YF17 卷煙儲存輸送系統提升機的分析與改進
2014-02-08 09:06:10石躍朋周紅光
煙草科技 2014年2期
王 亮,石躍朋,牛 博,周紅光
1.中國煙草機械集團有限責任公司,北京市西城區廣安門外大街9號 100055
2.許昌煙草機械有限責任公司,河南省許昌市工農路南段 461000
3.中國平煤神馬集團陽光物業有限公司,河南省平頂山市新華區園林路14號 467000
4.貴州中煙工業有限責任公司貴陽卷煙廠,貴陽市小河區紅河路96號 550009
YF17 卷煙儲存輸送系統將卷煙機與包裝機柔性地連接起來,完成煙支的自動輸送、存儲和緩沖調節任務,實現卷接包生產線的高速自動化[1]。該系統主要由提升機、高架輸送器、下降裝置、存儲器、電控系統等部分組成。其中提升機的作用是將卷煙機生產的煙支提升到一定高度,經高位輸送器輸送到存儲器或包裝機中[2]。但YF17 提升機在實際應用中存在著煙支下墜、皺紋煙支等問題,特別是在超高速卷接包設備中,無法滿足對煙支外觀品質的要求。針對上述問題,胡偉等[3]將提升通道的弧形導向板改為柔性不銹鋼絲網帶,增加帆布整理皮帶,使提升通道頂部的硬聯接改為軟聯接,有效減少了皺紋煙支數量,但未涉及提升機入口處產生皺紋煙的情況,且外觀上不夠簡潔;王俊等[4]在入口轉彎處采用浮動小皮帶改變拐彎處通道寬度,形成緩沖區域,減少垂直通道頂部料位的抖動,避免了煙支產生缺陷,但由于采用窄帶輸送,與煙支的接觸面積較小,煙支在擠壓時反而容易產生皺紋煙。為此,通過對提升通道中煙支流量匹配和相對運動分析,在入口轉彎段采用擺臂式柔性輸送裝置,在垂直提升段進行獨立控制,在出口轉彎段采用彈性輸送裝置,以實現對煙支流量的精確控制和柔性輸送,避免煙支在輸送過程中受損。
1 系統結構
YF17 卷煙儲存輸送系統提升機主要由水平取樣段(1)、入口轉彎段(2)、垂直提升段(3)、出口轉彎段(4)等部分組成,見圖1。煙支在取樣段被堆碼到設定高度,經入口轉彎段90°轉彎后進入垂直提升段,再經出口轉彎段90°轉彎,被輸送到高位輸送器(5),從而將卷煙機制造的煙支提升到一定高度。
YF17 提升機入口轉彎段采用同角速度大轉彎半徑方式,出口轉彎段的煙支通道采用內側小轉彎半徑、外側固定圓弧導板的設計方式。提升機取樣段速度跟蹤卷煙機速度,提升段速度通過取樣段末端的料位監測裝置跟蹤取樣段速度,垂直提升段、入口轉彎水平段與入口轉彎段外圈線速度相同。在實際使用過程中,由于設備結構設計存在缺陷,有時會出現煙支下墜、皺紋煙支等現象,影響煙支品質[5]。

