WP7 柴油機(jī)整體式氣缸蓋立澆鑄造工藝設(shè)計(jì)
2014-03-25 06:13:02陳玉英明金元齊亞平
中國(guó)鑄造裝備與技術(shù) 2014年5期
關(guān)鍵詞:工藝設(shè)計(jì)
陳玉英,梁 泉,明金元,齊亞平
(濰柴動(dòng)力(濰坊)鑄鍛有限公司,山東濰坊 261001)
WP7 柴油機(jī)是濰柴獨(dú)立開(kāi)發(fā)的一款新型柴油機(jī),主要配套城市客車(chē)和中重型卡車(chē),是濰柴未來(lái)幾年的戰(zhàn)略產(chǎn)品。WP7 柴油機(jī)采用整體式氣缸蓋,每缸四氣門(mén),噴油器中間垂直布置,與分體式缸蓋相比主要有以下優(yōu)點(diǎn):六缸一蓋,強(qiáng)度更高;缸心距變小,大大縮短發(fā)動(dòng)機(jī)長(zhǎng)度;進(jìn)排氣同側(cè),結(jié)構(gòu)更緊湊。但整體式的氣缸蓋結(jié)構(gòu)復(fù)雜、技術(shù)要求高、鑄造工藝性能相對(duì)較差,同時(shí)對(duì)鑄件尺寸、內(nèi)在組織致密性、內(nèi)腔清潔度要求很高。另外,整體式氣缸蓋在濰柴首次應(yīng)用,鑄件工藝設(shè)計(jì)無(wú)任何借鑒經(jīng)驗(yàn),這些均給鑄造工藝設(shè)計(jì)帶來(lái)了很大的難度。
1 氣缸蓋傳統(tǒng)平澆鑄造工藝與立澆鑄造工藝對(duì)比
1.1 平澆鑄造工藝的優(yōu)點(diǎn)
(1)內(nèi)澆道位于鑄件底部,金屬液進(jìn)入型腔平穩(wěn),對(duì)型、芯沖擊力小,金屬氧化性小,有利于型腔內(nèi)氣體排出,可以避免因沖擊、飛濺和氧化而導(dǎo)致的鑄件缺陷。
(2)平澆工藝可以把缸蓋上平面的形狀在上模形成,不用單獨(dú)制作砂芯,減少了砂芯的數(shù)量,簡(jiǎn)化了組芯工藝。
1.2 平澆鑄造工藝的缺點(diǎn)
(1)型腔頂面較寬,液態(tài)金屬在充填鑄型和凝固過(guò)程中,與鑄型(芯)發(fā)生熱作用,頂面受鐵液烘烤的時(shí)間越長(zhǎng),鑄型(芯)產(chǎn)生膨脹和應(yīng)力變形越大。澆注過(guò)程中產(chǎn)生的機(jī)械作用,使型砂(芯)表面砂粒或涂料層在與流動(dòng)的液態(tài)金屬摩擦或動(dòng)壓力作用下脫落,形成砂眼和起皮夾砂等鑄造缺陷。
(2)在高溫鐵液浮力作用下,砂芯受力形成“懸臂效應(yīng)”。鑄件內(nèi)腔的水套芯受鐵液浮力作用大,砂芯易產(chǎn)生變形甚至斷裂,形成偏芯、夾砂等缺陷。
(3)平澆工藝多采用底注方式澆注,缸蓋上下平面溫度場(chǎng)差別較大,而缸蓋的寬度尺寸一般都是高度尺寸的1.5 倍左右,導(dǎo)致高度方向的剛性較差,鑄件容易彎曲變形。
(4)不便于設(shè)置補(bǔ)縮冒口。
