凍干機板層結構及焊接工藝對板層溫度均勻性的影響分析
2014-03-06 05:47:08姚建林
機電信息 2014年14期
姚建林
(上海東富龍科技股份有限公司,上海 201109)
0 引言
在藥品的冷凍干燥過程中,最大的風險是如何保證藥品的均一性,許多敏感藥品會在同一批生產中出現質量差異,給藥品的療效帶來影響。造成質量差異的主要原因是大小不同的凍干機、不同的環境、同一臺凍干機不同的板層、同一個板層的不同位置、包材接觸的面積大小導致傳熱不同,以及冷凝器溫度傳質效果不同。因此,板層溫度均勻性對凍干藥品的均一性有重要的影響,而板層本身的結構及焊接工藝,均會導致導熱油在熱傳遞過程中的影響不一致,在考慮藥品凍干工藝時,一定要考慮板層溫度的均勻性。因此,企業每年都要對板層溫度均勻性進行驗證確認。
1 板層的結構及焊接工藝
板層上面用來存放托盤或西林瓶,用于傳遞熱量,確保凍干產品順利完成凍干的過程。由于板層在壓塞時要承受一定的壓力,故要有足夠的強度防止塑性變形的發生,要考慮其強度。同時,板層又要滿足一定的平整度要求,一般情況下平整度要達到<0.5mm/m的要求。此外,板層表面的粗糙度也要達到一定的要求,一般均要達到Ra≤0.4μm。在板層制作過程中,由于焊接變形,焊接后的熱應力去除情況顯得非常重要。目前,凍干機的板層結構主要分為塞焊板層、釬焊板層以及鉤子內焊板層。
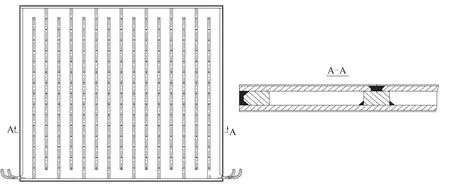
圖1 塞焊式板層結構
1.1 塞焊板層
塞焊板層主要采取上、下2個面板,中間采用加強筋條用于加強和導流,筋條先焊接在下底面板上,筋條的選擇非常重要,筋條不能選用太寬,焊接時下面板先與筋條定位焊接好,采用間斷焊接的形式,同時上面板采用打孔塞焊的形式蓋在筋條上,板層四周邊焊也采用筋條,與板層焊接好,形成一張整齊的板層。塞焊式板層結構如圖1所示。
塞焊板焊接時,由于焊接工作量非常大,焊接前和焊接時均要做好防止焊接變形的工作,其有很多的焊接塞焊點和邊焊的大量焊接工作。因此,塞焊板的板層變形量大,后期必須經過整形,通過去除熱應力以及采取龍刨加工的形式,確保板層的平整度。
1.2 釬焊板層
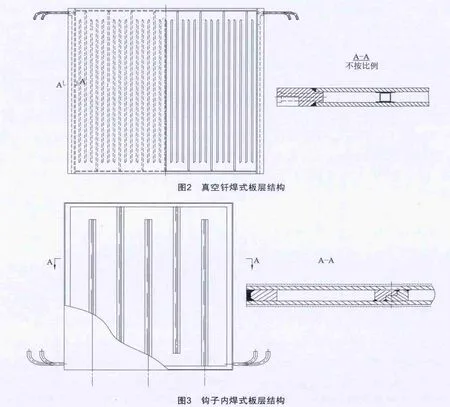
采用空心方管的形式,將釬焊料(BNi82CrSiB)用雙頭端面電焊機點焊在空心方管上,保證焊料兩邊均比方管多2 mm。再將焊好焊料的方管兩頭焊在面板上,并使擱條與面板緊密接觸,放在真空釬焊爐里,按照真空釬焊的加工工藝,通過真空和高溫,使上、下面板和方管連接在一起,焊好以后,再進行板層四周焊接。真空釬焊式板層結構如圖2所示。
