X80管線鋼自保護藥芯焊絲自動焊工藝試驗研究*
2014-01-23 09:28:22王長江曾惠林楊雪梅
焊管 2014年10期
關鍵詞:焊縫
王長江,曾惠林,楊雪梅,蔣 戎,劉 然
(1.中國石油天然氣管道科學研究院,河北 廊坊 065000;2.廊坊東方職業技術學院,河北 廊坊 065001;3.中國石油天然氣管道局設備管理中心,河北 廊坊 065001)
0 前 言
隨著科學技術的日益發展及管道施工水平的不斷提高,高鋼級、大直徑鋼管在天然氣長輸管道施工建設中舉足輕重[1-5],X80級φ1 219 mm 鋼質管道自應用于西氣東輸二線管道工程建設之后,又被應用于西氣東輸三線管道工程建設。
自保護藥芯焊絲具有優異的全位置操作性與焊接工藝性,其抗風能力強、電弧指向性好、與母材熔合較好、裂紋傾向小、焊接操作窗口寬、易脫渣、無需氣體保護、經濟性好等諸多優點在其半自動焊工藝中得到不同程度的發揮,被廣泛應用于國內外管道工程建設中[6-11]。
為提高高鋼級、大直徑管道焊接技術水平,克服自保護藥芯焊絲半自動焊人為因素影響大、焊工勞動強度高、焊接效率較低等不足,探尋自保護藥芯焊絲自動焊技術用于西氣東輸三線及未來管道工程建設現場焊接的可能性,應用自主研發的八焊炬管道內焊機及自保護藥芯焊絲自動焊機進行X80鋼質管道全位置焊接試驗,制定合理的自保護藥芯焊絲自動焊工藝,以指導高鋼級、大直徑管道的現場焊接施工。
1 試驗設備及材料
1.1 試驗設備
1.1.1 根焊設備
X80鋼管全位置焊接試驗的根焊設備為自主研發的八焊炬內焊機。整機采用臥式長構架結構,主要由擴漲導向保護裝置、焊炬定位對中機構、漲緊機構、同步焊接驅動機構、專用焊接單元、行走機構、機架和儲氣罐等組成。八焊炬內焊機如圖1所示。
1.1.2 外焊試驗設備
X80鋼管全位置焊接試驗的外焊設備為自主研發的自保護藥芯焊絲自動焊機,用于完成管道環焊縫的熱焊、填充焊和蓋面焊。該焊機主要由焊接小車、導向軌道、自動控制系統及焊接電源等組成。自保護藥芯焊絲自動焊機如圖2所示。
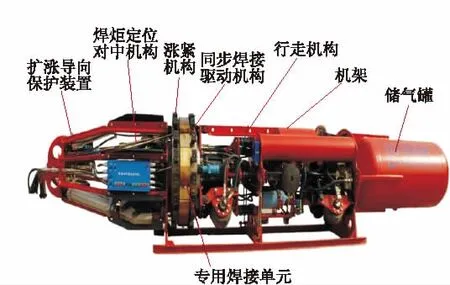
圖1 八焊炬內焊機

圖2 自保護藥芯焊絲自動焊機
1.2 試驗管材
本試驗采用西氣東輸三線管道工程用X80級φ1 219 mm×18.4 mm管線鋼管,其化學成分與裂紋敏感系數Pcm見表1。

表1 X80管線鋼化學成分及裂紋敏感系數 %
1.3 試驗焊絲
根焊采用BOHLER SG3-P φ0.9 mm實芯焊絲,外焊選用Hobart 81N1+φ2.0 mm自保護藥芯焊絲。
2 工藝試驗研究
2.1 焊接方式
將管道外環縫平均分為24段,每把焊槍獨立完成其中的12段,自動控制系統在焊接過程中對焊點分布值進行實時監控,并經過分段插值計算實時調整焊接速度,以確保各焊接段焊接參數的準確性。管道全位置焊接方式如圖3所示。
