2219鋁合金FSW/VPPA交叉焊縫與VPPA焊縫組織對比研究
2014-03-12 06:51:04黃木春蔡東紅楊旭東孫昭藩周子入
電焊機 2014年4期
關(guān)鍵詞:焊縫
黃木春,蔡東紅,楊旭東,孫昭藩,周子入
(1.重慶理工大學(xué) 材料科學(xué)與工程學(xué)院,重慶400054;2.艾美特焊接自動化技術(shù)(北京)有限公司,北京 102202)
0 前言
2219鋁合金具有良好的力學(xué)性能,對焊接熱裂紋的敏感性低,焊接接頭塑性及低溫韌性較好[1]。目前,2219鋁合金已經(jīng)作為我國新型運載火箭貯箱的主要結(jié)構(gòu)材料[2]。攪拌摩擦焊(FSW)是英國劍橋焊接研究所在1991年發(fā)明的專利技術(shù),它作為一種半固態(tài)焊接技術(shù),最初應(yīng)用在鋁合金的焊接[3-4]。FSW解決了傳統(tǒng)熔焊易出現(xiàn)的問題,且接頭性能高[5]。而變極性等離子焊(VPPA)在國外的火箭貯箱生產(chǎn)上應(yīng)用廣泛,它具有電弧能量集中、焊縫缺陷少、焊后變形小以及單面焊雙面成型等特點。目前,隨著我國新型號運載火箭的立項研制,這兩種焊接方法將在火箭貯箱上得到廣泛的應(yīng)用[6]。
針對我國運載火箭貯箱生產(chǎn)技術(shù)的實際情況,正擬采用FSW實現(xiàn)縱縫的焊接。由于環(huán)縫上使用FSW,在工裝上較難實現(xiàn)。因此,使用柔性大、焊接質(zhì)量優(yōu)良的VPPA實施貯箱筒體的環(huán)縫焊接。由于FSW焊縫組織會產(chǎn)生不同于母材的變化,比如存在組織不均勻、焊接缺陷、攪入氧化物或雜質(zhì)等,當(dāng)VPPA焊過FSW接頭時,其交叉焊縫容易產(chǎn)生氣孔缺陷、組織發(fā)生變化等,接頭性能不如單一的FSW和VPPA,從而影響了貯箱的穩(wěn)定性[7]。在此從研究交叉焊縫和單純VPPA焊縫組織入手,對比這兩者焊縫組織的不同。
1 試驗材料和方法
1.1 試驗材料