(5)受砂箱內(nèi)壁長(zhǎng)度和寬度尺寸的限制,平澆方式在砂箱內(nèi)布置的數(shù)量較少,原材料消耗大,不利于合理安排生產(chǎn)和降低成本。砂箱高度方向不能充分利用,生產(chǎn)效率也不高。
1.3 立澆鑄造工藝的優(yōu)點(diǎn)
氣缸蓋立澆工藝是鑄件立式面對(duì)面布置,兩組砂芯在組芯、浸涂、烘干后用螺栓把緊鎖芯,然后將整體芯組下到砂型中。立澆工藝相對(duì)于傳統(tǒng)的平澆工藝來(lái)說(shuō),有以下優(yōu)點(diǎn):
(1)立澆工藝的澆注液面一般是從下往上升,有利于芯腔內(nèi)的渣和氣體排出,方便設(shè)置補(bǔ)縮冒口,便于鑄件補(bǔ)縮。
(2)在高溫鐵液浮力作用下,鑄件內(nèi)腔的水套芯不易發(fā)生變形、斷裂等現(xiàn)象。
(3)鑄件尺寸全部由砂芯形成,尺寸精度高,鑄件表面質(zhì)量好,粗糙度低。
(4)能夠充分利用砂箱的空間,鑄件布置緊湊,生產(chǎn)效率高。
2 WP7 氣缸蓋立澆工藝的設(shè)計(jì)
2.1 砂芯工藝設(shè)計(jì)
WP7 氣缸蓋采用的是四氣門(mén)六缸連體式的結(jié)構(gòu)(見(jiàn)圖1),鑄件外輪廓尺寸為861×269×120(mm),毛坯質(zhì)量約87 kg/件,其內(nèi)腔結(jié)構(gòu)緊湊、復(fù)雜,同時(shí)也是高強(qiáng)度、薄壁灰鑄鐵件,材質(zhì)為HT280,最小壁厚≥3 mm。

圖1 WP7 氣缸蓋毛坯
根據(jù)產(chǎn)品結(jié)構(gòu)設(shè)計(jì)砂芯,WP7 氣缸蓋所需砂芯分別為底盤(pán)芯、上蓋芯、上水套芯、下水套芯、進(jìn)氣道芯、排氣道芯、串水孔芯、長(zhǎng)條短邊芯等。氣缸蓋的上、下水套芯是形成水流空腔的位置,其結(jié)構(gòu)復(fù)雜,砂芯薄壁位置多,在射芯過(guò)程中很容易不飽滿。同時(shí),上水套為整體式,長(zhǎng)度方向尺寸較大,在起模或搬運(yùn)過(guò)程中易斷裂、變形。根據(jù)多年經(jīng)驗(yàn)設(shè)計(jì)砂芯芯頭結(jié)構(gòu)和定位方式,上水套芯結(jié)構(gòu)詳見(jiàn)圖2,該結(jié)構(gòu)使砂芯定位更準(zhǔn)確,且為了利于內(nèi)腔氣體的排出,在幾處主要排氣的位置設(shè)計(jì)成如圖3 結(jié)構(gòu)。由于水套結(jié)構(gòu)復(fù)雜壁厚較薄,必須有足夠的強(qiáng)度,所以水套芯用高強(qiáng)度覆膜砂熱芯工藝,其余砂芯用冷芯工藝。
2.2 組芯流程設(shè)計(jì)
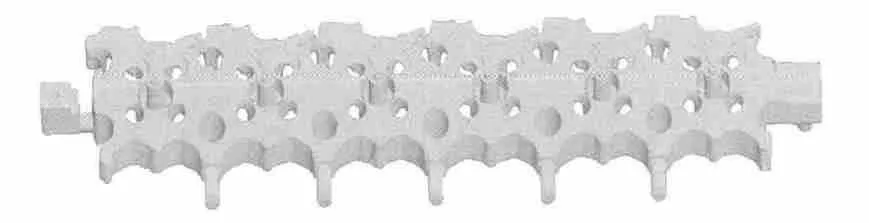
圖2 整體式的上水套芯
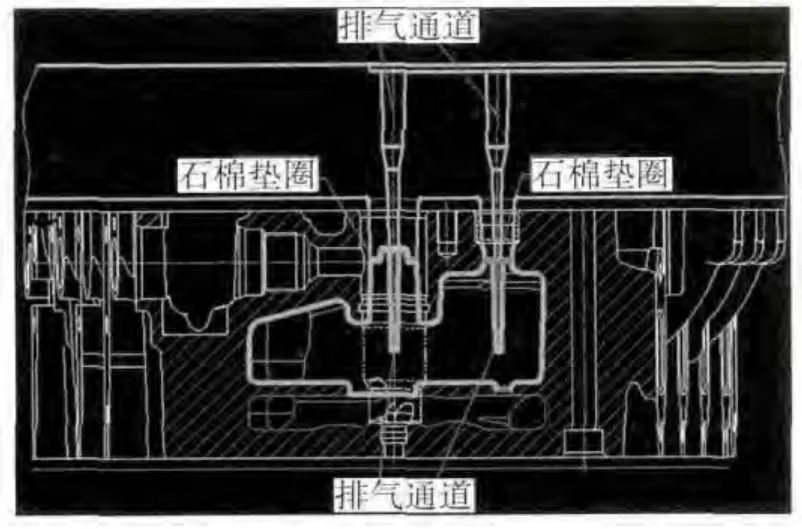
圖3 砂芯排氣結(jié)構(gòu)
