無刷直流風機磁軛裝配部件制作精度的工藝保證
2014-01-31 09:02:32成立
微特電機 2014年4期
成 立
(蘇州工業職業技術學院,蘇州215104)
0 引 言
直流無刷風機采用電子線路和霍爾開關換向,克服了傳統直流電動機電刷和換向器所產生的火花干擾問題。該風機具有風力大、效率高、壽命長等特點,因而在計算機和航空等領域獲得廣泛應用。
帶風葉磁軛是風機的核心部件,它由一個風葉及套入其中的磁軛裝配部件組成,如圖1所示。因其轉速可達2 900 r/min,因而對平衡度的要求非常高,否則當風機正常運轉時,將引起很大的振動。這一平衡指標能否實現主要取決于磁軛裝配部件的質量,即轉軸與磁鋼內緣的同軸度指標,如圖2所示。

圖1 帶風葉磁軛
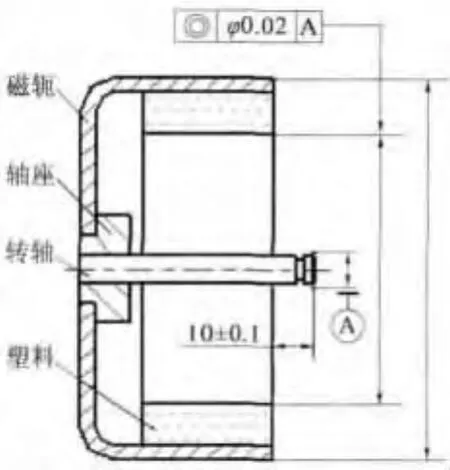
圖2 磁軛裝配部件圖
在磁軛部件制作過程中,影響平衡度的主要原因是軸孔與磁鋼內緣不同軸或軸孔與磁軛部件右端面不垂直導致壓軸時端面定位不可靠。若解決了這些問題,就可最終解決風機的振動問題。不難看出,解決的根本在于獲得合格的磁軛部件。
1 磁軛裝配部件裝配的結構分析
由圖2可知,磁軛部件(相當于交流電機的轉子)由磁軛、軸座、轉軸和磁鋼組成。其中軸座和磁軛通過端面鉚壓獲得緊固,轉軸與軸座為過盈配合,磁鋼和磁軛則通過環氧樹脂粘結進行緊固。
2 磁軛裝配部件的加工工藝分析
磁軛裝配部件在整個風機中具有舉足輕重的地位,因此上述每道工序都至關重要。
2.1 磁軛的沖壓工序
磁軛由厚度為1.5mm的10mm鋼板落料拉深而成,切邊并保證軸向尺寸26mm。以Φ47mm內孔定位在底部端面沖出Φ12+0.0210mm的軸座孔,以保證孔的軸心線與磁軛內孔的同軸,如圖3所示。
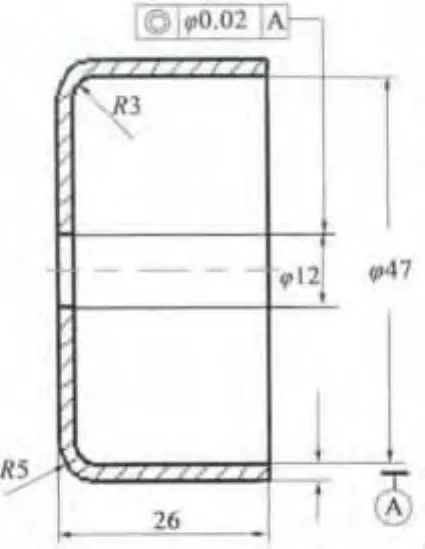
圖3 軸套零件圖
2.2 軸座的鉚接工序
沖孔后軸座與磁軛采用鉚接方式緊固在一起,如圖4所示,以便在軸座上鉆出軸孔。