試驗所用母材選用2219-T6鋁合金,其規(guī)格為300mm×150mm×6 mm。焊絲選用2319鋁合金,直徑1.6mm。母材及焊絲的化學(xué)成分如表1、表2所示。
表1 2219-T6鋁合金化學(xué)成分 %

表2 2319鋁合金焊絲化學(xué)成分 %
1.2 試驗方法
將兩塊試板對接面機械打磨并清理油污后等待2 h進行FSW對接焊,其參數(shù)設(shè)置如表3所示。然后,將FSW試板的焊縫反面垂直進行VPPA交叉焊接,其VPPA參數(shù)如表4所示。本實驗所使用的FSW設(shè)備為北京賽福斯特技術(shù)有限公司生產(chǎn)的FSWLS-01B型立式FSW設(shè)備,VPPA焊接實驗采用艾美特焊接自動化技術(shù)(北京)有限公司生產(chǎn)的LWV-1000-XM立式縱縫自動等離子焊接系統(tǒng)。
用200EGS-2型超聲波探傷儀對交叉焊縫進行X射線探傷,在JSM-6460LV型掃描電鏡下觀察交叉焊縫沿VPPAW方向拉伸的斷口形貌。
表3 攪拌摩擦焊焊接工藝參數(shù)
表4 6 mm 2219鋁合金變極性等離子焊接工藝參數(shù)
2 試驗結(jié)果和分析
2.1 交叉焊縫與單純VPPA焊縫顯微組織的對比分析
2219鋁合金FSW焊縫焊核區(qū)組織如圖1所示,其組織與母材相比發(fā)生了較為強烈的變化,為動態(tài)再結(jié)晶后的細小等軸晶。因此,F(xiàn)SW焊縫在經(jīng)歷VPPA交叉焊接后,交叉焊縫部位的組織與單純的VPPA焊縫組織相比會產(chǎn)生不同的變化。

圖1 FSW焊縫焊核區(qū)組織
VPPA焊縫不同位置橫斷截面宏觀形貌如圖2所示,從交叉焊縫部位的橫斷形貌可以看出,焊縫中心兩側(cè)的組織并不對稱,在其熔合線附近有氣孔分布,而單純的VPPA焊縫橫截面則無明顯的氣孔現(xiàn)象,焊縫中心兩側(cè)大致對稱。而且在VPPA焊縫底部存在咬邊現(xiàn)象,這是由于FSW后會使鋁合金焊縫表面下塌,金屬量有所損失,在相同的VPPA參數(shù)經(jīng)過這個部位時,較母材部位其工藝規(guī)范偏大。而單純的VPPA焊縫橫截面則無明顯的氣孔現(xiàn)象,焊縫中心兩側(cè)大致對稱,且無明顯的咬邊現(xiàn)象。
