X120M管線鋼管的JCOE制造技術
2014-01-23 05:52:51楊社民編譯
焊管 2014年8期
關鍵詞:設計
楊社民 編譯
(中國石油集團東南亞管道有限公司,北京100028)
0 前 言
世界上大多數X120管線鋼管的制造都是通過UOE工藝進行的[1]。而管線鋼管成型需要非常高的成型力,另外還需要新的成型模具。X120超高強度材質管線管需要高成型力,因為U成型和O成型工序必須在單次沖程中分別成型。因此,X120超高強度材質管線鋼管通過JCOE工藝制造更方便,節省成本,以及需要有效的成型力的模具。JCO成型是在以較小成型力和較少模具的情況下,按所需的沖程數增量加壓成型高強度管線鋼管。在JCO成型過程中,通過控制每個沖程的深度,可以在一定程度上控制超高強度X120鋼級管線鋼管的回彈。要實現X120鋼級管線鋼管成型的所有工序,必須建立所需的模具以便獲得管線鋼管所需的形狀。
1 JCOE管線鋼管成型技術
管線鋼管的成型是通過一系列工序將鋼板壓制成管坯,同時加工焊接坡口,然后將銑好的板邊沿鋼板的長度方向通過預彎/成型為如圖1所示的預彎邊尺寸,再通過JCO工序將鋼板成型為管坯的形狀,經過縱向焊接成管線鋼管,最后通過機械擴徑將鋼管變形到所需的直徑尺寸,如圖2所示。
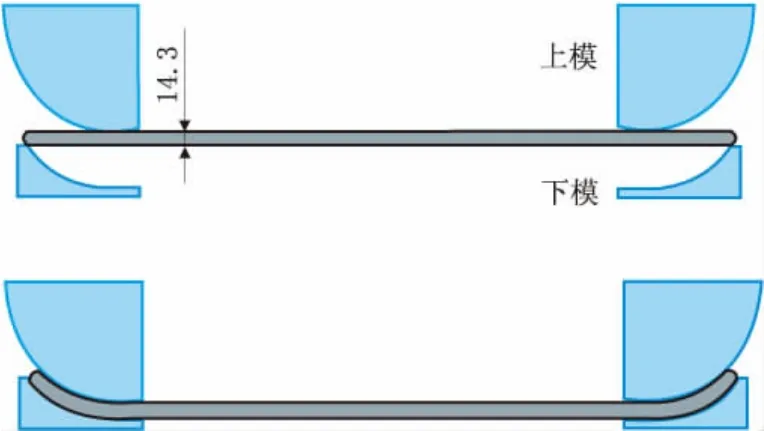
圖1 預彎工藝示意圖
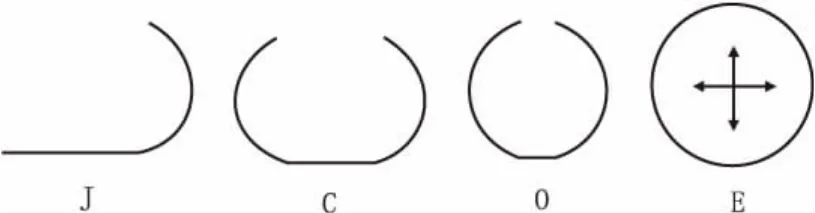
圖2 JCOE鋼管成型工藝示意圖
1.1 鋼板銑邊