圖1 YF17 卷煙儲存輸送系統提升機結構示意圖
2 問題分析
YF17 提升機出現煙支下墜、皺紋煙支等問題主要有兩方面原因:一是單位時間內煙支通過轉彎段的流量與煙支通過直線段的流量不匹配,二是煙支在轉彎段時,在自身重力及軌道壓力[6]的作用下,不可避免地產生相對運動,當煙支在相對運動過程中間隙變大時,煙支之間就會產生較為明顯的錯動,從而造成煙支下墜或產生皺紋煙支。為解決該問題,應對入口轉彎段與出口轉彎段進行流量匹配以及相對運動分析。
2.1 入口轉彎段
煙支從水平段經入口轉彎段被輸送到垂直提升段過程中,通過建立流量匹配數學模型,可分析入口轉彎段及其上下游直線段間的流量關系;通過對煙支在過彎時的相對運動分析,可分析煙支過彎時在重力和煙支之間擠壓力的作用下產生的相對運動關系。
2.1.1 流量匹配數學模型
提升機過入口轉彎段時,內外圓的軌道各式各樣,但都是圍繞內外圓同心的方式進行微調。為便于分析,假設內外圓同心。設通道各部分流量匹配,煙支之間擠壓均勻,無明顯壓痕。如圖2 所示,設在單位時間t 內,經入口轉彎段的煙支流量為Q1,經過上下游任一直線段的流量為Q直,煙支有效截面積為S0,煙支在外輸送帶處轉過θ、在內輸送帶處轉過α,L彎為轉彎通道寬度,L直為上下游任一直線段通道寬度,R外為外輸送帶半徑,R內為內輸送帶半徑,m 為外輸送帶速度V外與直線段速度V直的速比,V外為外輸送帶速度,V內為內輸送帶速度。
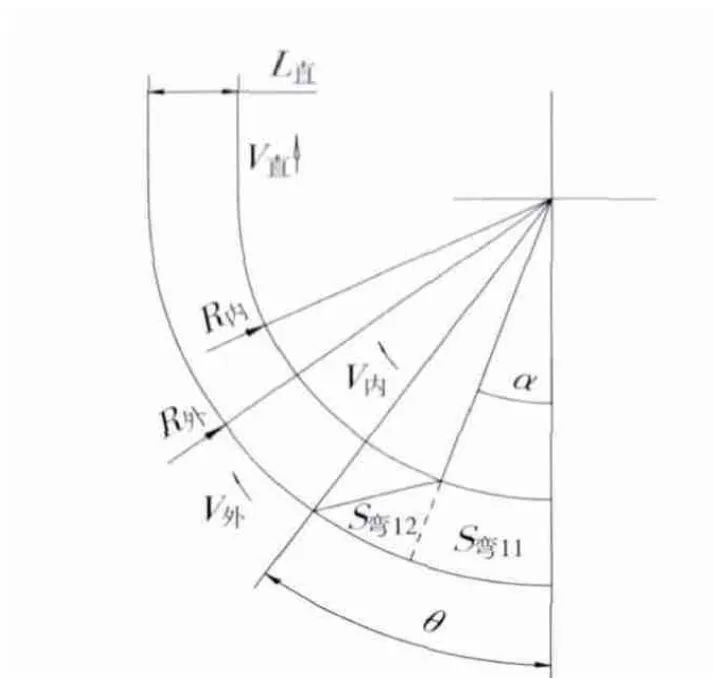
圖2 YF17 提升機流量匹配數學模型原理圖
其中:



可得出以下結論:
(1)當k=1 時,即內外圈的角速度相同時,根據式(1),k 與L彎成正比,因此只有通過調整L彎的大小,才可以使Q1與Q直達到流量匹配。
(2)當k≠1 時,即內外圈的角速度不同時,|y|在[0,]內為單減函數,越 大(k值離1 越遠),|y|的變化量越大的變化量也越來越大,很難找到合適的傳動比來匹配直線段與轉彎段的流量比。由式(2)可見,m,L直,R內,V外,V內均為非變化量,k 是關于L彎的正比例函數,只有當L彎也為變化量時,才可以使Q1與Q直流量匹配,即當轉彎段的有效寬度為變量時,才能找到有效的傳動比使直線段與轉彎段流量匹配[7]。
2.1.2 相對運動分析
圖3a 中煙支1,2,3 位于水平段,由于重力作用,相鄰煙支中心相等,呈正三角形布局。由于YF17 外圈速度等于水平段速度,煙支4 在進入轉彎段時,保持與煙支2 相切狀態。由于煙支4 重心逐步升高,與之相鄰的煙支5 重心也相應提高,則煙支2,3,5 中心所組成的三角形由于煙支2 與5 的距離拉長,不可能再呈現正三角形布局。