真空釬焊板層由于受熱變形比較好、熱應力小、均勻,對板層的變形影響較小,一般情況下也不需要進行后續的刨加工處理,采用表面拋光處理即可。由于方管布置合理,采用空心管后,受力也比較均勻,強度也足夠,特別是對于導熱油可以起到很好的導向作用。
1.3 鉤子內焊式板層
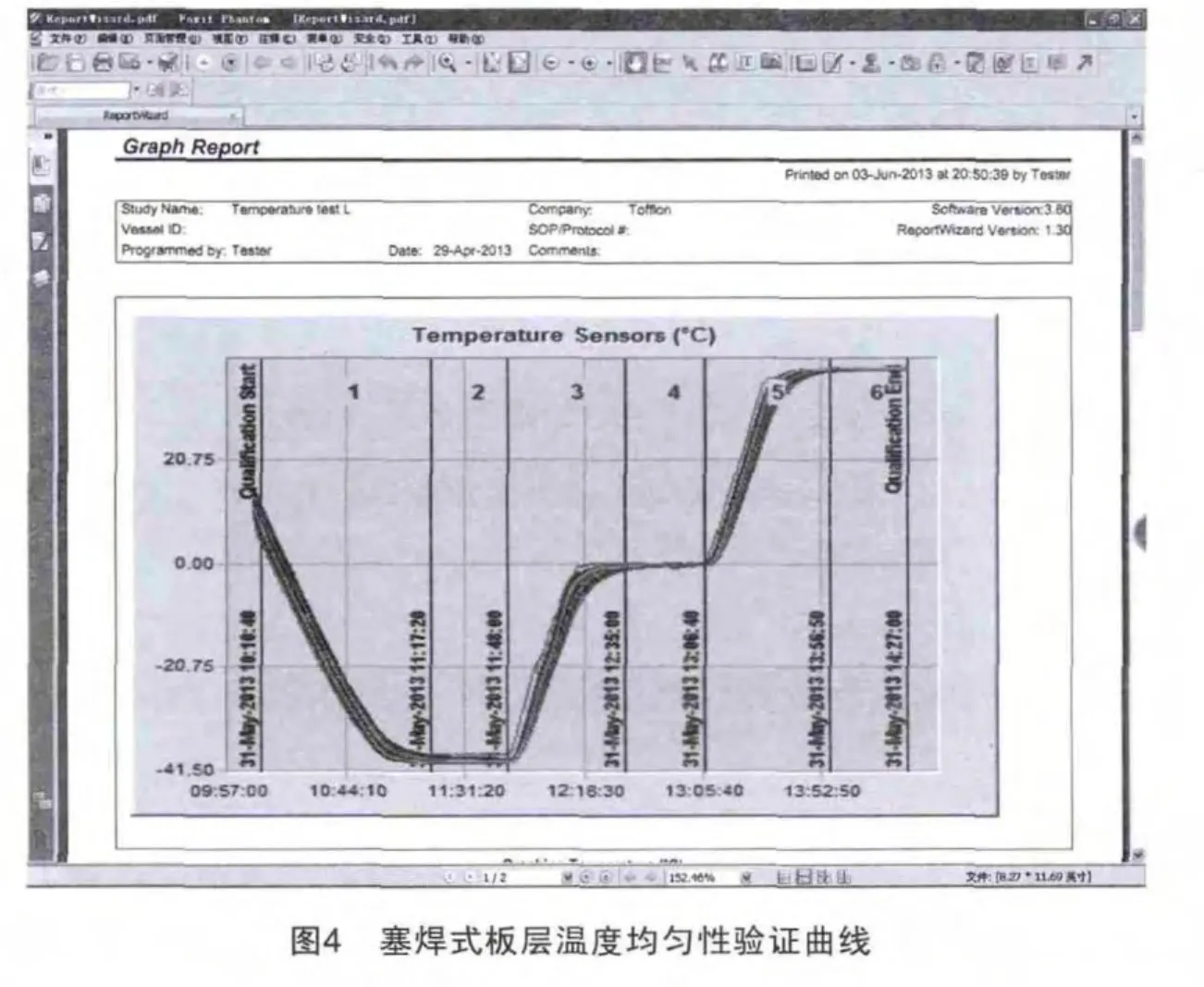
鉤子內焊式板層采用筋條內焊的形式,先將加強和導流用的筋條分別焊在板層的上、下2個面上,采用間斷焊接的形式,焊接完畢后,先進行整形處理,再通過上、下板塊插入式嵌套在起,板層四角邊焊也是采用筋條的形式,與塞焊焊接式板層一樣進行焊接。鉤子內焊式板層結構如圖3所示。
鉤子內焊式板層由于采用嵌套式連接,強度上不太好,一般尺寸超過1 200 mm以上的層不能采用。同時,由于加強筋采用L形的方式,對導熱油的導流以及熱傳遞帶來的影響較大,導流、筋條與板層的接觸面積比較寬,導致溫度的傳遞不太好[1]。
2 板層的結構和焊接工藝對溫度均勻性的影響
3種結構的板層,在其他條件同等的情況下,影響板層溫度均勻性的主要有加強筋條的寬度、上下面板的厚度、加強筋條與上下面板的貼合性等幾個方面。
2.1 加強筋條的寬度影響
加強筋條越寬,對均勻性的影響越大。筋條表面的板層與導熱油通道的板層,由于熱傳遞的介質不一樣,導致溫度的差異比較大。從這個方面考慮,真空釬焊式的板層效果最好,采用寬度比較小的空心方管,熱傳遞效果也比較好;而鉤子內焊式板層效果比較差,加強筋條比較寬,采用嵌套式,熱傳遞比較慢,特別是筋條表面的板層與導熱油通道的板層表面相差比較大。
2.2 上下面板的厚度影響
由于板層表面的溫度基本是通過熱傳導的方式傳遞到板層表面的,因此,上下表面面板的厚度對傳導的速度影響比較大。板層越厚,傳導越慢;板層厚度越均勻,板層表面的溫度也越均勻。塞焊板由于變形量大,通過刨加工處理,導致板層厚度不均勻,給板層的表面溫度均勻性帶來比較大的影響;而真空釬焊式板層和鉤子內焊式板層,由于變形量小,板層厚度相對比較均勻,板層均勻性效果較好。
2.3 加強筋與上下面板的貼合性影響
加強筋與上下面板越是緊密貼合,板層溫度均勻性就越好。真空釬焊式板層可以做到最好,可以全部緊密貼合并密封,而塞焊式板層和鉤子內焊式板層均采用間斷焊接,有縫隙,鉤子板采用嵌入式拼接,也存在縫隙,對板層表面的溫度有一定的影響。
根據以上分析,真空釬焊式板層在同等條件下,相比塞焊式板層和鉤子內焊式板層有很強的優勢。
3 板層溫度均勻性數據分析