鋼板銑邊機由直徑600 mm刀盤,48只40°布置的銑刀組成,用于將板邊銑到所需的寬度,同時獲得所需的焊接坡口幾何形狀。管線鋼管制造要求的焊接坡口幾何形狀為雙Y形,3個維度,即上坡口、下坡口和坡口鈍邊,如圖3所示。銑刀盤設計成刀片與下坡口、上坡口產生40°斜角以及與坡口鈍邊產生2°角,以便靈活獲得超高強度TMCP鋼板理想的下坡口、上坡口和坡口鈍邊。坡口鈍邊2°角就是為管線管預焊時獲得零間隙。預焊時坡口鈍邊根本不需要間隙,這樣就避免了最后的埋弧焊接過程中產生類似氣孔、夾渣的缺陷。
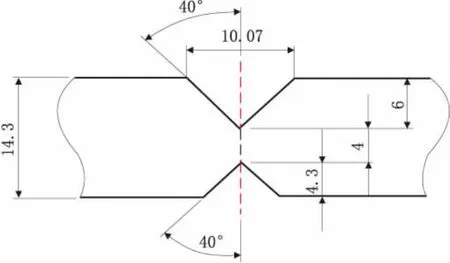
圖3 鋼管焊接接頭幾何形狀
1.2 鋼板預彎
鋼管JCOE制造工藝中,鋼板預彎邊工序非常關鍵。帶長焊縫管線鋼管的最終尺寸是通過控制鋼板預彎尺寸精度來保證的。不當的鋼板預彎將在機械擴徑后造成板邊預彎區焊縫及平坦區的撅嘴(正的或負的峰值)。卷曲不足將產生正峰值,卷曲過量會產生負峰值。根據API SPEC 5L規范,機械擴徑后這些缺陷限制最大為1.59 mm。從制造的角度,機械擴徑機不能矯正超出一定限度的扁平塊和撅嘴,這樣管線管長焊縫的焊趾就有斷裂的可能。如果預彎邊產生的峰值超過標準要求,焊接后直接對焊縫進行擴徑是不可接受的。在機械擴徑中,如果產生的峰值高,此時正峰值在焊趾(熔合線)里面產生裂紋,反之亦然。一般是通過設計相應的鋼板預彎邊模具來控制鋼板預彎邊時本身的峰值的。
鋼板預彎邊模具的設計有兩個重要的方面,一是材料及其處理,二是尺寸(厚度和半徑)。這些模具由低合金鋼感應硬化到45~48 HRC制成,以使模具在工作區具有耐磨性和足夠的耐磨厚度層,如圖4所示。
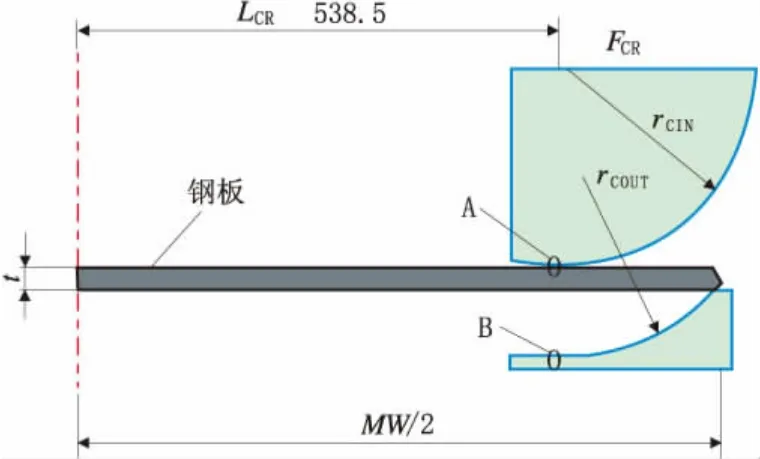