圖3b 可見,在轉彎通道中煙支重心高度處于不斷變化中,煙支通過轉彎段的有效利用寬度是變量。但由于YF17 在入口轉彎段的通道有效寬度為定值,當調整入口料位使轉彎通道內煙支不出現擠壓時,通道內有的地方充滿煙支,有的地方縫隙較大,因此出現煙支下墜現象;當調整入口料位使轉彎通道內縫隙較小不出現煙支下墜時,通道內煙支必然會相互擠壓,產生皺紋煙支。當煙支流量匹配時,此現象并不明顯,一旦出現流量不匹配,煙支下墜、皺紋煙支現象就會加劇。
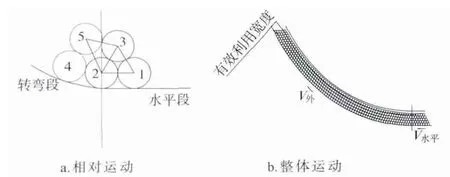
圖3 改進前煙支過彎道微觀和整體運動示意圖
2.2 出口轉彎段
出口轉彎段的內圈動力為提升鏈輪組(1),外圈為固定導板(2),見圖4。煙支從垂直段輸送到轉彎段時,轉彎段煙支線速度Vn<垂直段煙支線速度V直,由結論(2)可知,此時內外圈的角速度不同,即k ≠1,只有當轉彎段的有效寬度為變量時,才能實現轉彎段與垂直段的流量匹配。外圈采用固定導板結構,由于實際利用寬度為變量,當導板半徑過大時,煙支之間的間隙加大,就會產生煙支下墜、搓動等現象;當導板半徑過小時,煙支之間的間隙變小,由于擠壓會出現皺紋煙支。

圖4 出口轉彎段布局圖
3 改進方法
根據上述分析,在保留YF17 提升機箱體式結構的基礎上[8],對造成煙支下墜、皺紋煙支的出口轉彎段、垂直提升段、出口轉彎段結構進行了改進。
3.1 入口轉彎段采用擺臂式柔性輸送裝置
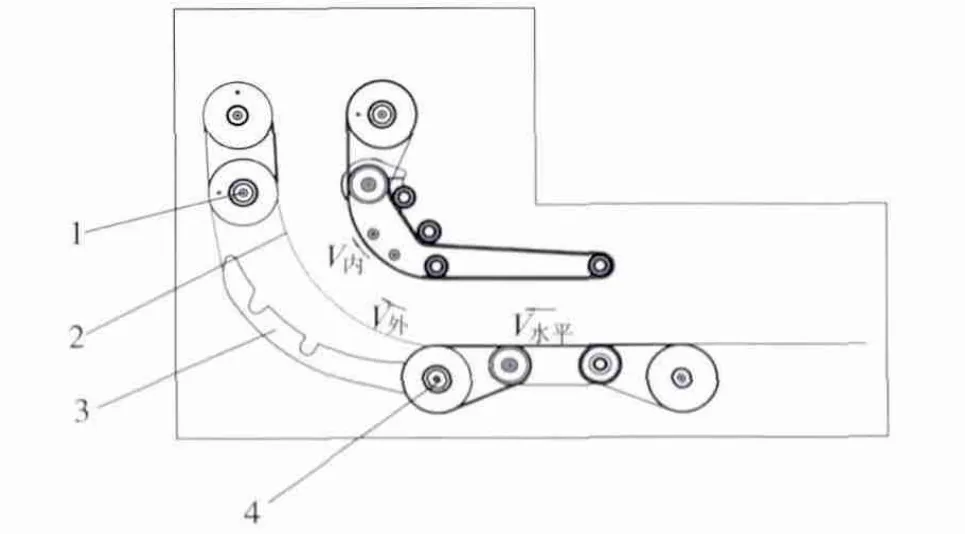
圖5 擺臂式柔性輸送裝置結構示意圖
如圖5 所示,采用擺臂式柔性輸送裝置替代原固定式輸送通道,由一組浮動的鏈板與內圈軌道一起組成柔性輸送通道。鏈板(2)掛在主動鏈輪組(1)的鏈輪和擺臂支撐輪(4)上,擺臂(3)壓在鏈板上,使鏈板時刻處于張緊狀態。改進后的入口轉彎段,煙支在經過彎道時,其水平段速度V水平與內圈速度V內相等,外圈鏈板速度V外>V水平。
如圖6 所示,煙支1 以V水平被輸送到轉彎段入口處時,由 于鏈板速度V外>V水平,煙支1 加速,在重力作用下,煙支2 落到煙支1 與下一煙支因速度差所造成的空隙中。在整個通道中,當煙支流從水平段輸送到轉彎段時,煙支流的料位會降低,從而避免了煙支擠壓現象。另外,由于鏈板是浮動的,且在擺臂作用下時刻處于張緊狀態,因此煙支在柔性輸送通道中被壓緊,避免了掉煙現象。