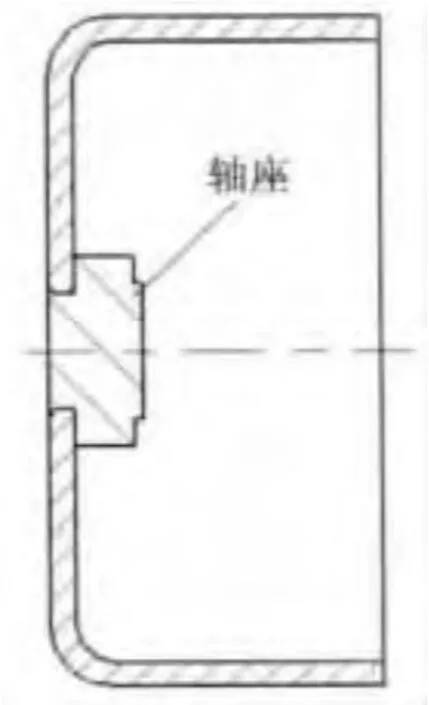
圖4 帶軸座磁軛
2.3 塑料磁鋼的粘結工序
如圖5所示,在磁軛零件內壁涂敷環氧樹脂粘結劑(含固化劑),將條形塑料磁鋼(如圖6所示)卷圓后塞入磁鋼壓入工裝的小錐度(3°)導滑圈,在放置壓頭后置于氣壓機上并開機下壓,當壓頭臺階碰到小錐度導滑圈的上平面時,磁鋼剛好被壓到位,取下帶磁鋼磁軛,并置于150℃的調溫烘箱,2小時后取出,其粘結強度足以承受車削。
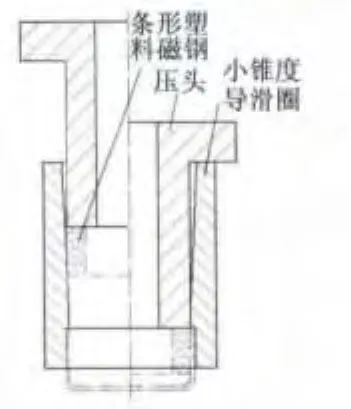
圖5 磁鋼壓入工裝
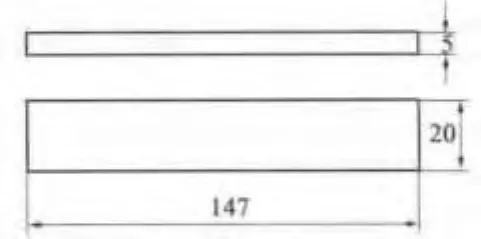
圖6 塑料磁鋼(en71-3橡膠磁卷材)展開圖
2.4 磁鋼的內孔和軸座內孔的加工工序
為滿足圖2的轉軸與磁鋼內孔的同軸度要求,就必須首先保證軸座內孔與磁鋼內孔的同軸度。
2.4.1 臺鉆加工
為保證軸座內孔與磁鋼內孔的同軸度,就必須以磁鋼內孔定位鉆、鉸軸座內孔。利用塑料磁鋼優良的切削加工性能,可車削已預留1mm余量的磁鋼內孔至 Φ38+0.100mm,再以 Φ38+0.100mm 定位,利用臺鉆上分別以Φ2.8mm麻花鉆、Φ3mm機鉸刀加工軸座孔至Φ3+0.0180mm,如圖7所示。但這樣的加工方式需要更換兩次定位心,既影響了工作效率,又產生了定位誤差,最終導致軸孔與磁鋼內孔的同軸度誤差嚴重超標。
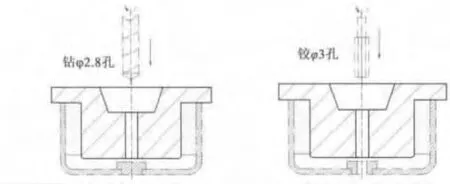
圖7 臺鉆加工轉軸孔
2.4.2 數控車床加工
利用圖8的氣動夾筒夾緊式車夾具,可輕松高效地完成上述工作。該夾具的結構特點是夾緊的動力源來自安裝在車床床頭箱左邊的氣缸。與一般夾具一樣,卸下卡盤,換上該車夾具,百分表校調后先鎖緊夾具,旋緊螺母,使氣缸活塞被兩螺母夾緊。需指出的是該氣缸為自制,活塞的軸向移動量僅需控制在3~4mm即可。
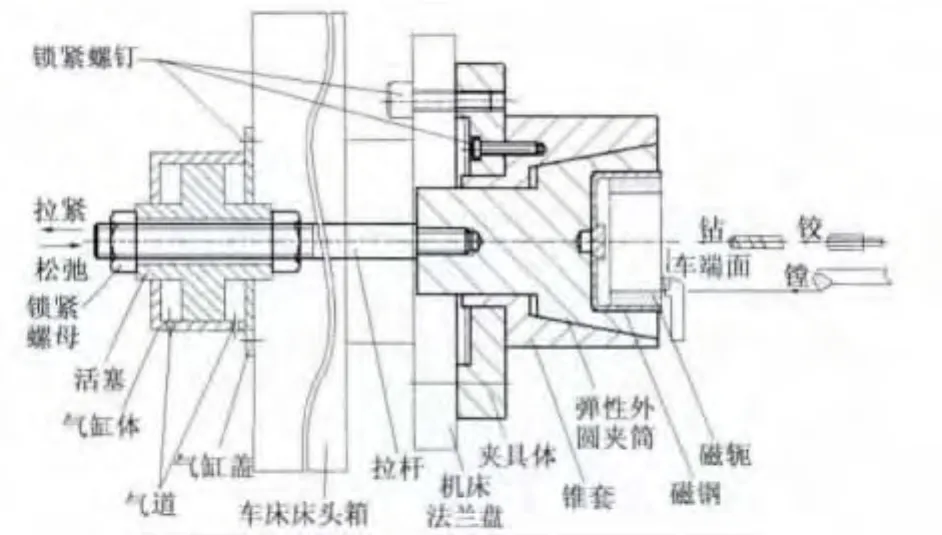
圖8 氣動夾筒夾緊式車夾具結構圖