圖4 管線管預彎邊模具
預彎邊模具的半徑是由對應管線鋼管的直徑、壁厚和鋼級來確定的。直徑決定外模半徑系數,直徑、厚度是預彎邊內模半徑的決定因素。鋼級/強度也是同樣重要的,因為它顯示了熱機械控制處理(控軋控冷工藝)鋼板的回彈,而這正是確定預彎邊內、外模半徑時應該考慮的。管鋼線管的直徑通過銑邊時確定板寬來保證,板寬相對鋼管的周長減去管線管直徑擴徑比來說是微不足道的,管線鋼管制造時銑邊的寬度可以表示為

式中:MW—鋼板軋制寬度;
D—最終管線鋼管的工程外徑;
t—鋼板的實際厚度;
△D—擴徑后達到工程直徑的擴徑比。
擴徑前管線鋼管直徑dBE可以用鋼板的周長CBE和寬度表示,即

成型前預彎邊內模與預彎邊外模直徑可以表示為

式中:dCIT—預彎內模直徑;
dCOUT—預彎外模直徑。
但有一個未知系數被稱為回彈。所以確定鋼板預彎邊模具半徑時必須考慮回彈。因此模具半徑相對理想形狀(鋼管半徑)的偏差百分比來說是不重要的,所以包括預彎邊內模具和外模具的上述參數可以表示為

式中:rCIN—預彎邊內模的半徑;
rCOUT—預彎邊外模的半徑;ψ—管線鋼回彈系數百分比。
對于 X70鋼級,ψ在管線鋼管半徑成型前約為10%;對于X80鋼級,ψ在管線鋼管半徑成型前為15%~20%;對于X120鋼級,ψ在管線鋼管半徑成型前為30%。
板邊預彎模板內、外徑分別為

因此,板邊預彎相對應的半徑是

式中:dTIN—內模板直徑;
rTIN—內模板半徑;rCOUT—外模具半徑。
這些樣板用來檢定鋼板預彎邊輪廓的正確性以確保其適合的工序功能。
1.3 JCO成型
