定位銷(xiāo)參數(shù)化宏程序的開(kāi)發(fā)
2014-03-09 02:05:42李兆祥
時(shí)代農(nóng)機(jī) 2014年1期
李兆祥
(河南工業(yè)技師學(xué)院,河南 鄭州 450007)
文章總結(jié)的最重要的主題之一,它包含了全面理解宏程序開(kāi)發(fā)的方法。例子中的方案是為CNC車(chē)床設(shè)計(jì)的定位銷(xiāo)。和很多宏程序特征一樣,這里給出的邏輯方法和程序同樣可以應(yīng)用在兩類(lèi)機(jī)床上。和CNC編程標(biāo)準(zhǔn)一樣,提供的工程圖是設(shè)計(jì)過(guò)程中的第一要素。在這個(gè)例子中,這個(gè)系列的所有零件在一張圖中全部列出了,因此圖本身就是參數(shù)化的。在其它的案例中,編程員必須從幾張不同的圖中獲得信息。
從簡(jiǎn)單入手,提供給編程員的定位銷(xiāo)數(shù)據(jù)如圖1所示。解決最基本的參數(shù)化編程需要,第一步是研究和分析圖紙及其給出的信息,以達(dá)到拋磚引玉的目的。
1 圖紙分析
即使隨便看一下這張圖紙也知道它不僅僅是單個(gè)零件的圖紙。它要求加工四個(gè)銷(xiāo),所有的尺寸和材料都已給出。零件的設(shè)計(jì)者選擇了一張圖紙而不是四張單獨(dú)的圖紙來(lái)描述。從某種意義上來(lái)講,設(shè)計(jì)者已經(jīng)把這個(gè)方案看作一類(lèi)零件,這和編程員一樣。