
2.1 機床工作狀態PMC故障
數控機床的工作狀態開關是為了實現機床的編輯狀態、存儲運行狀態、手動數據輸入狀態、手輪進給狀態、手動連續進給狀態、返回參考點、DNC狀態等[4]。

圖4 系統工作狀態的PMC梯形圖
圖4 各參數含義詳見FANUC 0i簡明聯機調試手冊,圖中G代碼是PMC傳給CNC的,F代碼是CNC傳給PMC的,可以通過修改G代碼來設置故障,讓學習者去查找工作狀態的哪部分出現故障,例如,將G43.2改成0,其手輪狀態則失效,學習者在使用機床手輪工作時,發現手輪搖動的時候機床沒有移動,首先可以查找G43.2是不是為1,可以很快發現已經被出題人修改成0,只需將其改成1,手輪狀態即可以恢復。
此例僅僅是眾多故障設置中的一個,后面不僅可以通過修改位參數來改變PMC中的參數,還可以通過改變PMC和機床之間的硬件連線來改變X位的值來判定故障的發生點,例如,故意將手輪控制面板后面的接線松開,達到斷路的效果,然后運行FANUC系統CNC,利用手輪方式調節機床位置,可以發現這個時候手輪也會失去作用,但是使用者并不知道到底是哪里出了問題,那么最行之有效的方式就是通過查看PMC的X\G參數值,發現X4.0值任何時候都是為0的,這就說明外部根本沒有得電,可以比較快、準地確定故障一定發生在外部硬件部分,然后通過萬用表去測量電路的通斷,發現連線沒有連接好,接完線,再試,手輪正常工作,故障排除,這種方式解決起來可以說是有的放矢[5]。
2.2 車床自動換刀PMC故障
數控車床應用最多的是轉塔式刀架(又稱電動刀架)。轉塔式刀架是用磚塔刀頭座安裝或夾持各種不同用途的刀具,通過轉塔的旋轉分度定位來實現機床的換刀動作。數控車床電動刀架PMC控制梯形圖中的 X2.1、X2.2、X2.3為角度編碼器的實際刀號檢測輸入信號地址,X2.6為角度編碼器位置選通信號地址,通過常數定義指令把轉塔當前實際位置的刀號寫入地址D302中。詳細工作過程可參見文獻[6],設備故障可以設置在多處,通過改變參數來設置故障。
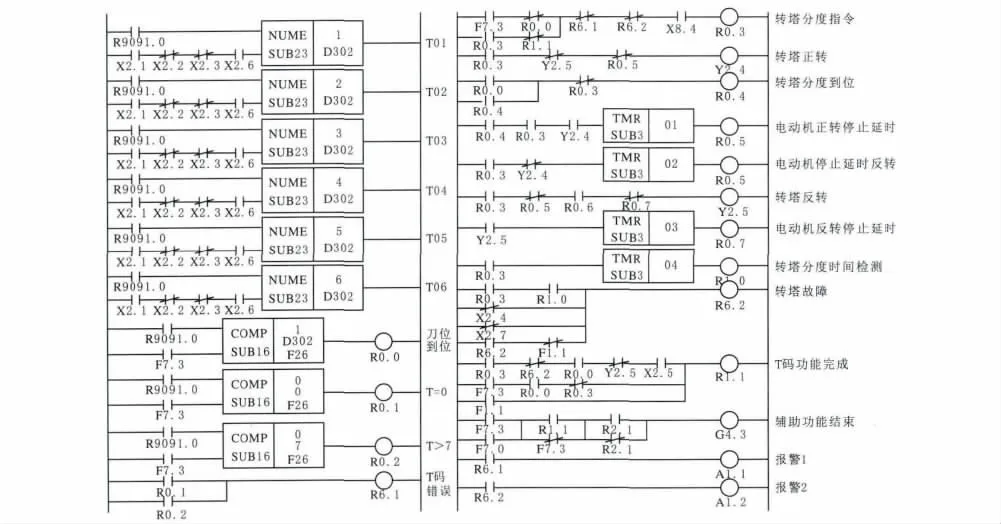
圖5 數控車床電動刀架控制梯形圖
圖5 中,R值是不能改變的,可通過改變X、D302、F26的值來設置刀架轉動故障,例如直接設置D302中的值為00001000,系統辨別為8號刀具,通過梯形圖的判斷,機床8號刀具不存在,所以在換刀的過程中,刀架是不做任何動作的。又或者設置F26的值為4,PMC執行時默認的最大刀具號就是4,當選擇5號或者6號刀具時,機床刀架不會轉到相應的刀具,因為F26的值限制了最大的刀具號,一旦超過的最大刀具號的刀架被選中,PMC梯形圖工作時自動去掉了5號和6號刀具,使其刀架轉換的時候不會轉動到位,故障排除人員首先就得去看看F26的值是不是被限制住,只需要將其改為比最大刀具號大一個的數字7,就可以選擇5、6號刀具。
硬件方面,可改變角度編碼器和外部保護措施等X的值,把熱繼電器X2.4對應的線路斷路,那梯形圖在工作時將會不執行刀具轉換,即使其他參數都是正確的,再去看這個梯形圖工作時候的狀態時,會發現X2.4沒有亮影,說明其根本沒有接通而導致換刀不正常,很快發現是其接線端沒有通電,工作人員只需將其接通即可。
2.3 輔助功能程序代碼故障
數控機床的功能代碼包括 M代碼、T代碼、S代碼。以M代碼為例,M代碼用來指定主軸的正轉、反轉、主軸停止及主軸定向停止,冷卻液的供給和關閉,工件或刀具的夾緊和松開,刀具自動更換等功能的控制,圖6是輔助功能M代碼PMC控制。
通過設置G的值來設置故障,例如將G70.5和G70.4梯形圖換位,那在實際編程的時候 M03和M04就分別變成了主軸的反轉和正轉,和原來主軸的正反轉正好相反,學習者在了解故障時也會覺得正反轉反過來了,首先去查找是不是接線主軸電機的接線反了,按照說明書的接線完全正確,下一步就會想到是不是PMC的原因,打開PMC的梯形圖,很明顯地看到這兩個輸出線圈畫錯位置,只需將其修改為原來的正確放置位置,故障即排除。這一部分故障讓學習者了解功能代碼部分的軟件和硬件工作原理,熟練掌握其工作過程,對于故障診斷和排除有很大幫助。

圖6 輔助功能M代碼PMC控制
[1] 韓 江.基于FANUC系統STAR206T數控綜合實驗臺的研制[J].實驗室研究與探索,2007(07):38-39.
[2] 尹志強.基于FANUC 0i—Mate系統數控車床綜合實驗臺的研究與開發[J].控制與檢測.2009(07):57-59.
[3] 黃文廣.FANUC數控系統連接與調試 [M].北京:高等教育出版社,2011:4-5.
[4] 涂家海.數控機床故障診斷與維修 [M].武漢:湖北科學技術出版社,2009:163-164.
[5] 羅永新.數控機床故障診斷與維修 [M].長沙:湖南科學技術出版社,2008:52-53.
[6] 劉 江.數控機床故障診斷與維修 [M].北京:高等教育出版社,2007:94-98.
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
汽車維修與保養(2019年7期)2020-01-06 03:30:42
中國生殖健康(2019年3期)2019-02-01 06:12:26
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
海軍航空大學學報(2015年3期)2015-11-11 17:20:00
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年2期)2015-04-17 01:30:34