工作原理如下:
1)被車件的定位與夾緊:將所要車削的帶磁鋼磁軛塞入與其外緣間隙配合的彈性外圓夾筒內,按下氣缸控制按鈕,使氣缸體右側腔體進氣,活塞左移,由此帶動拉桿及與其剛性連接的彈性外圓夾筒(如圖9所示)向左運動,由于彈性外圓夾筒的外緣均布有4條1mm寬的割縫,因而其外錐面在沿錐套內錐面滑動的過程中,四瓣開口同時將工件抱緊;
2)車削:開動機床,先后以Φ2.8mm麻花鉆、Φ3mm機鉸刀加工軸座孔至Φ30+0.018mm;借助左偏刀的主切削刃,以徑向退刀法車出帶磁鋼磁軛端面,保證軸向尺寸25.5mm;最后用鏜孔車刀將磁鋼內孔車至 Φ38+0.100mm;
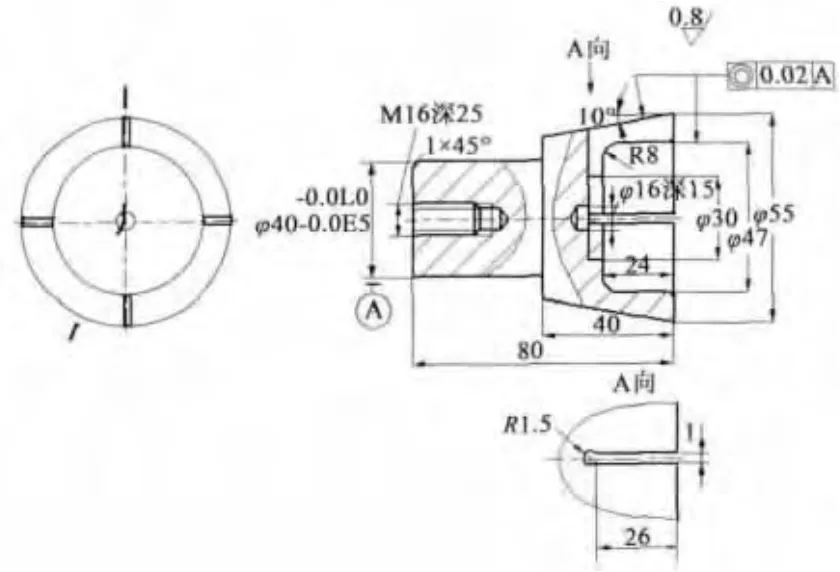
圖9 彈性外圈夾筒
3)脫模取件:停車后,再次按下氣缸控制按鈕,使氣缸體左側腔體進氣,活塞右移,由此推動拉桿及與其剛性連接的彈性外圓夾筒右移。由于彈性外圓夾筒的彈性回復,夾筒與帶磁鋼磁軛又恢復到原來的間隙配合狀態,取出帶磁鋼磁軛,即完成了一次加工周期。
結構特點:
1)本夾具采用氣動力而非傳統的手動螺旋徑向鎖緊,不僅可通過調整氣壓來獲得所需的夾緊力,還可防止因螺旋夾緊力過小而出現車削過程中被車工件打滑或螺旋夾緊力過大導致工件永久變形,并且工件拆卸快速高效。值得注意的是被車件裝夾前或無被車件時,氣缸拉桿必須處于松弛狀態。
2)彈性外圓夾筒集定位和夾緊于一體,是整個夾具的核心零件。采用合金彈簧鋼60CrMnMoA,精磨內外圓前淬火至50-55HRC,以便在獲得足夠強度的同時仍不失其良好的回復剛性。精磨內外圓后定位內孔處以線切割分別割出等分的4條26mm×1mm的縫隙,以便在夾筒的26mm長度上均能獲得良好的收緊和回復彈性。
3)由于磁軛為薄壁零件,本夾具實現了變軸向拉力為徑向夾緊力,360°全方位夾緊的彈性外圓夾筒可避免磁軛的夾緊變形。實踐表明,內外錐采用10°配合較有利于獲得夾緊和松弛的良好效果。
2.5 磁軛的入軸工序