交叉焊縫截面和單純VPPA焊縫橫截面不同位置的顯微組織如圖3、圖4所示,焊縫熔化區(qū)組織以α(Al)為主,在基體晶界上和枝晶間分布著α+θ(Al2Cu)共晶組織,在晶體內(nèi)部有 θ(Al2Cu)等強化相析出。在不同位置,焊縫組織有著不同變化。從圖3d與圖4d熱影響區(qū)位置的微觀組織對比來看,其組織存在明顯不同。交叉焊縫的母材組織是FSW焊核區(qū)的晶粒組織,其組織在攪拌和熱循環(huán)作用下發(fā)生動態(tài)再結(jié)晶,金屬內(nèi)部便不斷開始形成晶核,這種結(jié)晶過程使晶粒來不及長大,并在攪拌破碎的作用下,形成了細小的等軸晶粒;而單純VPPA母材組織則是2219-T6鋁合金板材組織。在經(jīng)歷VPPA的熱循環(huán)作用后,交叉焊縫的熱影響區(qū)組織晶粒仍保持了FSW焊核區(qū)細小等軸晶形態(tài),但晶粒發(fā)生一定的長大;而單純的VPPA焊縫熱影響區(qū)發(fā)生了θ(Al2Cu)相沿晶界處析出,使晶界較母材更為明顯。交叉焊縫和單純VPPA熔合線處微觀組織的不同,也受到其各自母材組織不同的影響。圖4c中熱影響區(qū)與焊縫區(qū)有明顯的過渡區(qū)域——等軸晶區(qū)(EQZ,equiaxed zone),圖3c中交叉焊縫熔合線的等軸晶區(qū)并不明顯,不能與其熱影響區(qū)細小的等軸晶區(qū)分。Gutierrez等[8]認為,等軸晶區(qū)的形成是由于熔池邊界一些未熔的Al3Zr和Al3Ti顆粒促進了異質(zhì)形核,并在快速冷卻下形成細小的等軸晶。
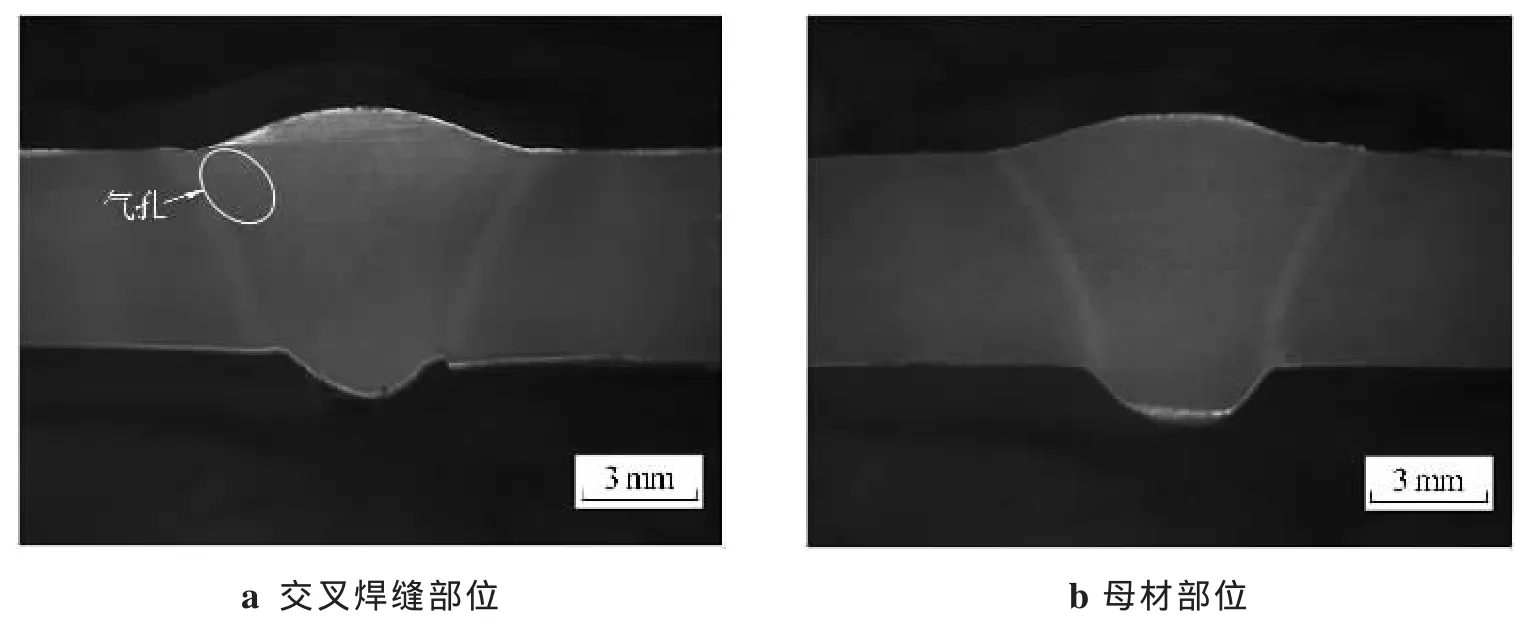
圖2 VPPA焊縫不同位置橫斷截面宏觀形貌
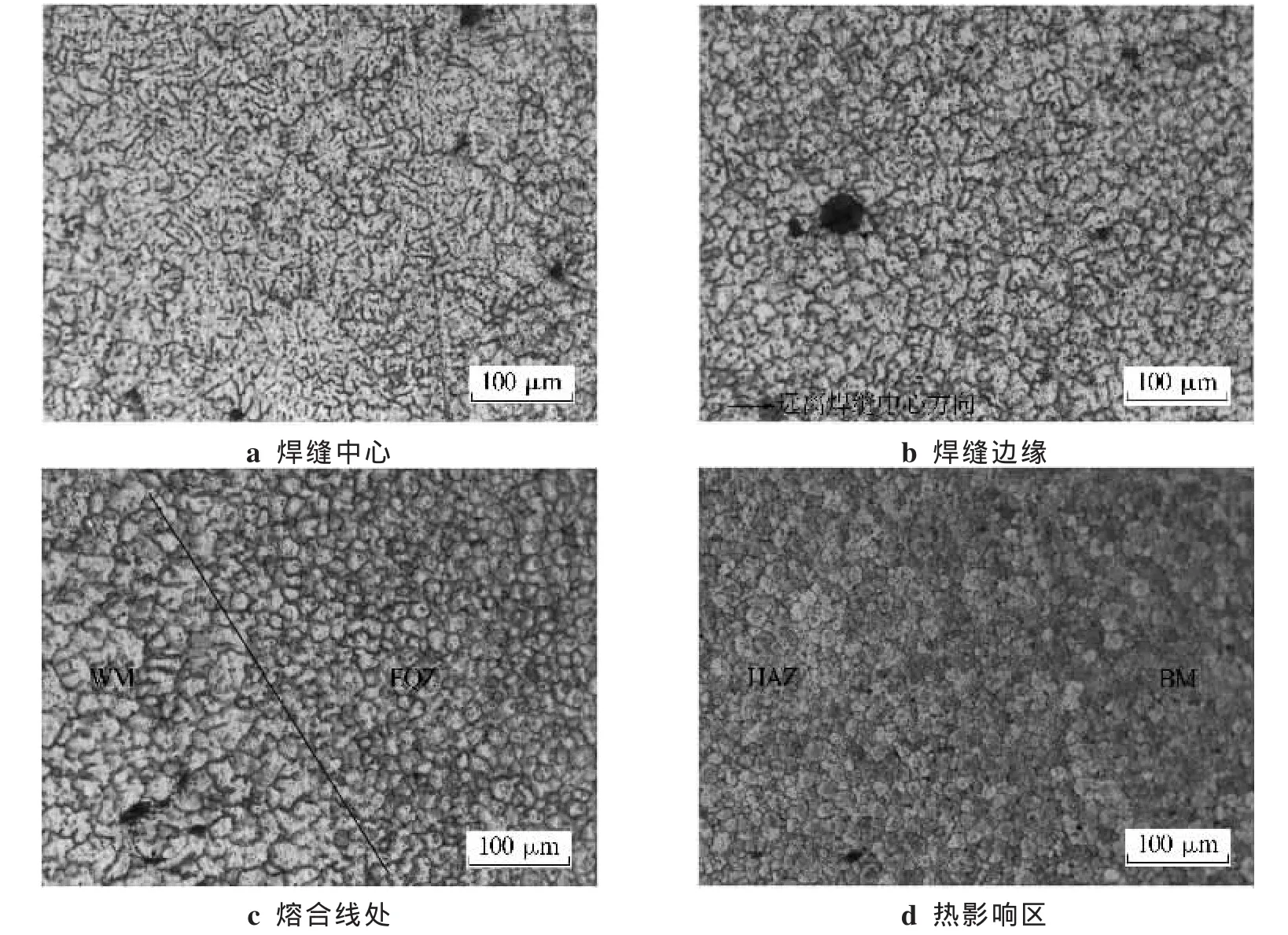
圖3 交叉焊縫截面的微觀組織