管線鋼管JCO加工成型的工序對機械擴徑后管線鋼管周長的最終尺寸是非常重要的。管線鋼管周長的最終尺寸是通過獲得管線鋼管已成型鋼板所需的半徑來控制。不當的成型在機械擴徑后造成板邊成型區橢圓及局部平整度(扁平塊)。根據管線鋼管的制造規范,這些尺寸缺陷是不可接受的。根據API 5L規范,這些缺陷限制在機械擴徑后,局部平整度最大為1.59 mm,橢圓度為1%。從制造的角度來說,機械擴徑機不能矯正超出一定限度的局部平整度,管線鋼管制造的標準操作程序是設計適合的管鋼線管JCO成型模具,通過JCO自身成型時來控制局部平整度及橢圓度。管線鋼管JCO成型模具的設計原則與預彎邊內模具設計基本相同。JCO成型模具的設計如圖5所示。
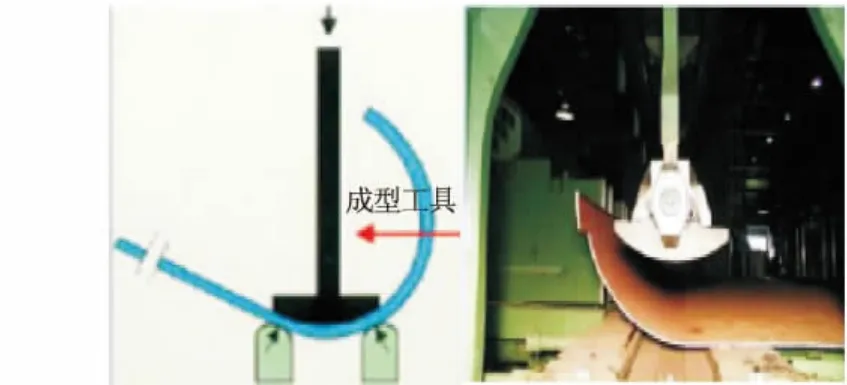
圖5 鋼管JCO成型工具
1.4 機械擴徑
因JCO成型鋼管焊縫是鑄造結構,在標準的管線鋼管制造工序中沒有進行處理,根據制造規范,不能直接對焊縫進行擴徑。在機械擴徑中,管線鋼管內焊縫不應與擴徑機的模具接觸。
擴徑機將控制管線鋼管的最終尺寸,即在焊縫、平整度、橢圓度、直線度和直徑上的峰值。這些尺寸又取決于管線鋼管的擴徑工具設計和擴徑率。擴徑工具設計有2個重要方面:①材料和處理;②相對應的工具尺寸(厚度和半徑)。這些擴徑模具是由模具鋼整體淬火+回火至55~88HRC洛氏硬度制成,以使模具在工作區域有足夠的耐磨性和厚度。擴徑的負載加載到斜楔形上進行擴徑段運動時,斜楔形作用非常重要,其表面光潔度和自潤滑性能應妥善設計,其材料及熱處理非常關鍵。因此,ADI材料的新型斜楔形經過重新設計,具有合適的強度和自潤滑性能的耐磨性。