大型長階梯孔加工方法
2014-02-09 11:40:14中國第一重型機械股份公司黑龍江齊齊哈爾161042劉治國
金屬加工(冷加工) 2014年9期
中國第一重型機械股份公司 (黑龍江齊齊哈爾 161042)劉治國
在日常產品的加工過程中我們會經常遇到帶有階梯孔的產品。階梯孔的類型包括通孔階梯孔,如大型的缸體;又有盲孔階梯孔,如沉頭螺栓的把合孔。根據階梯孔尺寸的大小及深淺,通常將階梯孔的加工方法分為銑削加工、車削加工、深孔鉆加工。
本文以產品錠桿的加工為例,詳細介紹一種新的大型長階梯孔的加工方法。通過工藝創新、加工輔具的設計及超聲波壁厚儀在實際加工中的應用,開創出一種新的大型階梯孔加工方法。錠桿產品示意圖如圖1所示。

圖1
1.產品加工中存在的技術難題
如圖1所示,錠桿的內孔尺寸共有7個,尺寸變化范圍較大,并且內孔尺寸的變化不是規律性的由小到大。加工工序復雜,并且不能通過單一機床對其進行加工。其中φ1125 mm×4287 mm兩側的最小內孔尺寸分別為 φ1000 mm及 φ815 mm,并且φ1125 mm內孔長度長,無法使用鏜床及深孔鉆對其進行加工,所以只能通過車床對φ1125 mm內孔進行加工。普通方法通過使用加長刀桿對其進行加工,由于切削部位最多需伸出3 m多長,刀桿剛性嚴重不足,刀具振動嚴重,刀具易損,表面粗糙度無法保證。并且加工過程存在讓刀現象,加工效率極低。
2.加工內孔臥車輔具的設計
通過審圖可以發現,產品除φ1125 mm內孔以外,其余部位的加工可以通過階梯孔的常用加工機床深孔鉆、鏜床及車床完成。因此該產品加工的重點與難點是如何通過臥車對φ1125 mm×3287 mm內孔進行加工。為此我們設計了一套適用于臥車加工階梯孔的專用輔具 (見圖2)。
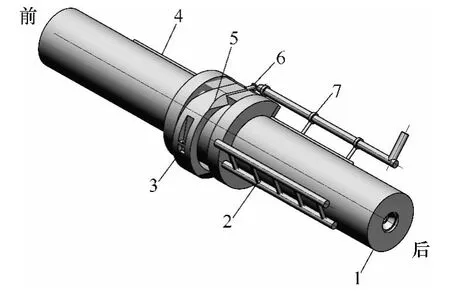
圖2
如圖2所示,鏜桿前端裝有軸承,軸承內圈配有工藝堵,鏜桿后端直接裝配工藝堵。加工時將該輔具穿在產品內孔中間并固定于機床兩頂尖上,機床床頭頂尖與鏜桿前面裝有軸承的工藝堵接觸,尾座頂尖與鏜桿后面工藝堵接觸,上活后在床尾通過支架將鏜桿固定,這樣機床旋轉時鏜桿不會隨著機床的旋轉而轉動。轉動鏜桿上的橫向上刀機構7帶動錐齒輪6轉動實現滑板5的橫向進給,刀具固定在刀夾3中,實現了刀具的橫向進給;將縱向進給機構2與機床刀架子進行聯接,通過機床刀架子的縱向移動帶動切削機構沿導軌4進行縱向進給。加工示意圖如圖3所示。由于鏜桿固定在機床兩頂尖中間,極大提高了刀桿的剛性,刀具振動明顯減小。
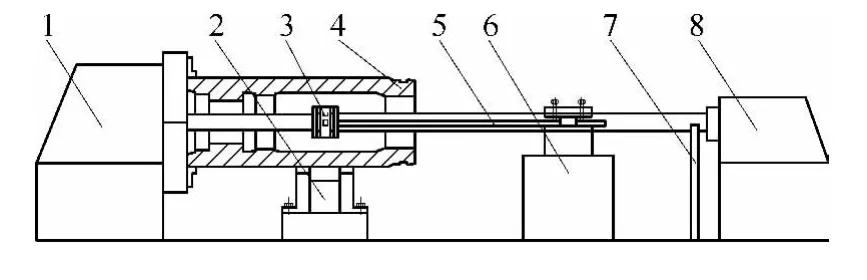
圖3
但是該輔具使用時也存在一定的不足之處,主要表現在以下兩個方面:
首先,鏜桿在中間,無法通過使用內徑尺測量內孔尺寸來保證鏜桿與產品軸線的平行。如需調整產品與鏜桿軸線的平行度,需先試加工一段距離,卸活、卸鏜桿后對內孔進行測量,根據測量結果重新將鏜桿穿進產品內孔中上機床,調整產品或者鏜桿。此方法操作繁瑣,且需要反復卸活、測量、上機床,浪費人力物力,反復上機床時產品的找正誤差與機床本身及其輔具的精度對兩軸線平行的調整會造成一定的累積誤差,影響產品加工過程的精度。并且最后的調整結果不能直觀地表現出來,加工存在一定的盲目性。
其次,鏜桿上的上刀機構為簡易的棘輪傳動機構并存在一定間隙,不能準確確定每次的上刀量,兩軸線平行度調好以后φ1125 mm內孔加工時尺寸無法測量,不能確定產品內孔的加工余量。
3.加工中采取的措施
為了彌補該輔具在使用時存在的問題,我們針對上述問題對工藝方案進行了一系列改進。
(1)利用深孔鉆將內孔加工至φ815 mm,再將圖1右端φ1060 mm內孔加工出來,調頭,將圖1中φ815 mm內孔右端部分統一加工至φ1000 mm。
(2)上鏜床利用三面刃及丁字鏜頭將φ1110 mm及φ1050 mm內孔加工至符合圖樣要求。
(3)產品在上車床加工φ1125 mm內孔前兩端先配工藝堵,上磨床把外圓尺寸磨削一致。加工前先在兩端外圓余量上磨兩條測量帶,使用壁厚儀測壁厚,確保磨后外圓與內孔同軸,作為后續φ1125 mm內孔加工時的測量及找正基準。
(4)卸工藝堵上臥車夾一側,另一側架托輥。利用加長刀桿在φ1125 mm內孔兩端100 mm長使用切刀加工內孔至符合圖樣要求,作為后續加工和測量基準。
(5)上鏜桿加工,試加工一段,利用壁厚儀在外圓長度方向測量出的相對值確定兩軸線的偏差(壁厚儀的相對值可以精確到0.01 mm),從而直觀地將兩軸線的傾斜量反映出來。操作者可以輕松地據此調整產品與鏜桿的角度,來保證產品與鏜桿軸線相互平行。避免了反復卸活、上活及找正等不必要的麻煩。
(6)另外,亦可使用壁厚儀測量出φ1125 mm兩端已加工好的100 mm基準與未加工部位的壁厚差值確定加工余量及每刀的上刀量,使加工變得簡單易行。
4.結語
通過該產品的加工及臥車加工內孔輔具的設計與使用,我們探索出了一種全新的階梯孔加工方法,使大型長階梯孔的加工變得簡單易行。通過對工藝的細化,成功地彌補了臥車加工內孔輔具的不足,有效保證了產品質量。
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
Coco薇(2015年1期)2015-08-13 02:23:50
玩具(2009年10期)2009-11-04 02:33:14
個人電腦(2009年9期)2009-09-14 03:18:46