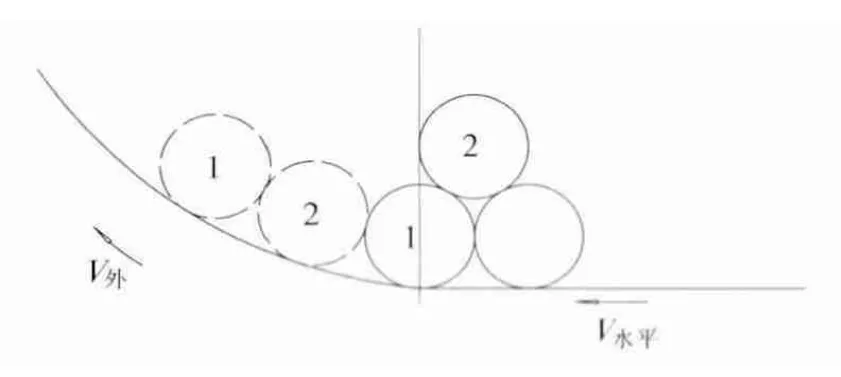
圖6 改進后煙支過彎道相對運動示意圖
3.2 對垂直提升段與入口轉彎段實施分段控制
為實現垂直提升段與入口轉彎段的分段控制,在垂直提升段和入口轉彎段配置獨立驅動電機,并可根據煙支直徑和煙支品質[9]的不同要求,對垂直提升段電機速度進行調整,實現垂直提升段電機對入口轉彎段電機速度的精確跟蹤,從而達到兩者流量匹配[10]。
3.3 出口轉彎段采用彈性輸送裝置
如圖7 所示,在出口轉彎段采用彈性輸送裝置,利用彈簧片壓緊導板,通過調整彈簧片的預緊力,使煙支在經過彎道時張緊適度、輸送平穩。當煙支到達高位輸送段后,還可對煙支流進行整理,避免出現擠煙和掉煙等現象。
4 改進效果
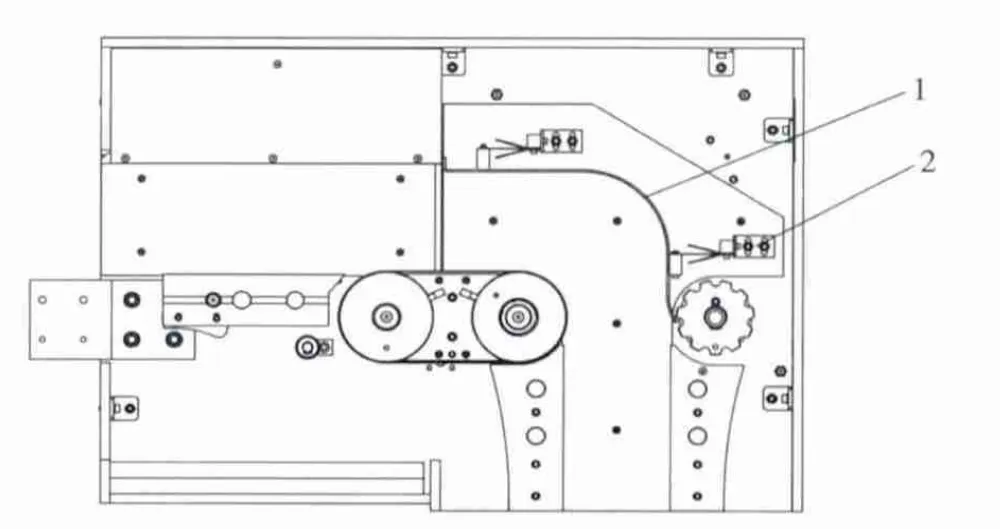
圖7 改進后出口轉彎結構示意圖
改進后的YF17 卷煙儲存輸送系統提升機實現了對煙支流量的精確控制,當煙支輸送到入口轉彎段和出口轉彎段時,由于采用了煙支柔性輸送裝置,煙支下墜現象消失,皺紋煙支由原來的3~4 支/min 降低到0.5~1.0支/min,有效提高了卷煙產品的外觀品質。
[1]許昌煙草機械有限責任公司.YF17 卷煙儲存輸送系統說明書[G].2005.
[2]康瑛.幾種適用于超高速卷煙生產線的卷煙儲存輸送系統[J].煙草科技,2002(3):26-29.
[3]胡偉,王江華.YF17 型卷煙儲存輸送裝置提升通道弧形板的改進[J].煙草科技,2012(9):22-23.
[4]王俊,彭鑄.卷煙、濾棒儲存輸送系統中提升通道的改進設計[J].湖南文理學院學報:自然科學版,2009,21(1):78-80.
[5]李金學,高尊華,楊帆,等.COMFLEX-1 煙支內煙絲分布對卷煙質量的影響[J].煙草科技,2004(8):11-12,15.
[6]蒲良貴,紀名剛.機械設計[M].北京:高等教育出版社.2006.
[7]劉明周.ZF12B 大流量帶結構傾斜提升的設計[J].中國科技信息,2010(18):20-21.
[8]楊春霞.COMFLEX-1 卷煙儲存輸送系統的技術升級[J].煙草科技,2007(8):23-25.
[9]趙同林,李兵役,田興友,等.煙支密度與煙支重量、吸阻、硬度[J].煙草科技,2005(4):13-15.
[10]李利.MOLINS 大流量系統的調整[J].煙草科技,2003(12):15-16.