圖3b和圖4b分別是交叉焊縫和單純VPPA焊縫熔池邊緣位置的微觀組織,從圖3b和圖3c可以看出,交叉焊縫靠近焊縫邊緣組織為柱狀枝晶,然后向焊縫中心延伸組織為等軸枝晶;而單純VPPA焊縫靠近焊縫邊緣組織主要為柱狀枝晶,晶粒尺寸較交叉焊縫細長,然后向焊縫中心延伸組織為等軸枝晶。在焊縫中心位置,如圖3a、圖4a所示,交叉焊縫組織和單純VPPA焊縫組織都為等軸枝晶,而其兩側(cè)分布著等軸非枝晶。這種等軸非枝晶的出現(xiàn)是由于該區(qū)域后緣組織凝固時釋放出結(jié)晶潛熱,使得該區(qū)域液體溫度逐漸升高,導(dǎo)致結(jié)晶停頓,隨著電弧的離開,凝固重新開始,此時該區(qū)域的成分過冷度較小,由于VPPA電弧的攪拌作用和立向上焊時熔化金屬受重力向下流動的作用,使得熔池金屬有較強的對流,再加上冷焊絲的填充,將Al3Zr、Al3Ti顆粒流動到結(jié)晶前沿,然后這些顆粒通過異質(zhì)形核發(fā)展成等軸非枝晶[9]。而此時焊縫中心位置組織的成分過冷度變大,最后呈等軸枝晶組織。
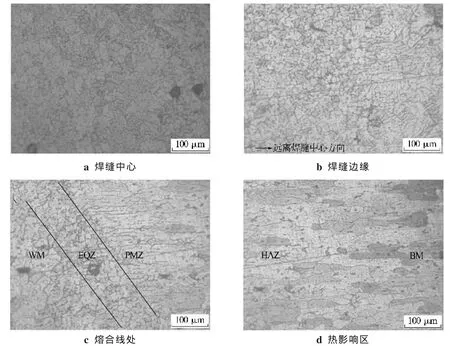
圖4 單純VPPA焊縫橫截面的微觀組織
2.2 交叉焊縫與單純VPPA焊縫截面SEM掃描對比分析
交叉焊縫和單純VPPA焊縫截面的SEM掃描圖片如圖5、圖6所示,結(jié)合表5中各點的EDS主要成分分析結(jié)果可以得出,交叉焊縫和單純VPPA焊縫截面的基體組織成分和共晶相成分基本相同,大部分均由 α(Al)基體、(α-Al+Al2Cu)共晶組織和晶體內(nèi)析出θ(Al2Cu)等強化相組成。交叉焊縫和單純VPPA焊縫中基體的w(Cu)分別為4.31%和3.03%,明顯低于母材(5.8%~6.8%),這跟Cu元素發(fā)生晶界偏析有關(guān)。而交叉焊縫和單純VPPA焊縫晶界處的共晶相組織中w(Cu)分別為24.41%和31.18%。其中,交叉焊縫共晶相Cu元素質(zhì)量比標(biāo)準(zhǔn)共晶相Cu元素質(zhì)量分?jǐn)?shù)(33%)低很多,這可能與網(wǎng)格狀共晶相周圍生成的離異共晶相有關(guān),離異共晶中w(Cu)為55%,其 w(Cu)更高,從而使整體的 w(Cu)平衡。
