橡膠修補技術在鉀肥生產中的應用
2014-02-27 07:22:38鄭東青海鹽湖鎂業有限公司816000
化工管理 2014年15期
鄭東(青海鹽湖鎂業有限公司 816000)
概述:鉀肥生產中的脫鹵車間有四條皮帶輸送機和兩臺帶式過濾機,而這些設備都屬于橡膠設備,并且都是車間關鍵、重大設備,在全年生產中起著至關重要的作用。由于鹽湖地區特定的氣候原因和在輸送、過濾鉀肥半成品(即低鈉光鹵石)時,其物料有一定的含濕量,具有滲透性和腐蝕性。易造成橡膠制品老化、接頭開膠、周邊開裂等現象,以前對橡膠制品接頭的開膠,我們采用膠粘劑重新粘接處理,效果不佳,而且膠制品的周邊開裂問題一直無法解決,拉伸強度達不到使用技術要求。近幾年來車間不斷學習新技術,采用橡膠硫化熱粘接修補的方法對橡膠制品進行硫化和修補,取得了良好的效果,大大降低了生產成本,給公司和車間節約了大量資金。
一、輸送帶在生產中存在的問題
1.橡膠制品斷裂、拉開后,用膠粘劑重新粘接,往往強度不夠,容易被再次拉開和脫膠,而且皮帶輸送機是單線設備輸送皮帶斷裂,就會全線停機。據統計因皮帶斷裂造成非計劃停機總次數的50%。
2.橡膠制品的周邊開裂無法用膠粘劑重新粘接修復。只能更換新的,而輸送帶、大型過濾膠帶的價格都十分昂貴,造成生產成本大幅度的增加。
3.過濾鉀肥半成品(即低鈉光鹵石)的帶式過濾機,其它的主膠
帶是美國艾姆柯公司生產的,因使用年限長,兩臺過濾機的大膠帶已多次發現接頭嚴重開裂,如果全部裂開,將嚴重影響生產。而且帶機裙邊40多處開裂,還嚴重影響過濾的質量。如果新更換兩條主膠帶,需600多萬元,且需大量的人力和時間去更換主膠帶。
二、技術改造和進步分析
1.采用硫化技術來處理輸送帶的接頭,因為是熱粘接,最大限度的降低了粘接間隙,使接頭的抗拉強度和剪切強度達到使用要求。
2.使用橡膠硫化修補技術,將膠帶開裂的接頭和裙邊經修邊處理后,用生膠填充,再運用硫化進行修補粘接。
3.硫化工藝實施時,對硫化設備認真檢查,硫化機在使用之前一定全面檢查,檢查溫控箱的控制溫度的準確性,檢查熱電偶(測溫線)的好壞,檢查上下熱電板加溫是否正常,是否有各別地方溫度上升異常,檢查水壓板加壓到2MPa,能否保壓1h。如果發現某部件異常,必須進行修理或更換。皮帶膠帶的裁扒與打磨對環境要求,膠接皮帶時,一定要選擇粉塵比較少的環境,必要時加保護措施。根據所膠接皮帶的寬度,線層數,上料量,傾角的大小決定皮帶接頭的長度,為減少皮帶結合面縫隙的長度和簡化操作,采取直頭膠接,長度按以下公式計算。

式中 L——橡膠接頭所搭接長度,mm
Z——皮帶線層層數
S——階梯長度,mm。一般取S=200—250mm.對于高強度皮帶S取大值或按皮帶廠家要求。對皮帶進行裁切,在切口處30mm處。扒去工作面和非工作面的面膠,注意工作面和非工作面被扒去的面膠刀口,一定要鏟割成45度斜角,對階梯布要特別小心,對下層布的誤傷不得超過布層的1/6,誤傷長度不得超過寬度的1/10,。扒完后要用刀子把表面附著的膠清理干凈,清理后用磨光機打磨,打磨時用力要輕,避免發生打磨過光或產生焦糊現象。扒好后不能受潮。膠料選擇主要用料是膠漿,面膠和芯膠。膠漿和面膠,芯膠是否同一牌號。使用時一定按膠帶的材料來確定膠漿,面膠和芯膠不能混用而且過期的不能用。芯膠厚度不能超過1毫米,膠漿和面膠不能過期。可釆用實驗法。取兩片面膠,擦洗后合在一起,是否具有一定的粘合度,一般三個月過期,硫化膠接工藝過程將裁好的兩片皮帶頭對接一下,檢查各尺寸是否正確,如不正確要進行修改,試接完后,把膠帶固定在硫化板上,膠帶頭距平板邊約100毫米,膠帶下面放隔熱板。膠帶頭用120#汽油擦洗干凈后晾干,刷膠漿2遍,待第一遍干透后,再刷第二遍膠漿;第一遍膠層厚0.5毫米,第二遍膠層厚0.3毫米,貼1毫米厚芯膠,根據工作面的厚度用面膠來補充。在將芯膠面膠填好后,膠帶頭上面放隔熱板,將硫化機固定好后開始硫化,當皮帶截面厚度小于25毫米時,硫化時間按公式2確定,當皮帶截面厚度大于25毫米時硫化時間按公式3確定。兩公式中P均為皮帶布層數。

