汽車連桿鍛壓模具的高速銑削工藝設計
2014-03-02 09:36:58陳德航
四川職業技術學院學報 2014年3期
楊 丁,陳德航
(四川職業技術學院,四川 遂寧 629000)
汽車連桿鍛壓模具的高速銑削工藝設計
楊 丁,陳德航
(四川職業技術學院,四川 遂寧 629000)
本文根據企業實際生產需求,采用高速銑削的方式對焊接修復的模具進行加工工藝制定,經過企業實踐,大幅提高了模具的生產效率,加工表面質量較高,無需后續拋光等處理.對于同類或相似模具在實際應用中具有較好的參考價值.
連桿;精密;鍛壓;模具
普通銑削加工采用低的進給速度和大的切削參數,而高速銑削加工則采用高的進給速度和小的切削參數,高速銑削加工相對于普通銑削加工具有高速、高精度、高質量等特點,主軸轉速一般為15000r/min~40000r/min,切削速度可達普通銑削的5~10倍,表面粗糙度Ra小于1μm,減少了后續磨削及拋光工作量.另外,高速銑削可加工高硬材料,銑削的最高硬度可達HRC60.
目前,高速加工在模具制造中正得到廣泛應用,并逐步替代部分磨削和電加工。但是,高速銑削在加工過程中應滿足無干涉、無碰撞、光滑、切削負荷平滑等條件.
1 課題來源
汽車連桿坯件一般采用鍛造而成,需要粗鍛、終鍛、沖孔、切邊等多套模具成形.以往,一套汽車連桿鍛壓模具在鍛壓3000~5000支左右,就出現變形大、裂紋等現象,無法繼續使用,需要重新進行修復或制作模具,周期較長、效率低、成本高.根據企業實際生產需求,對無法使用的模具型腔采用CMC-E12HA專用模具焊條進行填充式焊接,焊接后硬度高達HRC55-58,采用普通的加工方法加工難度大、效率低.本文采用高速銑削的方式對焊接修復的模具進行加工工藝研究,旨在提高加工效率.
2 鍛壓模具設計與制造
本文以某企業生產的SCAT6385型精鍛連桿為例,采用參數化設計軟件Pro/Engineer進行設計,保證所生成的圖形具有尺寸全相關性;根據生成的模具,采用PowerMill進行加工工藝及程序的設計.
2.1 設計實例
本文采用Pro/Engineer軟件完成三維鍛壓模具圖形庫的設計.圖1為SCAT6385型精鍛連桿鍛件二維圖,圖2為鍛件三維圖.

圖1 鍛件二維圖

圖2 鍛件三維圖
2.2 模具設計
利用鍛件三維圖形,在Pro/Engineer軟件下進行分模操作,圖3為最終的生成的鍛壓模具圖.模具設計主要經過以下步驟:
(1)分模,包括模具體繪制、收縮率設置、分型面繪制、分模操作等步驟;

圖3 為最終的生成的鍛壓模具圖
(2)繪制上下模的飛邊槽;
(3)繪制上下模的鎖扣;
(4)繪制上下模的頂桿孔;
(5)繪制上下模底部的安裝鍵槽.
在實際使用中,當修改鍛件三維圖形,基于Pro/Engineer的參數化功能,可以快速地生成該型號下不同規格的模具圖,可減少大量的重復設計時間,提高設計效率.
2.3 高速銑削工藝設計
從圖1、圖2可以看出,該系列精鍛連桿的桿蓋的外形復雜,采用精鍛一次成形,后續不再進行加工.所生成的模具包含的型面較多,主要包含平坦面、陡峭面、溝槽、圓弧面等,并且部分過渡尺寸較小.
合理制訂加工工藝是保證高速銑削穩定加工的前提,在實際銑削時必須保證切削載荷的平穩.采用高速加工,一般選擇高切削速度、較小的軸向切削深度αp、中等的每齒進給量f.該系列精鍛連桿模具加工的主要工藝見表1.

表1 精鍛連桿模具主要加工工藝
2.4 高速銑削參數設置
下面以15號“粗銑型腔”工步為例,進行切削參數的計算及設置.
(1)刀具選擇:整體硬質合金立銑刀(D=10mm,Z=4齒)
(2)切削速度:Vc=100m/min
(4)切削深度:軸向αp=0.6,徑向αe=3.5
(5)進給量:f=0.1mm/Z,F=nf Z=1274mm/min
在PowerMill軟件中選擇“模型區域清除”進行粗加工,參數設置見圖4.在清除樣式設置選擇“偏置模型”,該策略具有非常恒定的材料切除率,但是刀具在工件上存在較多的快速移動,這對于高速加工來說是可以接受的.

圖4 模型區域清除參數設置

圖5 高速參數設置
為了保證高速銑削的穩定進行,PowerMill提供了高速加工選項,見圖5.具體參數主要包括:
(1)輪廓光順:主要用于控制深度方向的每層刀具路徑在尖角處圓角過渡,避免刀具切削方向急劇變化,即“倒圓行切加工”技術.
(2)光順余量:主要使刀具路徑在許可步距范圍內進行光順處理,遠離零件輪廓的刀具路徑尖角處圓角過渡,刀具路徑在形式上像賽車道,即“賽車線加工”技術,該方式是Delcam公司的專利技術.
(3)擺線移動:當刀具進入毛坯、轉角、深槽等部位,會由于切削量的突然增大而出現刀具過載,此時該功能可以控制刀具路徑中是否插入擺線路徑,從而可以避免刀具過載.
生成的刀具路徑見圖6,最終仿真模擬結果見圖7.

圖6 生成的軌跡圖
3 結束語
本文對于汽車連桿精鍛鍛壓模具的高速銑削工藝及參數研究因取消了放電加工,大幅提高了模具的生產效率,加工表面質量較高,無需后續拋光等處理,取得了良好的經濟效益,具有較好的實際生產應用價值,對于同類或相似模具的加工具有較好的參考價值.
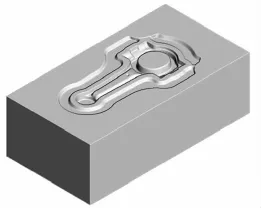
圖7 模擬仿真結果
[1]韓木林.高速切削技術在連桿鍛模制造中的研究和應用[J].鍛壓技術,2010,(03).
[2]陳德航,蔣安全.汽車連桿鍛壓模具庫參數化設計[J].四川職業技術學院學報,2012,(06).
[3]馬修金等.鍛制工藝與模具設計[M].北京理工大學出版社,2001.
High Speed Milling Process Design for Automotive Connecting Rod Forging Die
YANG Ding,CHEN Dehang
(Sichuan Vocational and Technical College,Suining Sichuan629000)
:According to the production need of the enterprises, the process for the die repaired by welding has been drawn up by means of high speed milling. The process boosts the production efficiency and surface quality substantially and has great reference value to identical or similar forging die.
Connecting Rod;Precision;Forging Die
TG54
B
1672-2094(2014)03-0172-03
責任編輯:張隆輝
2014-05-26
楊 丁(1975-),男,四川遂寧人,四川職業技術學院機械工程系副教授,碩士.研究方向:數控技術、CAD/CAM.
陳德航(1980-),男,四川樂至人,四川職業技術學院機械工程系副教授,工程碩士.研究方向:數控技術.
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03