交叉焊縫的熱影響區(qū)和單純VPPA焊縫熔合線處的等軸非枝晶區(qū)基本上無明顯晶內(nèi)析出的θ相組織。這是因為交叉焊縫的熱影響區(qū)是FSW焊縫組織受到低溫?zé)嵫h(huán)作用產(chǎn)生的組織變化,F(xiàn)SW焊縫不是熔化凝固組織,而是動態(tài)再結(jié)晶后的細小等軸晶粒,Cu元素都在晶界處富集,而較少在晶內(nèi)析出形成θ相;而單純VPPA焊縫等軸晶區(qū)無析出θ相也是由于該區(qū)晶粒細小,晶界較多,凝固時Cu元素晶界富集,導(dǎo)致α-Al固溶體中Cu元素含量大幅降低,使晶體內(nèi)較少析出θ(Al2Cu)相。
由圖5a和圖6a可以看出,在焊縫中心位置,交叉焊縫沿晶界及枝晶間分布的共晶相數(shù)量要比單純VPPA焊縫的多,且共晶相尺寸較大,而單純VPPA焊縫中分布著較多在晶內(nèi)析出的θ(Al2Cu)相。在交叉焊縫的熱影響區(qū)內(nèi),其共晶相更是發(fā)生了長大、分布更多。由于沿晶界及枝晶間分布的共晶相脆性較大,共晶相尺寸較大、分布較多,會降低接頭力學(xué)性能。
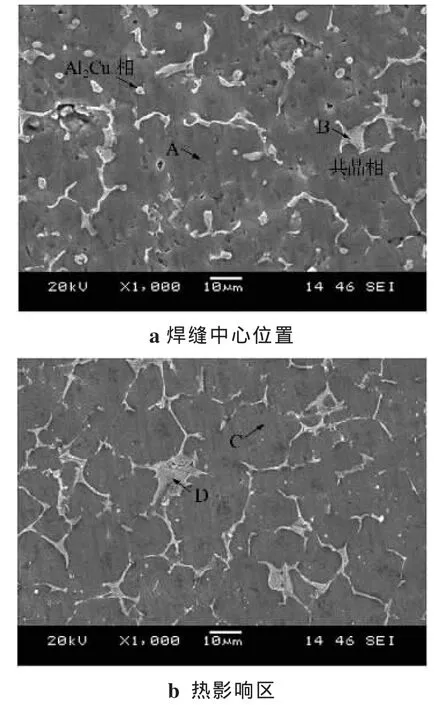
圖5 交叉焊縫SEM掃描
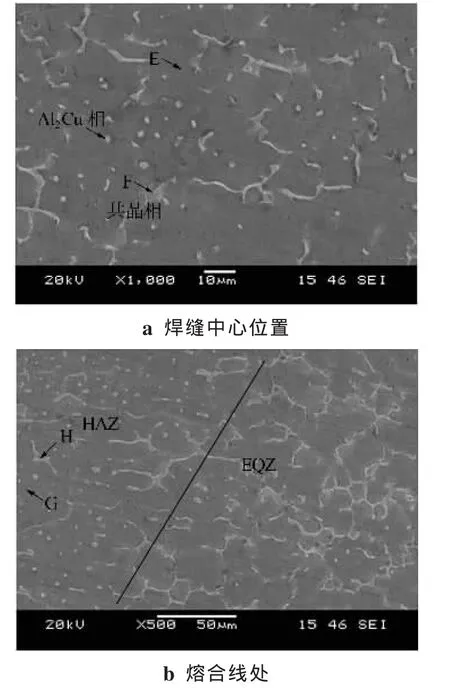
圖6 單純VPPA焊縫SEM掃描
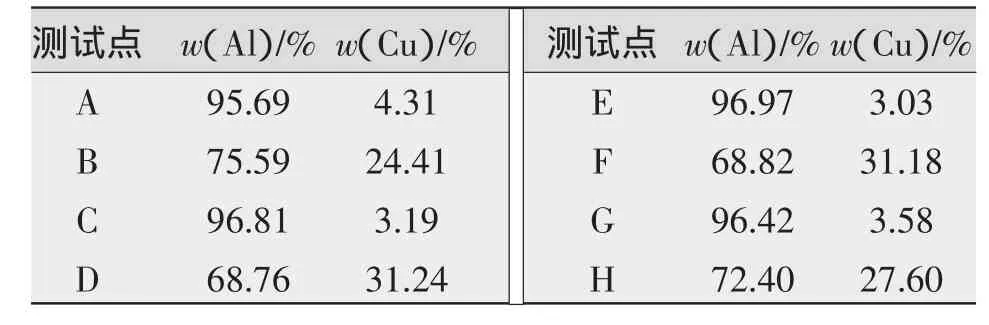
表5 圖5、圖6中各點的EDS主要成分分析
3 結(jié)論
(1)對比交叉焊縫和單純VPPA焊縫截面宏觀形貌發(fā)現(xiàn),交叉焊縫熔合線處附近有氣孔,而單純的VPPA焊縫中心兩側(cè)較對稱,沒有出現(xiàn)明顯的氣孔缺陷。
(2)2219鋁合金經(jīng)歷FSW后,組織發(fā)生了劇烈變化,因此交叉焊縫截面的微觀組織較單純的VPPA焊縫有了不同變化,尤其是在其熱影響區(qū)位置。
(3)交叉焊縫和VPPA焊縫組織基本上由α(Al)基體、(α-Al+Al2Cu)共晶組織和晶體內(nèi)析出 θ(Al2Cu)等強化相組成。但是,交叉焊縫組織中的條狀共晶相數(shù)量比單純VPPA焊縫中的多,且尺寸較大,這會降低接頭力學(xué)性能。