生產(chǎn)一個(gè)WP7 氣缸蓋毛坯共需11 種砂芯,首先水平組單個(gè)芯組,然后將兩個(gè)芯組合為一個(gè)整體的芯組,最后將整體芯組放入砂型中。水平組芯即人工在組芯線上的底盤(pán)芯內(nèi)依次放置串水孔芯、下套芯、進(jìn)排氣道芯、上套芯、長(zhǎng)條短邊芯組,然后用浸涂機(jī)器人對(duì)組好的芯組和上蓋芯進(jìn)行整體浸涂,之后在表干爐中烘干,組好的單個(gè)芯組詳見(jiàn)圖4 和圖5。砂芯出爐后,利用砂芯轉(zhuǎn)運(yùn)機(jī)械手將上蓋芯扣在底盤(pán)芯組上,再由另一機(jī)械手分別將2 個(gè)芯組放入組芯胎具中進(jìn)行二次組芯,用螺栓把緊,完成組芯后的整體芯組詳見(jiàn)圖6。
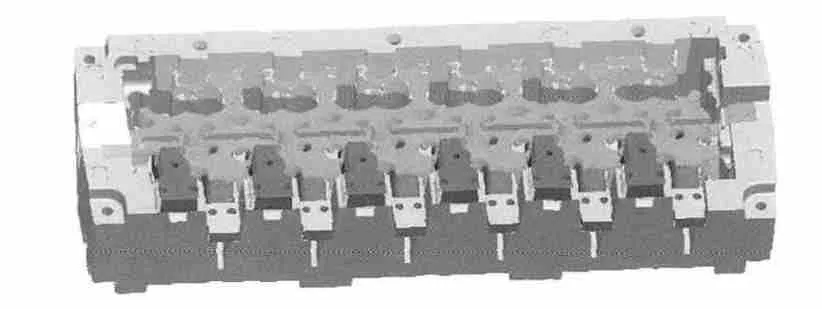
圖4 底盤(pán)芯組

圖5 扣上上蓋芯后的單個(gè)芯組

圖6 用螺栓把緊后的整體芯組
2.3 澆注系統(tǒng)設(shè)計(jì)
砂箱長(zhǎng)寬高為1 200×1 000×320(mm),一個(gè)型腔兩件鑄件(如圖7 所示)。澆注系統(tǒng)按照內(nèi)澆道在鑄件上開(kāi)設(shè)位置不同分類(lèi),有頂注式、底注式、中間注入式、階梯式、垂直縫隙式、復(fù)合式澆注系統(tǒng)。

圖7 砂箱型腔的布置
頂注式澆注系統(tǒng)優(yōu)點(diǎn)是澆注系統(tǒng)結(jié)構(gòu)簡(jiǎn)單、緊湊,便于造型且節(jié)約金屬。金屬液容易充滿型腔,金屬液溫度上高下低,凝固順序自下而上,有利于發(fā)揮冒口的作用進(jìn)行鑄件補(bǔ)縮。缺點(diǎn)是對(duì)鑄型底部沖擊大,容易造成沖砂;金屬液易產(chǎn)生飛濺,澆注時(shí)液流落下造成金屬液翻騰,不利于浮渣排氣。對(duì)于立澆工藝,頂注式澆注系統(tǒng)還存在以下缺陷:兩組的砂芯之間不可避免的存在間隙,而且整個(gè)澆注系統(tǒng)很難被壓砂環(huán)封閉,這樣會(huì)造成鐵液外溢,披縫鐵包圍整個(gè)芯組,影響砂芯的排氣效果,同時(shí)也浪費(fèi)鐵液,為以后的清理工作帶來(lái)困難。立澆工藝本身使得缸蓋向外型的排氣槽可開(kāi)位置就比較少,頂面進(jìn)水的澆注系統(tǒng)會(huì)占用部分砂芯排氣口的位置,造成砂芯排氣不暢,容易產(chǎn)生氣孔等缺陷。
底注式澆注系統(tǒng)充型平穩(wěn),對(duì)型、芯沖擊力小,不會(huì)產(chǎn)生沖砂、飛濺及鐵豆,氧化傾向小,有利于金屬液中的渣、氣及型腔內(nèi)氣體排出。但鑄件的溫度分布不利于自下而上的定向凝固及冒口補(bǔ)縮。
階梯式澆注系統(tǒng)金屬液對(duì)鑄型的沖擊力小,液面上升平穩(wěn),并且鑄型上部的溫度較高,有利于補(bǔ)縮,渣、氣易上浮且排入冒口中,同時(shí)改善了補(bǔ)縮條件。