焊接時,首先由八焊炬內焊機完成管道內環縫的根焊,即焊接單元1、單元2、單元3和單元4同時起弧,沿管道左側的內環縫下向焊接,如圖3(a)所示。每個焊接單元負責焊接45°中心角對應的圓弧長度,焊到相應位置時,焊接單元熄弧,停止焊接,此時各個焊接單元所處位置如圖3(b)所示。同時,焊接單元5、單元6、單元7和單元8同時起弧,沿管道右側的內環縫下向焊接,焊到相應位置時,焊接單元熄弧,停止焊接,如圖3(b)所示。此時,管道環焊縫根焊完成,8個焊接單元重新回到初始位置。
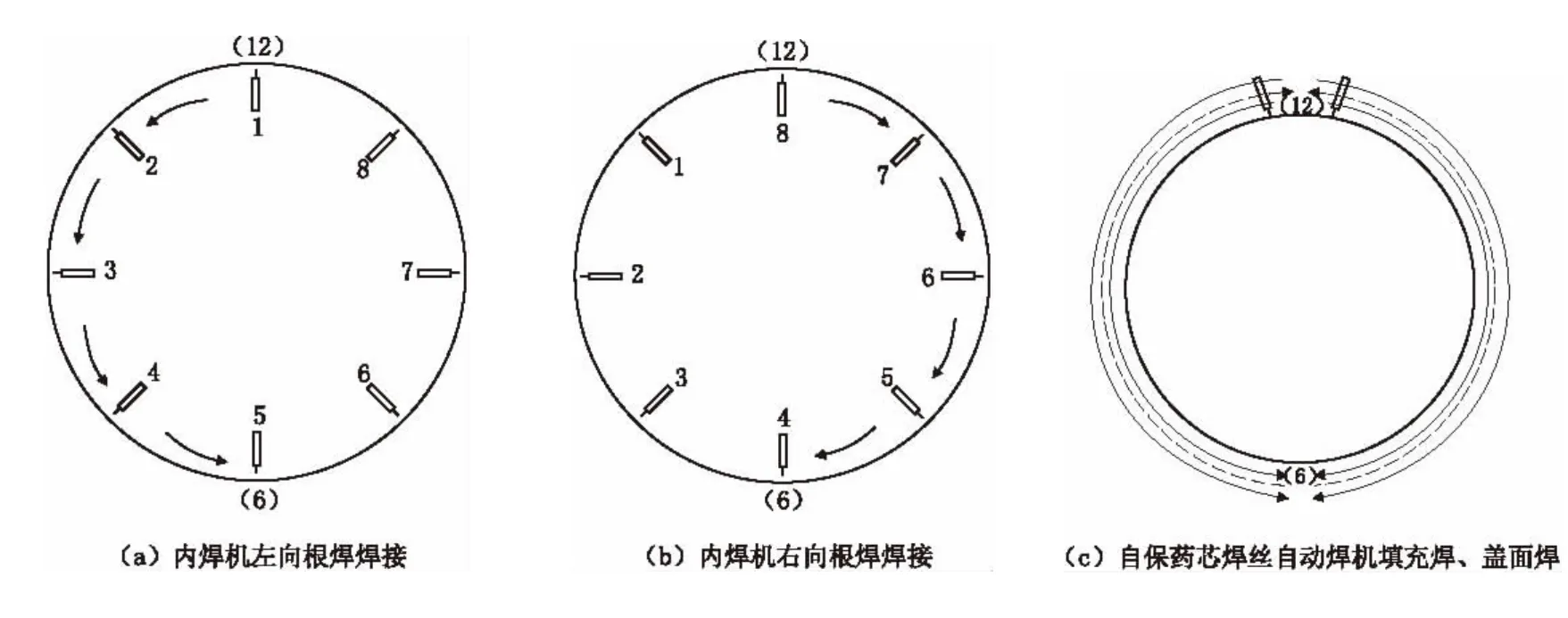
圖3 管道全位置焊接方式示意圖
根焊結束后,由自保護藥芯焊絲自動焊機完成管道外環縫的熱焊、填充焊、蓋面焊等焊接工序。兩臺焊接小車帶動焊槍分別從兩側獨立完成半圈管道環縫的焊接,即首先由一臺焊接小車從12點位置起弧,沿環縫的一側向6點位置焊接,待其離開12點位置后,另一臺焊接小車隨即移至12點位置并立刻起弧,沿環縫的另一側焊向6點位置,如圖3(c)所示。在確保兩臺焊接小車空間不干擾的狀態下,保持起弧過程的最小時間差,以保證焊接過程中焊縫兩側應力對稱。每層焊接完成后,焊接小車返回12點位置,開始下一層的焊接。
2.2 坡口形式及參數
自保護藥芯焊絲自動焊工藝所用坡口為U形,其形狀及尺寸如圖4所示。
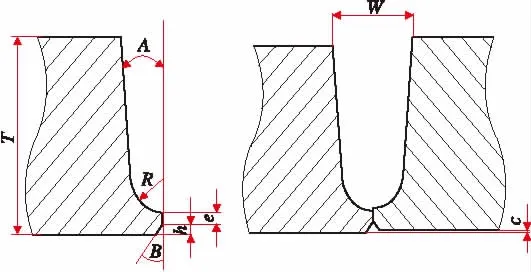
圖4 U形坡口形狀及尺寸
U形坡口參數:坡口與圓弧相切,角度A=8°±1°, 內坡口角度 B=37.5°, 高度 h=(1.25±0.15)mm,圓弧半徑 R=3.2 mm,鈍邊長度 e=(1.5±0.15)mm, 管口組對錯邊量 c≤1.5 mm,管道無間隙組對坡口寬度 W=(9.5±0.5)mm。
2.3 焊接要求
(1)相鄰管制管焊縫在對口處錯開,距離≥100 mm;
(2)預熱溫度 100~200 ℃;
(3)加熱寬度:坡口兩側各50 mm;
(4)層間溫度 60~150 ℃;
(5)管內外表面坡口兩側25 mm范圍內應在焊前清理至呈現金屬光澤;
(6)根焊結束與熱焊開始時間間隔≤10 min;
(7)風速≤8 m/s時無需采用保護措施;
(8)焊接過程中需對焊縫進行層間清理及表面處理;
(9)焊縫余高應≤2 mm,余高超高時應進行打磨,打磨后應與母材圓滑過渡,且不得傷及母材;
(10)蓋面焊縫寬度應不超過坡口上沿兩側各2 mm。
2.4 焊接參數
2.4.1 根焊焊接參數
用八焊炬內焊機進行根焊,焊接電壓為18~20 V;焊接電流為200~220 A;BOHLER SG3-P φ0.9 mm實芯焊絲,送絲速度900~1 000 mm/min;焊接速度700~800 mm/min;保護氣為CO2/Ar=25%/75%(CO2氣體純度≥99.5%,Ar氣體純度≥99.96%), 氣體流量為 18~20 L/min。
2.4.2 熱焊焊接參數