板層溫度均勻性驗證,一般是采取-40℃、0℃、40℃這3個溫度點的形式,在每塊板層上至少放置5個探頭,在板層上選取有代表性的位置,在板層進口、出口、板層中間位置以及側邊位置等布置探頭,從常溫開始,進行一個循環流程:對板層進行-40℃降溫,保溫;升溫到0℃,保溫;再升溫到40℃,保溫。按照行業標準,每個溫度點保持恒定時間15m in之后,所有探頭的溫度最大值和最小值在2℃以內為合格。一般來說,低溫下相對比較難,時間相對較長,所以只要-40℃均勻性沒有問題,0℃以及40℃肯定沒有問題。根據對板層溫度均勻性的統計分析,不管是什么結構和焊接工藝的板層,基本上都能滿足行業標準的要求[2]。
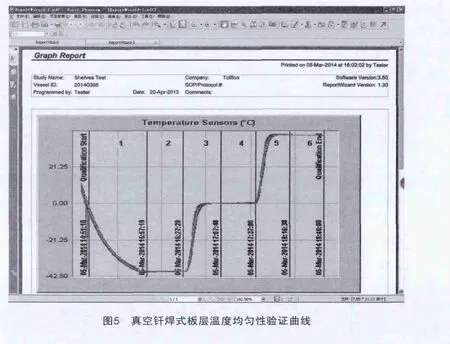
針對塞焊式板層溫度均勻性進行驗證,圖4是塞焊式板層溫度均勻性驗證曲線,從曲線以及相應報表來看:在板層進行-40℃的降溫過程中,板層上36個測試點最高溫度和最低溫度均能控制在10℃以內。在設定溫度-40℃保溫時,要平衡15 m in后可達到(-40±1)℃以內。在-40℃到0℃的升溫過程中,板層上36個測試點最高溫度和最低溫度均能控制在10℃以內,要平衡10m in后可達到(-0±1)℃以內。在0℃到40℃的升溫過程中,板層上36個測試點最高溫度和最低溫度均能控制在10℃以內,要平衡10m in后可達到(40±1)℃以內。
針對真空釬焊式板層溫度均勻性進行驗證,圖5是真空釬焊式板層溫度均勻性驗證曲線,從曲線以及相應報表來看:在板層進行-40℃的降溫過程中,板層上36個測試點最高溫度和最低溫度均能控制在3℃以內。在設定溫度-40℃保溫時,要平衡10 min后可達到(-40±1)℃以內。在-40℃到0℃升溫過程中,板層上36個測試點最高溫度和最低溫度均能控制在3℃以內,平衡10m in后可達到(-0±1)℃以內。在0℃到40℃升溫過程中,板層上36個測試點最高溫度和最低溫度均能控制在3℃以內,要平衡10m in后可達到(40±1)℃以內。
鉤子內焊式板層基本與塞焊式板層一樣,只是鉤子內焊式板層筋條表面上板層的溫度平衡時間要比塞焊式板層延長5~10min。
4 結語
凍干機板層焊接工藝對板層溫度均勻性有一定的影響,作為板層固有的特性,在同等條件下,采用真空釬焊式板層是最佳選擇,但是考慮到制作成本,以及對于凍干產品本身的熱敏感性,板層溫度均勻性還與導熱油的黏度、循環系統的設計以及循環系統的管道和凍干機的控制系統、精度有關,在選擇板層結構時,要綜合考慮多種因素的影響,關鍵是經過產品驗證,確保凍干產品的穩定性和均一性。
[1]趙鶴皋,鄭效東,黃良瑾,等.冷凍干燥技術與設備[M].武漢:華中科技大學出版社,2005
[2]錢應璞.冷凍干燥制藥工程與技術[M].北京:化學工業出版社,2007