所有4個(gè)銷(xiāo)相似,它們有幾個(gè)共同的特征。圖1中總共標(biāo)注出了7個(gè)尺寸。其中2個(gè)尺寸是固定的,其它5個(gè)是變量。所有的尺寸必須正確的給出,然后才能加工出如圖1所示的零件。例如,在兩個(gè)半徑之間有一個(gè)平的臺(tái)肩面。在開(kāi)始編寫(xiě)宏程序前看出這點(diǎn)相似也是很重要的。
2 宏程序目標(biāo)
宏程序的最重要目標(biāo)是設(shè)計(jì)出能夠用一個(gè)程序加工出這個(gè)系列中的所有4個(gè)銷(xiāo)的程序,因此只通過(guò)改變主程序中G65自變量就可完成加工。在達(dá)到這個(gè)目標(biāo)之前,必須做一些技術(shù)性的工作。
3 零件的裝夾、刀具的裝夾和加工方法
工件的安裝方式必須同零件的加工方法一起考慮。選擇一種方法經(jīng)常會(huì)影響另一種方法。加工方法影響刀具的選擇。圖紙上標(biāo)明對(duì)所有零件給出的是相同直徑的低碳鋼棒料(φ50mm)。為開(kāi)發(fā)宏程序,必須建立以下條件如表1所示。
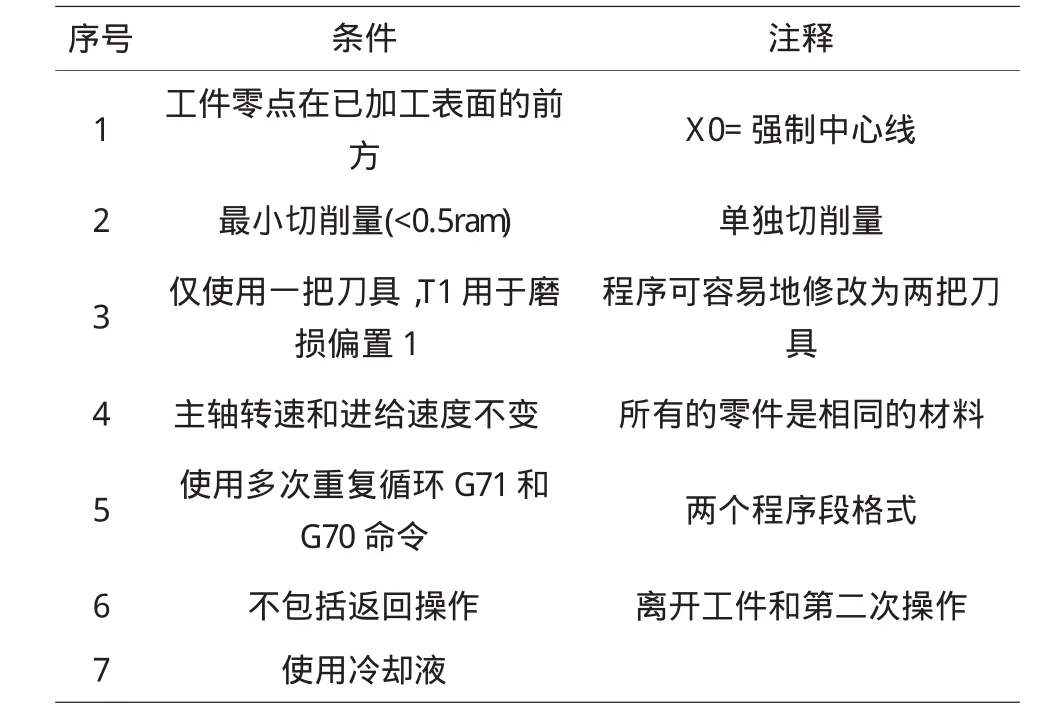
表1 開(kāi)發(fā)宏程序條件表
實(shí)際的刀具路徑也可詳細(xì)定義如下:①快速靠近工件進(jìn)行表面切削;②離開(kāi)中心線以下的前端面;③快速退到G71循環(huán)的起點(diǎn);④粗加工成型,留有合適的余量;⑤用G70完成加工。