新的斜楔形ADI材料具有模塊化計數103~120 mm2,該結構基體是珠光體,極限抗拉強度790 MPa,硬度32HRC。斜楔形的ADI材料整體淬火和回火后硬度可達到45~48HRC。擴徑機擴徑段的半徑取決于管線鋼管的直徑、壁厚與鋼級,直徑和壁厚是擴徑機擴徑段半徑的決定因素。管線管的直徑通過銑邊確定的板寬來保證,在相同的假設下,擴徑段的半徑可以按照如上所述的鋼板預彎邊內模具來設計。校定樣板的半徑是最后的管線鋼管公稱半徑。
2 試驗技術
試驗所用低C、低Pcm的微合金X120M鋼的化學成分見表1。

表1 試驗用X120M鋼的化學成分 %
在試驗中通過光學顯微鏡、掃描電子顯微鏡和透射電子顯微鏡分別對上述鋼的微觀組織做了檢測,如圖6~圖8所示。
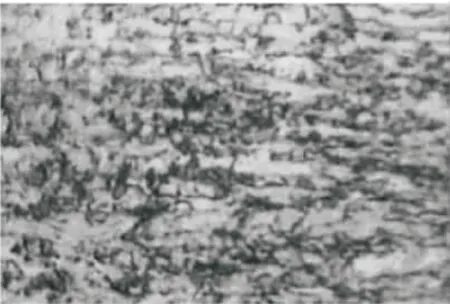
圖6 光學顯微鏡顯示的母材貝氏體組織 1200×
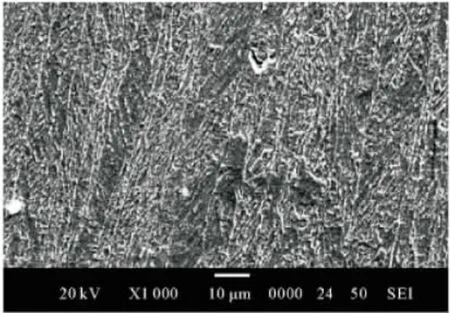
圖7 掃描電子顯微鏡顯示的母材貝氏體組織
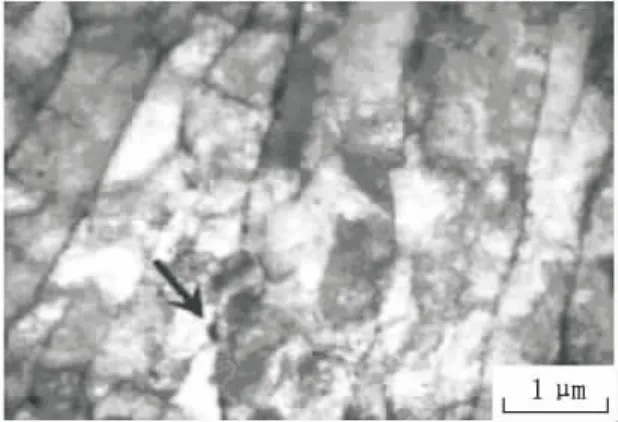
圖8 透射電子顯微鏡顯示的板條貝氏體鐵素體
通過透射電子顯微鏡發現,該X120M鋼具有微細析出物的金屬碳化物,如圖9所示。X120M鋼的力學性能見表2和表3。
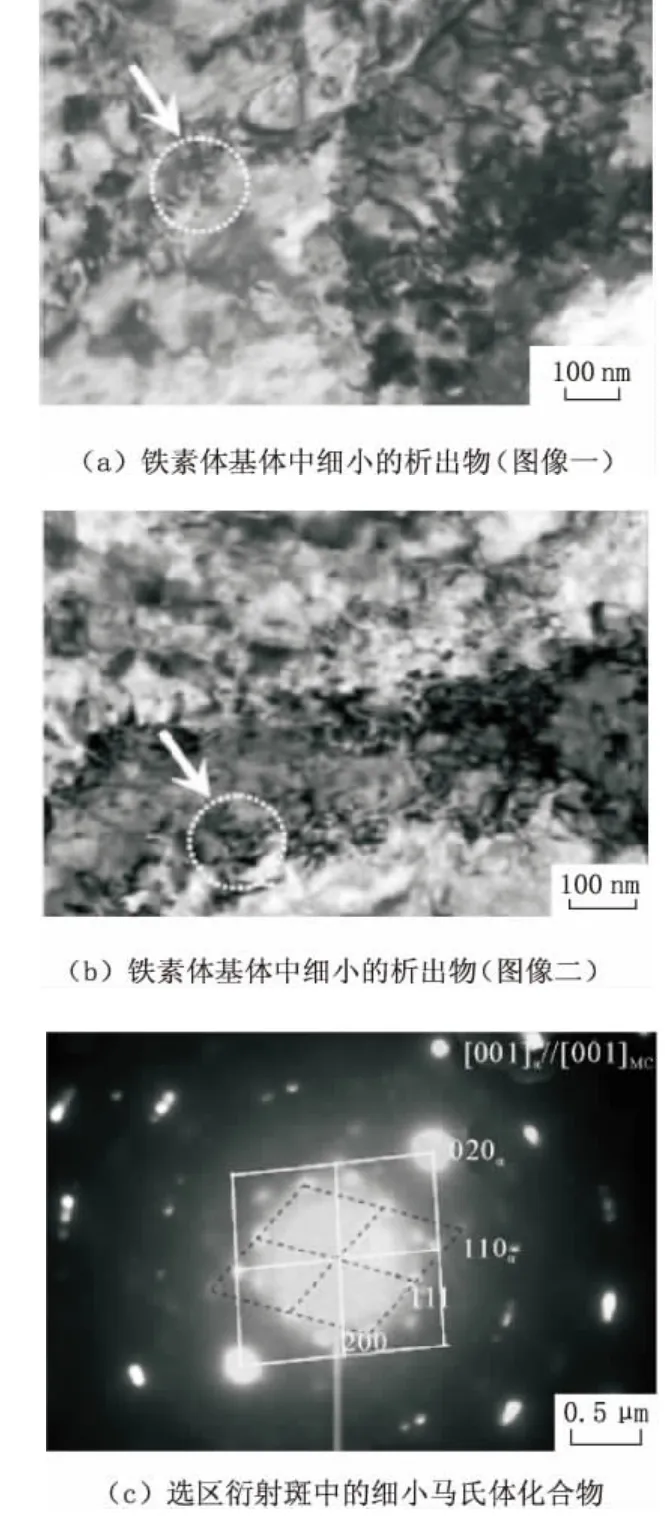
圖9 透射電子顯微鏡中的組織

表2 試制X120M鋼的拉伸性能
表3 試制X120M鋼的夏比沖擊韌性
在上述假設的基礎上,為管線鋼管成型(鋼板銑邊、板邊預彎、JCO成型與機械擴徑)設計模具,同時,為制造φ457.2 mm×14.3 mm的X120M管線鋼管設計出一套完整的模具(擴徑比=1%)。模具計算參數見表4。