自保護藥芯焊絲自動焊機單焊炬排焊,需較大熔深以確保焊縫根部完全熔透。焊接電壓為20~22 V; 焊接電流 180~230 A; Hobart 81N1+φ2.0 mm焊絲,焊絲干伸長15~20 mm;焊接速度400 mm/min;送絲速度1 700 mm/min。
2.4.3 填充焊焊接參數
自保護藥芯焊絲自動焊機單焊炬擺動焊接,擺動幅度±10 mm,需較大熔深及一定熔寬。焊接電壓 21~24 V;焊接電流 180~230 A;Hobart 81N1+φ2.0 mm焊絲,焊絲干伸長 15~20 mm;焊接速度 125~250 mm/min;送絲速度 1 500~2 390 mm/min; 擺動速度 21~24 mm/min; 擺動寬度5.0~6.5 mm;邊沿停留時間450~550 ms。
2.4.4 蓋面焊焊接參數
自保護藥芯焊絲自動焊機單焊炬擺動焊接,擺動幅度±10 mm,需控制弧長,確保電弧穩定性,避免氣孔、邊緣未熔合、咬邊等缺陷。焊接電壓 20~21 V; 焊接電流 180~230 A; Hobart 81N1+φ 2.0 mm焊絲,焊絲干伸長 15~20 mm;焊接速度 115~210 mm/min;送絲速度 1 250~2 000 mm/min; 擺動速度 23~26 mm/min; 擺動寬度 8.0~10.0 mm; 邊沿停留時間 450~550 ms。
3 焊接接頭性能試驗
3.1 拉伸試驗
取樣位置:12點~1點、5點~6點、6點~7點、9點~10點;試樣規格:230 mm×18.4 mm×25 mm;試驗設備:萬能試驗機WAW-1000B;試驗標準:GB/T 228—2002《金屬材料 室溫拉伸試驗方法》。試驗結果見表2。試驗結果表明,焊接接頭的抗拉強度滿足X80管線鋼的焊接要求,斷裂位置位于母材。
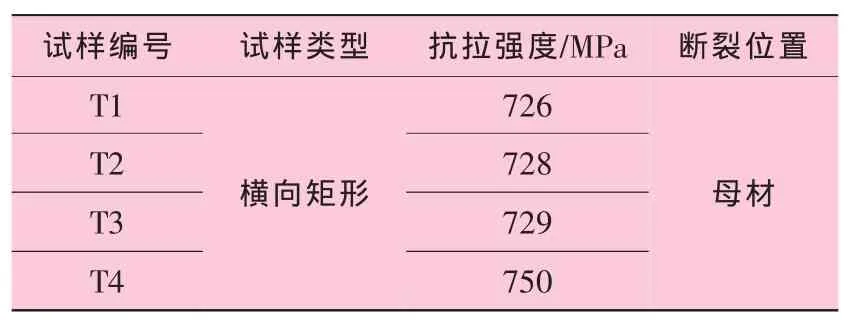
表2 X80級 φ1 219 mm×18.4 mm鋼管環焊縫拉伸試驗結果
3.2 彎曲試驗
取樣位置:1點~2點、3點~5點、7點~9點、10點~12點;試樣規格:230 mm×18.4 mm×13 mm;彎芯半徑:90 mm,彎曲角度:180°;試驗設備:萬能試驗機WAW-1000B;試驗標準:GB/T 232—2010《金屬材料 彎曲試驗方法》。試驗結果表明,試樣側彎后試樣表面均未見明顯缺陷,焊接接頭的側彎性能滿足X80管線鋼的焊接要求,有很好的延展性和致密性。
3.3 沖擊試驗
取樣位置:3點、6點、9點、12點;試樣規格:10 mm×10 mm×55 mm;缺口類型:V形;試驗設備:微機式金屬擺錘沖擊試驗機ZBC 2752-C;試驗標準:GB/T 229—2007《金屬材料夏比擺錘沖擊試驗辦法》。試驗結果見表3。試驗結果表明,焊縫及熱影響區的沖擊功滿足西氣東輸三線關于焊縫及熱影響區3個沖擊試驗試樣最小沖擊功≥60 J、平均沖擊功≥80 J的標準規范要求,焊接接頭具有良好的低溫沖擊韌度。

表3 X80級 φ1 219 mm×18.4 mm鋼管環焊縫沖擊試驗結果