4 處理圖紙
即使對(duì)于簡(jiǎn)單的零件,較好的處理圖紙仍可以幫助顯示出刀具路徑及其相關(guān)的數(shù)據(jù),如間隙。
5 標(biāo)準(zhǔn)程序
選擇相似零件類(lèi)中的一個(gè)零件(顯示為銷(xiāo)001),并使用前面的選擇為其編寫(xiě)標(biāo)準(zhǔn)程序。這是和經(jīng)驗(yàn)增長(zhǎng)沒(méi)有幫助但是和開(kāi)發(fā)有一致性的步驟。為銷(xiāo)001編寫(xiě)的帶相關(guān)注釋的標(biāo)準(zhǔn)程序列出如表2所示。
一旦這個(gè)標(biāo)準(zhǔn)程序經(jīng)確定是正確的,就只需指定剩下三個(gè)銷(xiāo)的所有改變的參數(shù)即可。銷(xiāo)001實(shí)例的Z軸位置在程序段N130中為Z-47.0,而不是Z-44.0。3mm的余量是故意留出的,它提供了后續(xù)刀具加工的加工尺寸,允許車(chē)刀平滑的切入材料。
6 確定變量數(shù)據(jù)
確定從零件到零件的變化的數(shù)值意味著確定變量數(shù)據(jù)。變化的數(shù)據(jù)將有助于確定宏程序變量,或作為直接輸入或?yàn)榱艘院笥?jì)算。在表2標(biāo)準(zhǔn)程序中,所有的變量數(shù)據(jù)用下劃線涂灰標(biāo)出。仔細(xì)并單獨(dú)的研究它們,這些數(shù)值將在宏程序中成為變量。下面逐段分析所選擇的數(shù)據(jù):