皮帶硫化溫度一般控制在140~145度,并且加壓到1.5~2MPа,到145度時要求恒溫,恒溫時間45分鐘左右。恒溫完成后硫化過程結束,當溫度降低到80度時再讓水壓降壓。膠接過程注意事項膠帶釆用壓接方式,改變過去對接方式,即上層皮帶錯位上行15毫米,以增加強度。涂膠要均勻,切忌局部缺膠或氣孔。固定硫化機時,由兩人兩面同時緊固硫化機壓板,先中間后兩邊用力均勻一致,打壓采用二次打壓法,開始水壓機打壓到8KG/CM 2,當溫度到80~100度時再打壓15KG/CM 2,為防止水壓板泄漏失壓,應隨時補壓,待冷卻到100度時停止補壓。加熱溫度控制在145度,恒溫45分鐘,溫度不能超過150度,否則易使皮帶脆化。硫化過程中要有人全程監護,出現問題及時處理直至降溫結束。
三、經濟效益分析
1.采用硫化技術粘接輸送帶的接頭,延長了輸送帶的使用壽命,膠接頭強度可達原來皮帶的90%,并且不易起皮,原來每2年更換一次輸送帶,現在經過硫化粘接后的輸送帶至少能使用4年,能夠節約資金20萬元,產生的效益近80萬元左右。

項非正影響使用維修拉伸強經濟目 常停 輸送 年限 費用 度 效益機時 物料 (年) (元) (MPA(元)類比 數 量 )(H) (T)改造120 35000 2 30000≤70%前改造4≥93%78030后0
2.將兩臺過濾機的開裂接頭和裙邊,在冬季檢修期間用硫化橡膠修補技術進行修補處理后,提高了主膠帶的使用率,降低了濾餅的含濕量,降低了生產成本,能夠節約資金600多萬元,利于公司資金周轉,產生的效益近500萬元左右。
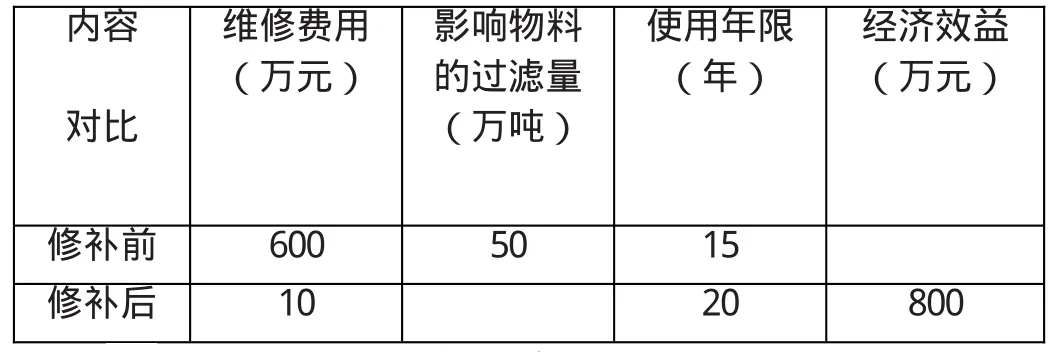
內容對比維修費用(萬元)影響物料的過濾量(萬噸)使用年限(年)經濟效益(萬元)修補前600 50 15修補后10 20 800
3.大大降低了人力的投入量,減輕了員工維修的勞動強度,而且脫鹵車間積累了大量的技術指標和施工要求的經驗,為今后同類型項目施工奠定了基礎,同時為鹽湖地區橡膠設備的同類問題維修提供了一條可行之路。