[1]劉志華,趙 兵,趙 青.21世紀(jì)航天工業(yè)鋁合金焊接工藝技術(shù)展望[J].導(dǎo)彈與航天運載技術(shù),2002(5):63-67.
[2]姚君山,徐 萌,賈洪德.推進劑貯箱先進焊接工藝研究進展[J].航空制造技術(shù),2008(8):32-35.
[3]WM Thomas,SW Kallee,DG Staines,et al.Friction stir welding-process variants and developments in the automotive industry[C].SEA World Congress,2006.
[4]C.Dawes,W.Thomas.Friction Stir Joining of Aluminium Alloys[R].Bulletin:1995.
[5]王春炎,曲文卿,姚君山.2219_T87鋁合金攪拌摩擦焊接頭組織與力學(xué)性能[J].焊接學(xué)報.2010,31(10):77-84.
[6]姚君山,蔡益飛,李程剛.運載火箭箭體結(jié)構(gòu)制造技術(shù)發(fā)展與應(yīng)用[J].航空制造技術(shù).2007(10):36-42.
[7]林三寶,袁赫然,范成磊.2219鋁合金FSW/VPPAW交叉焊縫氣孔缺陷[J].焊接.2011(4):11-14.
[8]GutierrezA,LippoldJC.Aproposedmechanism for equiaxed grain formation along the fusion boundary in aluminumcopper-lithium alloys[J].Welding Journal,1998,77(3):123-132.
[9]于爾靖,郝傳勇,應(yīng)慧筠,等.鋁鋰合金焊縫凝固組織特征[J].焊接學(xué)報.1996(1):1-6.
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(shù)(2014年4期)2014-10-13 08:30:07