通過(guò)分析研究,一致認(rèn)為采用“底注+中注”式的階梯式澆注系統(tǒng)方案。底面進(jìn)水的分橫澆道布置在下外型,鐵液由外型上的分橫澆道再上升至砂芯的內(nèi)澆道。為了使鐵液在澆注過(guò)程中更加平穩(wěn),將過(guò)濾網(wǎng)布置在下型分橫澆道上。
2.4 加工余量和砂芯配合間隙的設(shè)計(jì)
WP7 氣缸蓋立澆鑄造工藝中,其所有鑄件面均由砂芯形成,鑄件尺寸精度相對(duì)較高,加工余量可設(shè)計(jì)為3~5 mm,如果過(guò)程和設(shè)備控制的水平較高,甚至可設(shè)計(jì)為2~4 mm。
砂芯的配合間隙要根據(jù)配合位置的重要程度來(lái)確定,如要求配合準(zhǔn)確,對(duì)相關(guān)尺寸影響較大。如氣道的芯頭配合,其砂芯配合間隙設(shè)計(jì)為0.1~0.15 mm,其他砂芯配合間隙可以放置在0.2~0.5 mm,部分配合間隙可以放到0.6~1.2 mm,具體的間隙選擇是根據(jù)砂芯配合精度要求來(lái)決定的。配合間隙設(shè)計(jì)時(shí)已考慮涂料層厚度,因此芯頭部位不需再考慮涂料層。
2.5 立澆鑄造工藝技術(shù)難點(diǎn)
保證內(nèi)澆道逐層按順序注入鐵液,即鐵液先進(jìn)入下層內(nèi)澆道,型腔液面逐漸上升接近上層內(nèi)澆道時(shí),才由上層內(nèi)澆道注入鐵液。若兩層內(nèi)澆道同時(shí)注入鐵液產(chǎn)生“亂澆”,易造成飛濺、漩渦、夾氣和夾渣現(xiàn)象,容易產(chǎn)生砂眼、氣孔等缺陷。
3 結(jié)語(yǔ)
WP7 氣缸蓋鑄造工藝的設(shè)計(jì),通過(guò)采用新型的立澆鑄造工藝,充分利用砂箱的空間,生產(chǎn)效率較高,生產(chǎn)率提高50%;提高了砂芯組裝生產(chǎn)率,工藝出品率也隨之提高,一定程度降低了生產(chǎn)成本。整個(gè)鑄件由砂芯形成,砂芯定位準(zhǔn)確,鑄件尺寸精度高,減少了下芯造成的尺寸偏差。WP7 氣缸蓋立澆鑄造工藝的成功應(yīng)用,填補(bǔ)了濰柴鑄鍛公司整體式缸蓋立澆工藝的空白,為濰柴鑄鍛公司大批量生產(chǎn)整體式缸蓋積累了經(jīng)驗(yàn),豐富了缸蓋鑄造生產(chǎn)工藝,提高了企業(yè)的競(jìng)爭(zhēng)力。
[1]郭高.玉柴6B 氣缸蓋的側(cè)澆鑄造工藝設(shè)計(jì)[C].中國(guó)鑄造活動(dòng)周論文集,中國(guó)機(jī)械工程學(xué)會(huì)鑄造分會(huì),2010.
[2]韓小峰,丁振波.鑄造生產(chǎn)與工藝工裝設(shè)計(jì)[M].長(zhǎng)沙:中南大學(xué)出版社,2010:120-141.
[3]林振麗,皇孫姜,黃宗輝.氣缸蓋側(cè)澆鑄造工藝及應(yīng)用[J].鑄造,2007,56(10):1110-1112.
猜你喜歡
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