如圖10所示,塞入定位芯(磁鋼內孔定位),并使端面靠緊。在定位芯小孔內插入轉軸(間隙配合),開動氣壓機,將轉軸的高出部分壓至與定位芯上端面平齊,即可保證軸伸10mm(如圖2所示)。
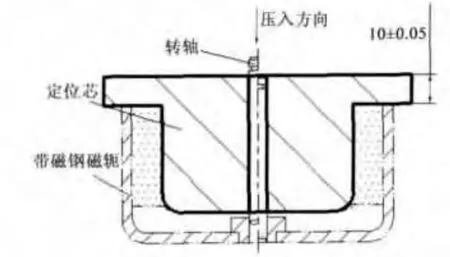
圖10 磁軛入軸工裝
2.6 轉軸與磁鋼孔同軸度檢測
磁軛部件屬于動態工作零件,它不同于一般的靜態工作零件,當轉軸與磁鋼內孔的同軸度出現超差,則風葉的高速運轉將會因磁軛各處慣性矩的不同而引起風機較大的振動。這就需要對入軸后的磁軛部件進行轉軸與磁鋼內孔同軸度的快速、精確檢驗,以便及時校正。檢測工裝結構如圖11所示。
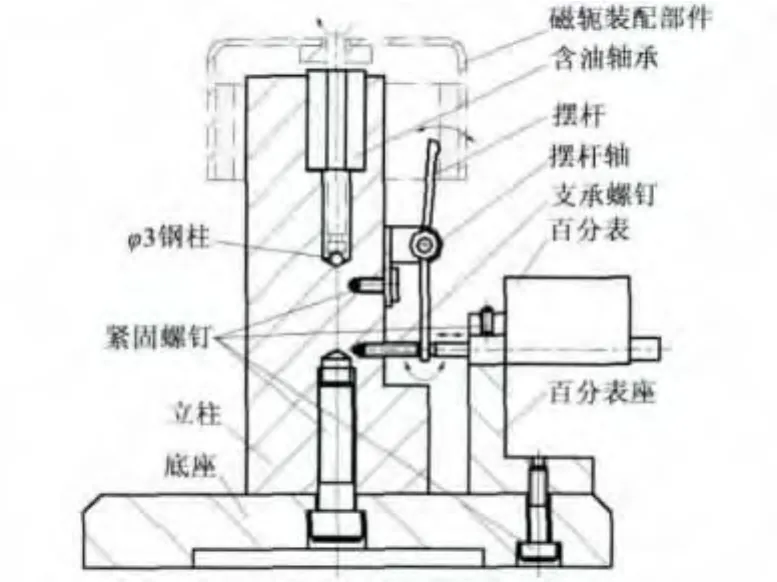
圖11 同軸度檢測工裝示意圖
首先應確保擺桿的上觸點與磁鋼緊密接觸。該工裝使用前應將百分表插入百分表座,并使表頭受壓后退3mm后鎖緊,表針回零。
該工裝的擺桿兩端觸點到其轉軸中心的距離相等,從而確保同軸度讀數既不被放大,也不被縮小。
測量時,將磁軛裝配部件的轉軸插入含油軸承的Φ3mm軸孔,撥轉磁軛裝配部件(Φ3mm鋼珠與轉軸底部為點接觸,故撥動磁軛裝配部件后,轉動自如),由于擺桿的上觸點緊貼磁鋼內緣,擺桿的跳動量將1∶1地反映在百分表的指針偏轉上,由圖2可知,只要指針偏轉量在2格以內,便判定為合格。
3 結 語
本工藝方案簡潔、工序清晰,所涉及工裝、夾具結構簡單、操作方便。借助氣動夾筒夾緊式車夾具,較好地解決了薄壁套類零件(帶磁鋼磁軛)切削加工時的裝夾變形問題,尤其是將氣缸作為車夾具鎖緊了的動力源,極大提高了生產效率。作為關鍵工序的轉軸與磁鋼孔同軸度檢測,運用同軸度檢測工裝,實現了較精確快速的檢驗。作為批量性生產,產品具有質量可控、風險小、投資少、收效快的優勢。
[1]何慶,李郁.機床夾具設計教程[M].北京:電子工業出版社,2012.
[2]楊叔子.切削加工[M].北京:機械工業出版社,2012.
[3]陳明.機械制造工藝學[M].北京:機械工業出版社,2012.