3.4 宏觀組織檢驗及硬度試驗
3.4.1 宏觀組織檢驗
取樣位置:6點、9點、12點;試驗類型:5×;試驗設備:金相顯微鏡XJG-05。檢驗結果為所有試樣均未見明顯缺陷。
3.4.2 硬度試驗
按照西氣東輸三線X80鋼管焊接技術規范要求,焊接接頭硬度測定在宏觀組織檢驗試樣上進行。試驗類型:HV10;試驗標準:GB/T 4340.1—2009《金屬材料 維氏硬度試驗》;試驗設備:布維硬度計HBV-30A。試驗結果見表4。試驗結果表明,焊縫及熱影響區的硬度值滿足西氣東輸三線焊接接頭最大硬度值不超過300 HV10的要求。

表4 X80級φ1 219 mm×18.4 mm鋼管環焊縫硬度(HV10)試驗結果
4 結 論
(1)X80管線鋼自保護藥芯焊絲自動焊工藝的坡口設計及與之匹配的焊接參數合理,焊絲選擇恰當,焊接接頭力學性能滿足相關標準規范要求,且工藝制定合理,操作簡單,可實施性強,效率高。
(2)X80管線鋼自保護藥芯焊絲自動焊工藝用于管道工程現場焊接施工是可行的,且對其他鋼級的管道工程現場焊接施工具有參考價值及指導意義。
[1]李鶴林,吉玲康,田偉.高鋼級鋼管和高壓輸送:我國油氣輸送管道的重大技術進步[J].中國工程科學,2010,12(05):84-90.
[2]李鶴林,吉玲康,田偉.西氣東輸一、二線管道工程的幾項重大技術進步[J].天然氣工業,2010,30(04):1-9.
[3]余志峰,張文偉,張志宏,等.我國天然氣輸送管道發展方向及相關技術問題[J].油氣儲運,2012,31(05):321-325.
[4]王國麗,管偉,劉飛軍.西氣東輸二線管道工程采用X80 鋼管的方案研究[J].石油規劃設計,2010,21(04):1-5.
[5]張斌,錢成文,王玉梅,等.國內外高鋼級管線鋼的發展及應用[J].石油工程建設,2012,38(01):1-4,64.
[6]栗卓新,宋紹朋,史傳偉.自保護藥芯焊絲的技術經濟特點及工程應用前景[J].電焊機,2011,41(02):16-21,31.
[7]劉海云,栗卓新,史耀武.自保護藥芯焊絲工藝性評價[J].焊接學報,2011,32(05):101-104.
[8]付永紅,武宏,許云華,等.中速磨煤機堆焊修復用自保護藥芯焊絲的研制[J].熱加工工藝,2011,40(19):180-182,188.
[9]曹仁剛.藥芯焊絲半自動焊在長輸管道中的應用[J].機械研究與應用,2007,20(05):56-57.
[10]楊光發,張德橋,羅志強.自保護藥芯焊絲半自動焊技術在輸油管道工程中的應用[J].化工建設工程,2004,26(05):30-32.
[11]馮成功,陳龍,朱紹全.RMD氣體保護焊與自保藥芯焊絲半自動焊接技術在長輸管道施工中的應用[J].焊管,2009,32(04):65-68.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