N090程序段代表輪廓“1”的第一點(diǎn)。也是接下來(lái)進(jìn)行切削的倒角的X點(diǎn)。直徑?jīng)]有在圖紙上標(biāo)出,是基于倒角尺寸(1mm45°)根據(jù)較小直徑和當(dāng)前Z軸間隙(程序段N5中為3mm),通過(guò)計(jì)算得到的。較小的直徑為24mm,倒角為11mm,Z軸間隙為3mm。
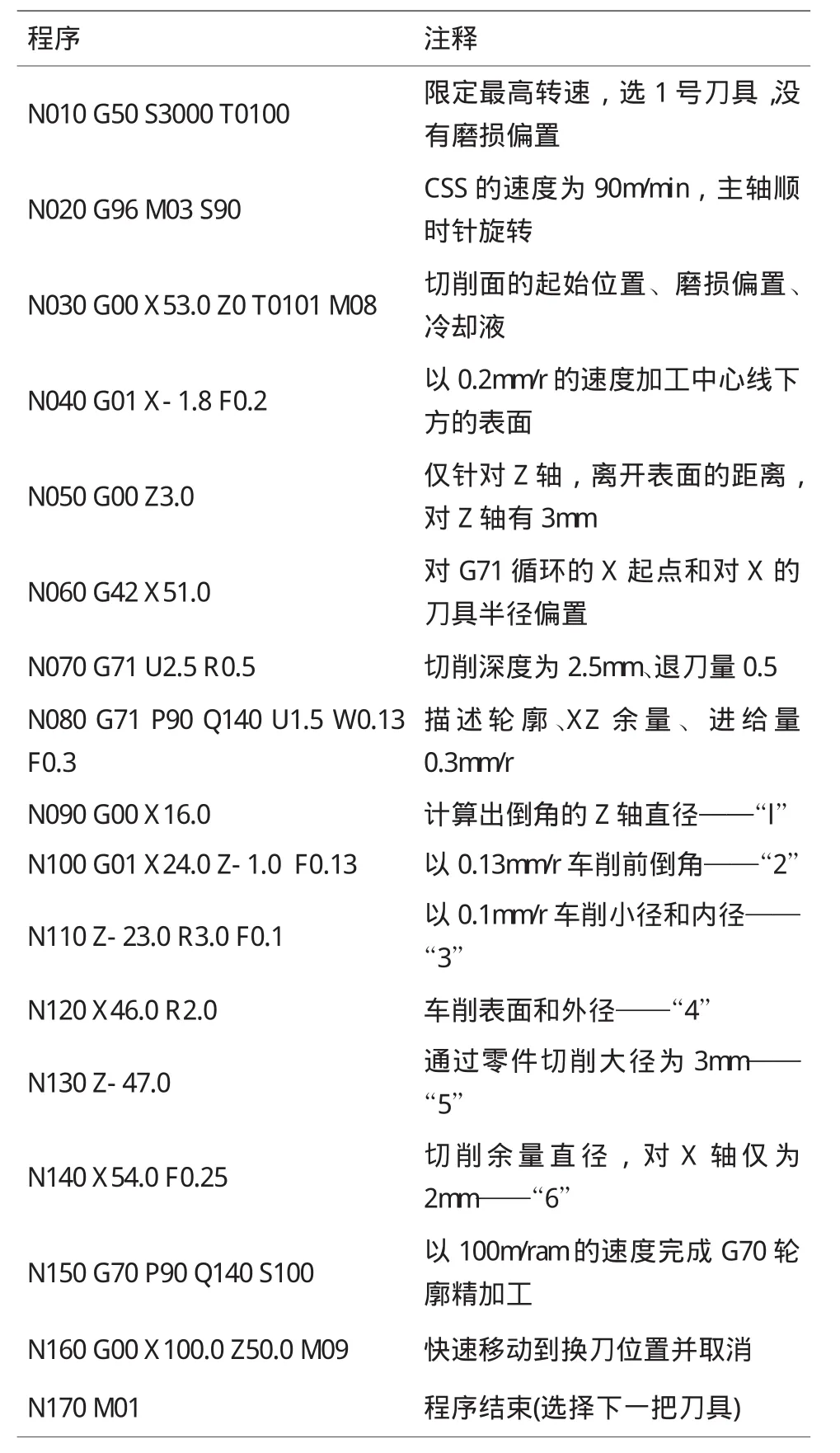
表2 銷(xiāo)-001標(biāo)準(zhǔn)程序表
計(jì)算相應(yīng)的X軸方向直徑很容易,只要仔細(xì)的看懂程序并確定用于直徑計(jì)算的所有數(shù)值,而不是每邊的數(shù)值(半徑):
X=24-2×1-2×3=16mm=X16.0
這個(gè)計(jì)算公式是宏程序的一部分,其它要用的變量仍需要定義。

兩個(gè)直徑中較小的直徑有兩個(gè)特征,它的起點(diǎn)在1mm倒角的末端(Z-1.0),盡管在每個(gè)零件中不同,但總在圖紙中直接給出。而且它可自動(dòng)的生成變量定義。圖紙中的字母C也可用在宏程序中。C賦值對(duì)應(yīng)于賦值列表1中的局部變量#3,如表3所示。
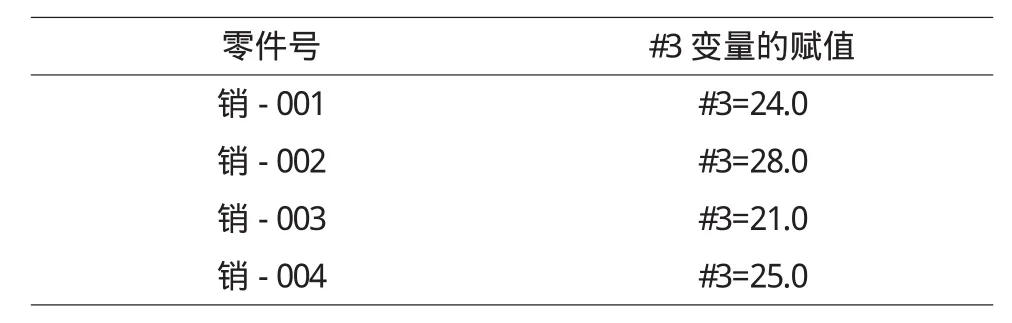
表3 #3變量的賦值
因此,對(duì)應(yīng)分配給每個(gè)零件的數(shù)值可以確定第一個(gè)定義。