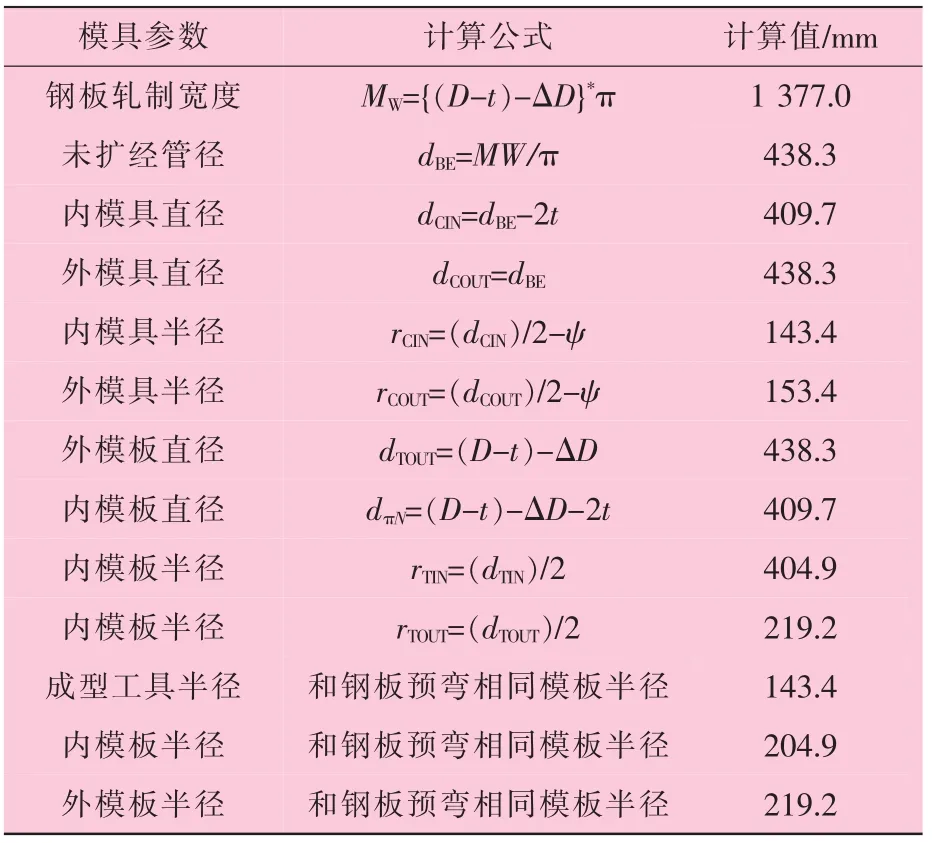
表4 模具參數的計算
鋼管成型工序包括加裝引弧板、鋼板超聲檢驗、銑邊、沖洗、連續定位焊接、清除和埋弧焊接。初次設計的模具在成型和埋弧焊后的管線鋼管尺寸與樣板輪廓不吻合。這是由于其抗拉強度比管線鋼管強度高,在機械擴徑時管線鋼管擴徑失敗。重新對模具進行審核設計,發現該模具的半徑不是按管線管所需輪廓的半徑設計。將模具重新按鋼管直徑40%的回彈設計,內模具半徑122.9 mm,外模具半徑131.5 mm,成型工具半徑122.9 mm,其他參數不變。
根據管線鋼管標準制造工藝,重新設計后的模具成型和埋弧焊后的管線鋼管的尺寸良好,且輪廓也與樣板輪廓相吻合,所有的參數都在可接受的范圍內。對該管線鋼管進行了成功擴徑,其橢圓度為3~4 mm,峰值為0.8 mm,0.9%~1.0%擴徑率時的直線度為7 mm。
3 結 論
對規格為φ457.2 mm×14.3 mm的 X120M管線鋼管,通過不同成型工序,如鋼板銑邊、鋼板預彎、JCO成型、1%的機械擴徑以及40%的回彈設計,利用開發的成型模具進行成型、焊接和擴徑。回彈是影響成型的一個重要的因素。在成型前,成型過程中的回彈是不可預知的。在確定管線鋼管成型不同階段所用的模具半徑時,需要輸入正確的回彈量。除了鋼板銑邊工序外,管線鋼管成型的每個工段所用模具的半徑,對其最終尺寸和形狀都起著至關重要的作用。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