在程序段N110中,有兩個(gè)變量數(shù)據(jù),而且兩個(gè)都是在圖紙中直接定義的。Z軸位置表示小徑的長(zhǎng)度(圖紙中的“A”尺寸,在前端面和軸肩面之間)。R值表示圖紙中內(nèi)圓角半徑尺寸。實(shí)際上所有的FANUC車(chē)床控制器對(duì)90°的倒角或半徑支持自動(dòng)拐角,在表面和軸肩之間或軸肩和表面之間。
圖紙中的兩個(gè)字母也可用于變量賦值,在賦值列表4中,字母A對(duì)應(yīng)變量#1和字母R對(duì)應(yīng)變量#18,如表4所示。
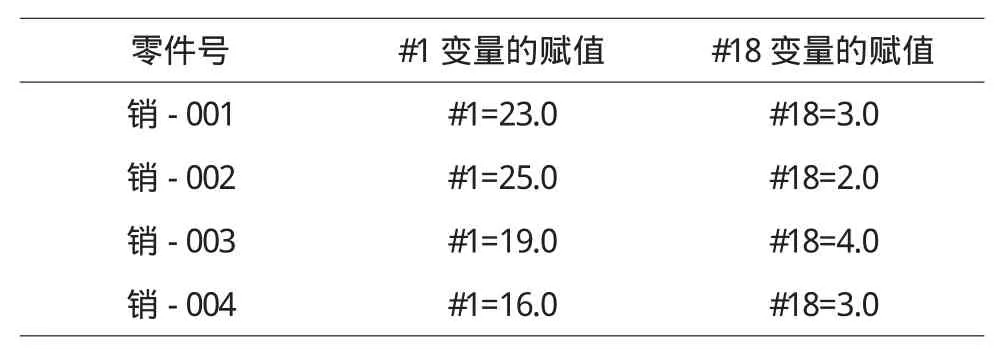
表4 #1和#1 8變量的賦值
隨著程序的運(yùn)行,在車(chē)削內(nèi)圓角后車(chē)削表面。

在程序段N110中,使用自動(dòng)拐角中斷特征,在直徑和軸肩之間有過(guò)渡。在程序段N120中軸肩和直徑之間也存在同樣的過(guò)渡。這一系列的所有零件R都為2mm,因此沒(méi)有必要定義變量。所有零件間變動(dòng)的是大徑,在圖中用字母D標(biāo)明,對(duì)應(yīng)賦值列表5中的變量#7,如表5所示。
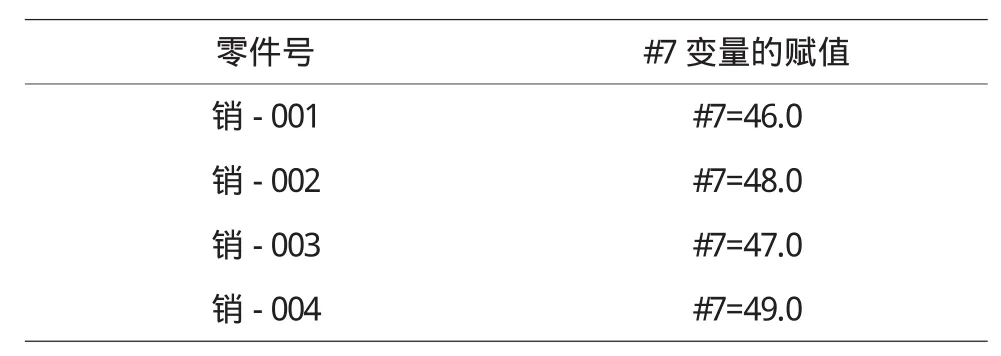
表5 #7變量的賦值
這個(gè)地方仍然需要有一個(gè)切削長(zhǎng)度量,用零件長(zhǎng)度B表示。

四個(gè)零件說(shuō)明書(shū)的表中用字母B表示出了零件的全長(zhǎng),那是所有加工完成后的最終長(zhǎng)度。 字母B也可用于變量賦值(#2),并定義為銷(xiāo)的總長(zhǎng),如每張圖紙中指定的數(shù)值如表6所示。
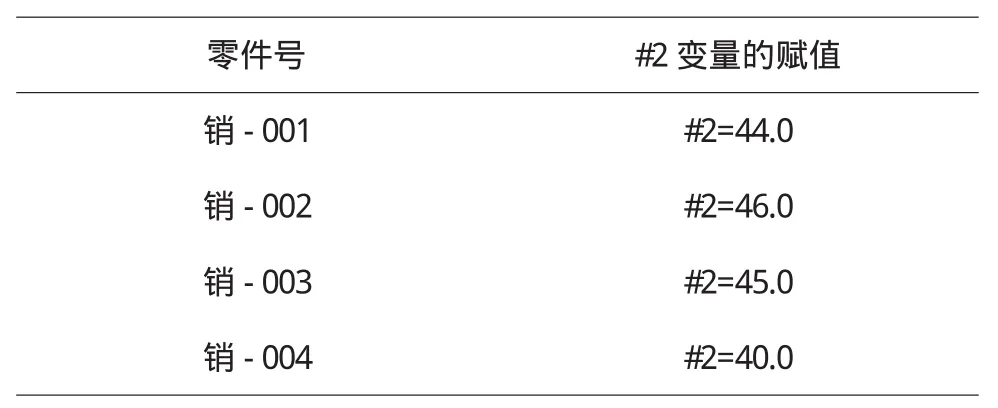
表6 #2變量的賦值
到目前為止,所有的賦值都跟圖紙要求的尺寸匹配了。
7 引進(jìn)自變量
一旦對(duì)每個(gè)變量進(jìn)行賦值,并做出相關(guān)的決定,就是為調(diào)用宏程序G65把所有的信息組合到一塊引進(jìn)自變量的最佳時(shí)機(jī)。表7綜合了所有四個(gè)零件的自變量和變量賦值,如圖2所示。
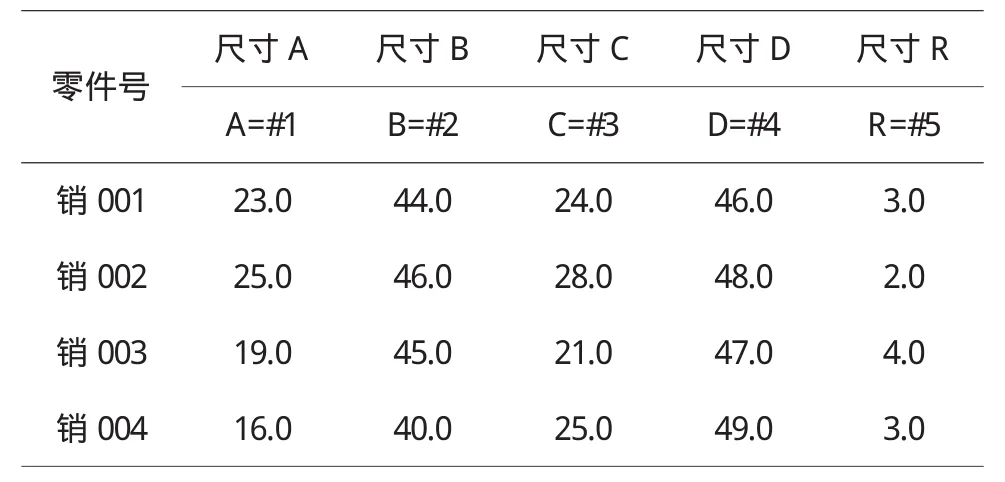
表7 四個(gè)零件的自變量和變量賦值
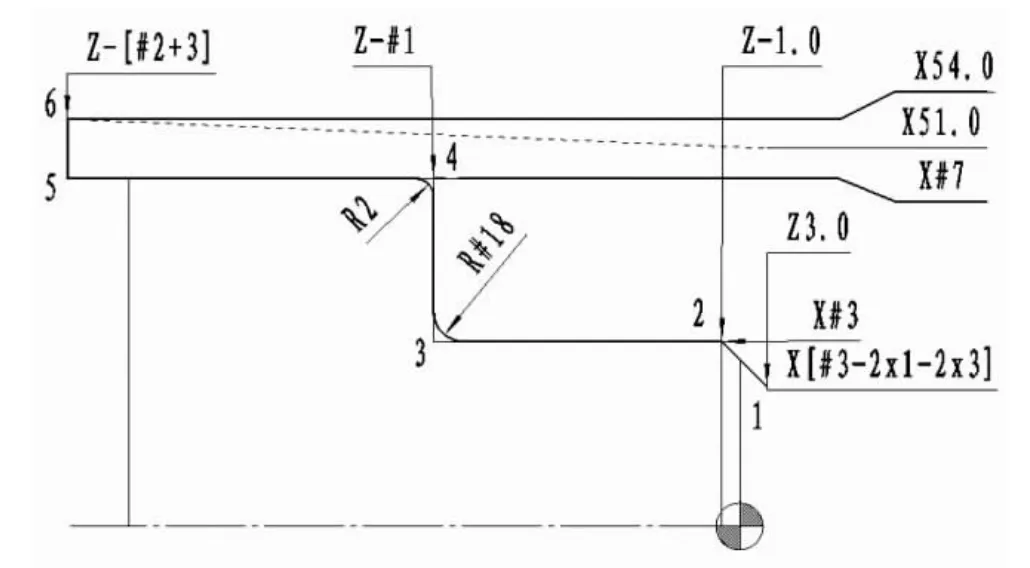
圖2固定值與變量賦值
8 使用變量
一旦指定了自變量,就可用如圖2所示作為參考開(kāi)發(fā)宏程序。宏程序結(jié)構(gòu)必須包括零件類(lèi)中的每一個(gè)零件。在第1個(gè)版本中,程序采用了宏程序的許多特征。帶下劃線涂灰的字轉(zhuǎn)換成變量,其它需要計(jì)算的將產(chǎn)生組合變量輸入。如表8所示:
所有的受到變化影響的字也加上下劃線以示強(qiáng)調(diào):
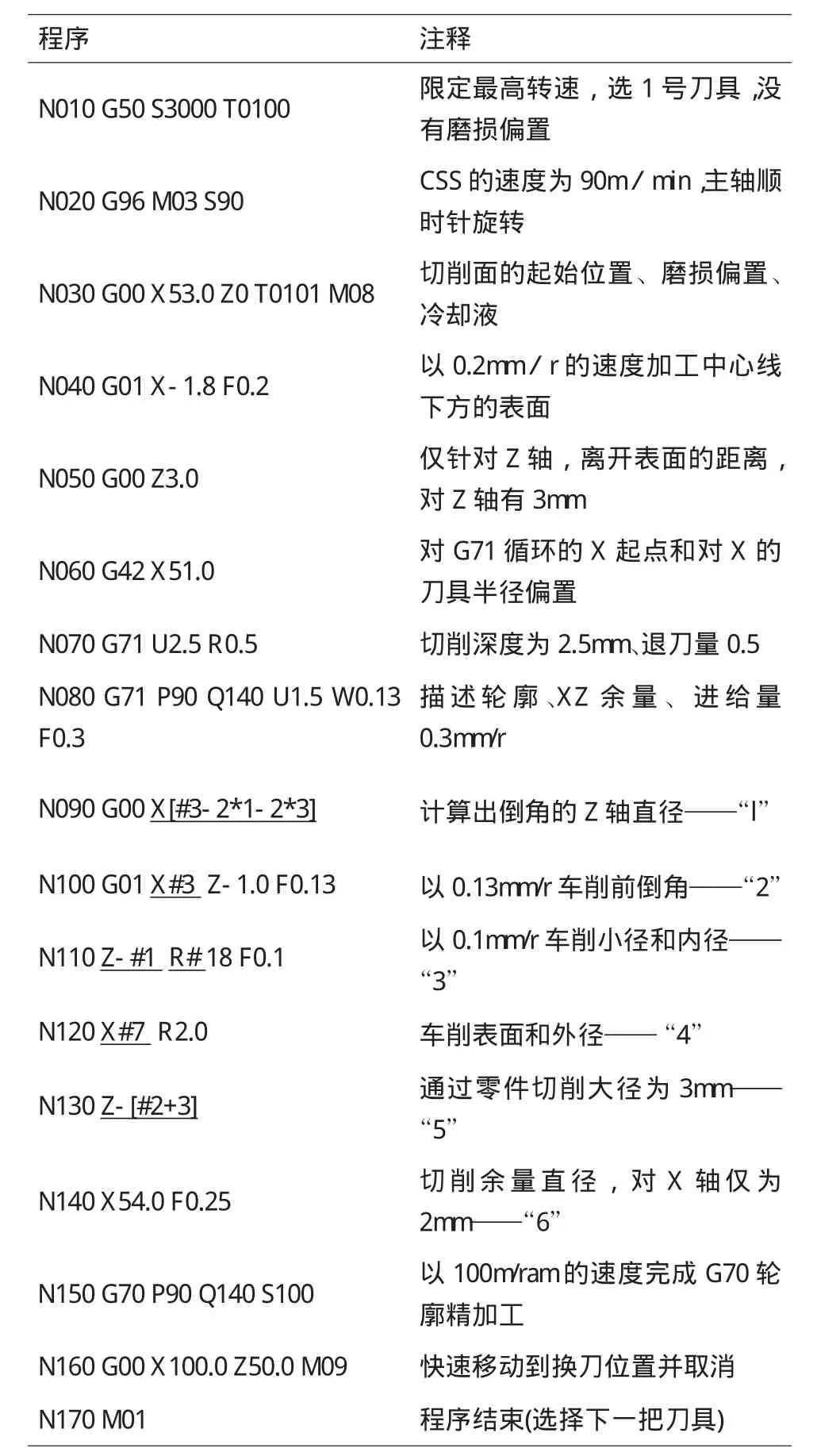
表8 銷(xiāo)-***宏程序表
程序段N9是組合變量輸入,它包含相應(yīng)的計(jì)算。
9 書(shū)寫(xiě)宏程序
最后的步驟就是運(yùn)用帶有宏程序特征的標(biāo)準(zhǔn)程序編寫(xiě)出真正的宏程序。宏程序應(yīng)該只包括從一個(gè)零件轉(zhuǎn)變成另一個(gè)零件的程序段。對(duì)例子中的4個(gè)銷(xiāo),粗加工循環(huán)(及數(shù)據(jù))是程序中唯一改變的地方,宏程序只包含G71粗車(chē)循環(huán),由程序段N070---N140表示,以及G70精車(chē)循環(huán),由程序段N150表示。盡管只是實(shí)際輪廓改變,最好也包括G71和G70循環(huán)
第一部分——將包括含有G65宏程序調(diào)用和自變量的主程序,如表10所示。
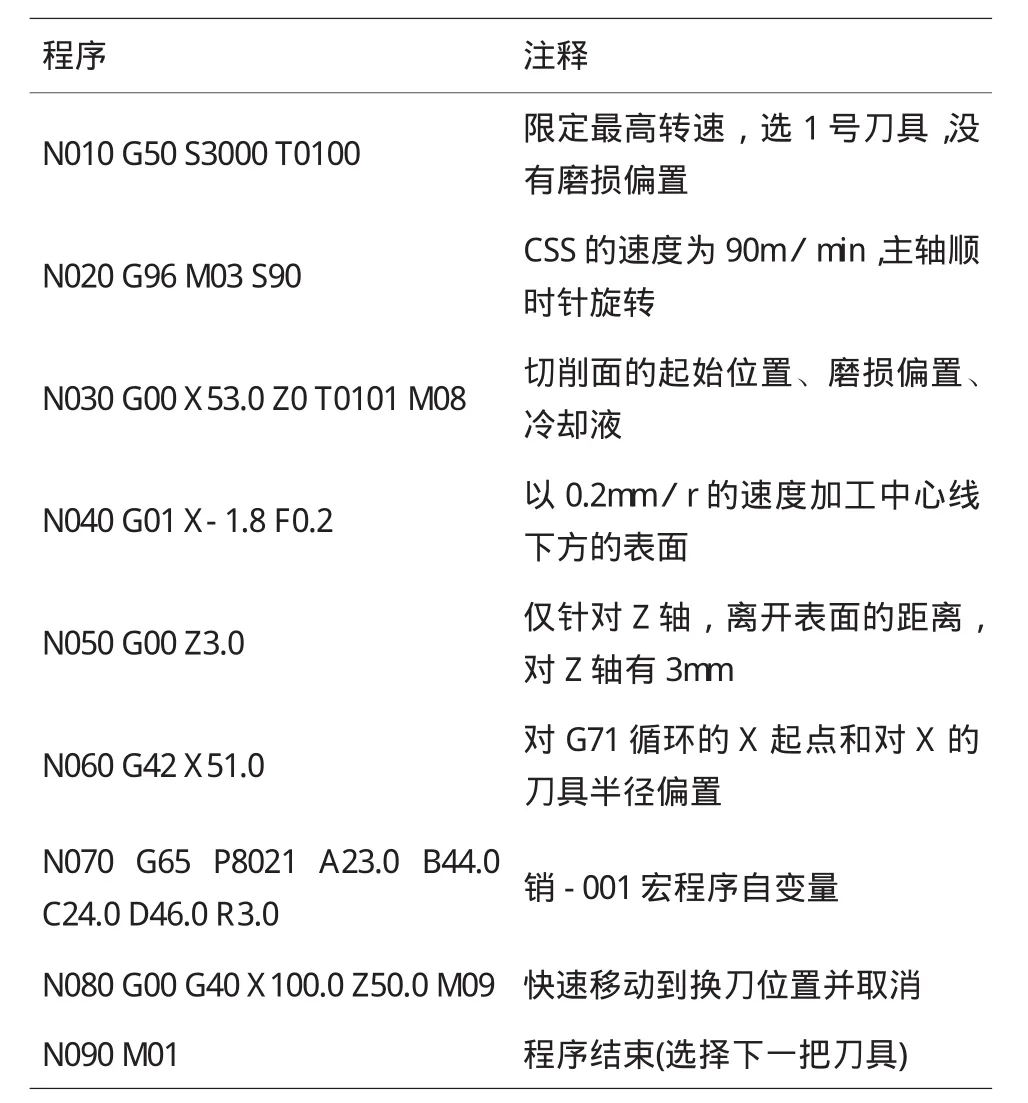
表1 0銷(xiāo)-001主程序
第二部分——將用G71和G70加工循環(huán)加工定義的刀具路徑,如表11所示。
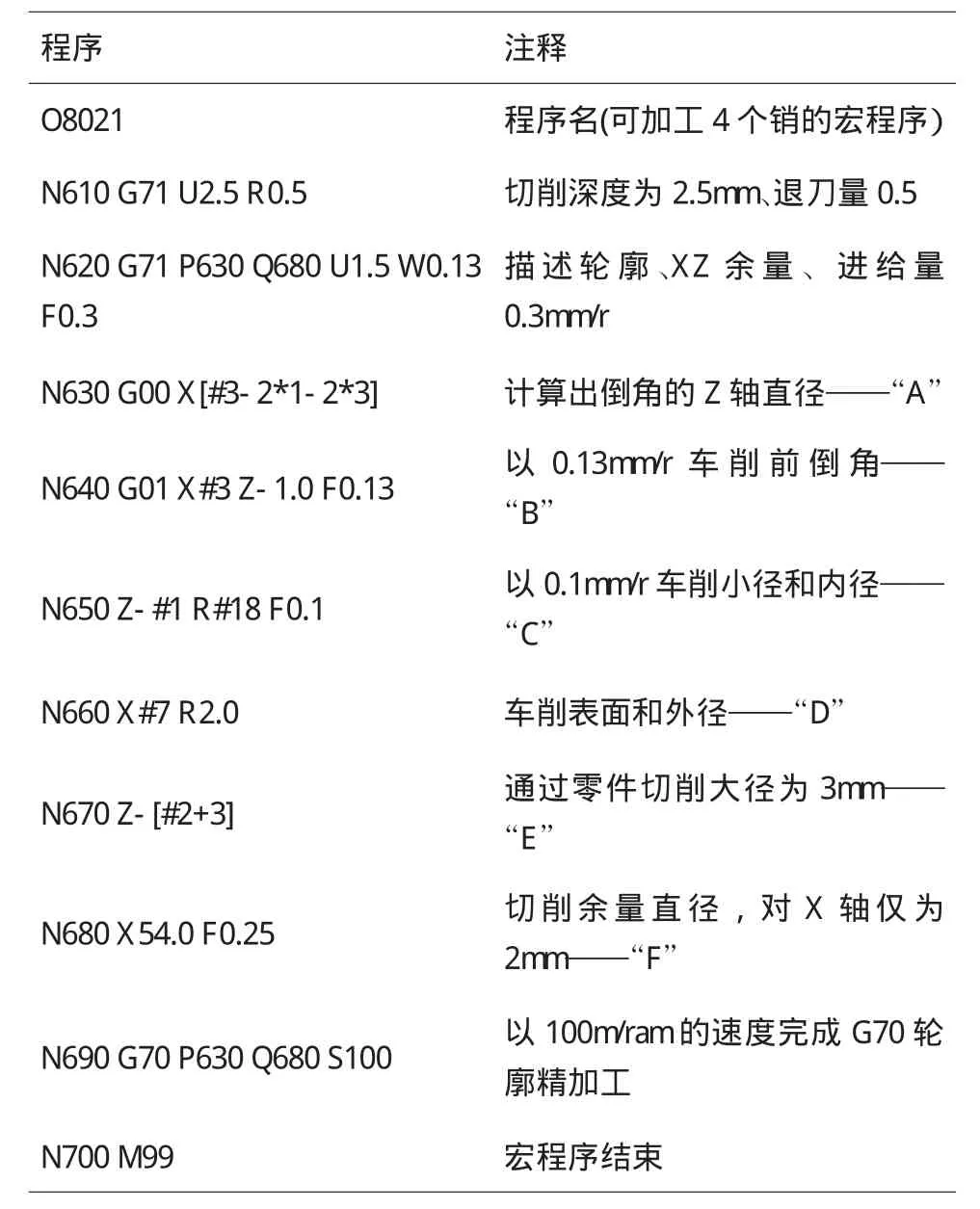
表1 1銷(xiāo)-***宏程序(
程序雖小“五臟”俱全,對(duì)任何應(yīng)用程序來(lái)講,用計(jì)算機(jī)編程有一條規(guī)則,其首要的和主要的目的是開(kāi)發(fā)基本的程序核心。要盡可能運(yùn)用最短的程序代碼來(lái)實(shí)現(xiàn)目標(biāo)。
[1]北京發(fā)那科公司FANUC機(jī)床操作手冊(cè)[M].北京:2005
[2][美]Smid,P.(斯密德).FANUC CNC custom Macros:Programming Resources for FANUC Custom Macro B Users[M]U.S.A:McGraw-Hill,2004
[3]【印】S.K.Sinha.FANUC數(shù)控宏程序編程技術(shù)[M].北京:科學(xué)出版社,2011.
猜你喜歡
汽車(chē)實(shí)用技術(shù)(2020年16期)2020-09-06 13:28:22
當(dāng)代工人(2019年20期)2019-12-13 08:26:11
人大建設(shè)(2019年12期)2019-05-21 02:55:44
中山大學(xué)法律評(píng)論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
制造技術(shù)與機(jī)床(2017年9期)2017-11-27 02:14:26
環(huán)球時(shí)報(bào)(2017-03-30)2017-03-30 06:44:45
中國(guó)衛(wèi)生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40
河南科技(2014年12期)2014-02-27 14:10:44
