薄壁圓筒上凸塊加工技術(shù)
2014-04-09 07:38:12陳愛強(qiáng)劉迎春王振來
制造技術(shù)與機(jī)床 2014年10期
關(guān)鍵詞:檢測(cè)
陳愛強(qiáng) 劉迎春 王振來
(湖北三江航天集團(tuán)江北機(jī)械工程有限公司,湖北 孝感 432000)
凸塊1、凸塊2與薄壁圓筒是焊接聯(lián)接,剛性差,加工部位尺寸精度高,生產(chǎn)效率低。本文以工件加工過程為例,介紹如何增加局部剛性,提高加工精度和加工效率。
1 工件結(jié)構(gòu)分析
1.1 工件結(jié)構(gòu)
如圖1所示,材料為D406A超高強(qiáng)度鋼,焊接在薄壁圓筒上,凸塊1加工后內(nèi)端面間距300(+0.15/0.05) mm,對(duì)稱度0.20 mm;凸塊2加工后與對(duì)稱面A基準(zhǔn)成45°,相互成90°。
1.2 主要加工難點(diǎn)分析
產(chǎn)品結(jié)構(gòu)屬于大型薄壁件,長(zhǎng)度6 000 m、直徑500 mm,工件整體為薄壁筒體,加工部位剛性差,空間尺寸多、無法測(cè)量;且要求尺寸精度高、精糙度要求高。在普通鏜床上加工,受到設(shè)備行程和精度的制約,一般加工方法很難保證。這些難點(diǎn)的存在,使得加工過程中工件裝夾方式的選擇、刀具的選用、加工工藝路線的安排等是否合理成為該工件是否合格的關(guān)鍵。


2 加工工藝過程設(shè)計(jì)
通過對(duì)工件結(jié)構(gòu)及其加工難點(diǎn)的分析,制定出以下加工工藝方案。
2.1 夾具設(shè)計(jì)
2.1.1 夾具設(shè)計(jì)方案
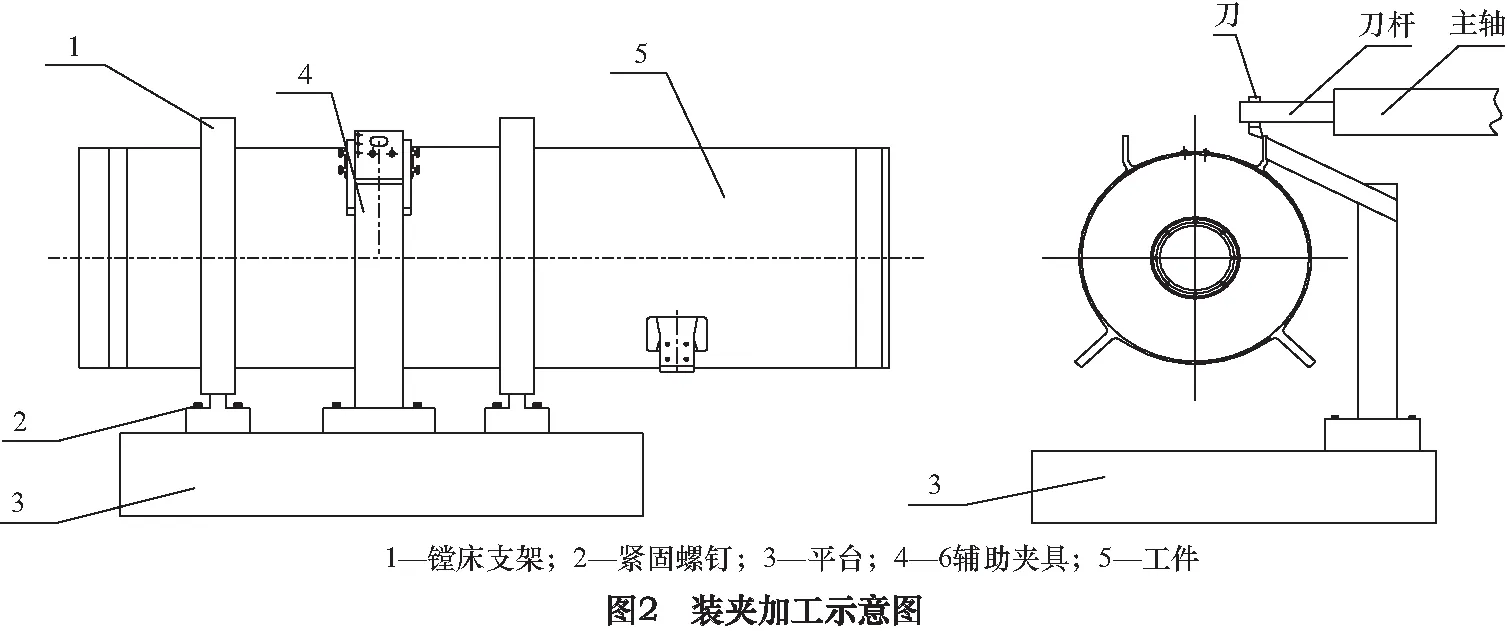
原加工方法只采用鏜床支架(上下兩半環(huán)結(jié)構(gòu))裝夾工件兩端,但由于該工件為薄壁件,中間段壁厚僅為3 mm,且銑加工部位距離裝夾部位較遠(yuǎn),局部剛性差,加工時(shí)振動(dòng)大,加工精度難以保證。為提高加工部位剛性,除采用鏜床支架作為主支撐外,又增加了兩套輔助夾具。
工件裝夾如圖2所示,輔助夾具如圖3所示。
2.1.2 夾具改進(jìn)后的效果
通過采用主裝夾結(jié)合輔助裝夾的方式,工件加工時(shí)的剛性顯著增強(qiáng),加工過程中的震顫完全消除,切削速度和吃刀量可提高到原來2倍,粗加工效率提高近3倍,且表面粗糙度均能符合要求。
2.2 刀具的選擇
為了提高生產(chǎn)效率,在夾具剛性可滿足的情況下,改掉原來的棒銑刀銑加工的方式,采用機(jī)夾不重磨鏜刀(如圖4所示)。機(jī)夾不重磨鏜刀是采用機(jī)械夾固裝夾在刀桿上的,當(dāng)?shù)镀细魅锌谧冣g后,只要在原有刀桿上換上新的刀片,就可以繼續(xù)使用。這就節(jié)省了大量的刀桿鋼材和制造刀桿所花的人力和設(shè)備。節(jié)約了大量的硬質(zhì)合金材料。所以提高了生產(chǎn)效率,降低了成本。
2.3 切削參數(shù)的選擇
由于加工部位剛性差,故粗加工時(shí)采用低轉(zhuǎn)速,大進(jìn)給;由于尺寸精度高,精加工時(shí),采用較小的進(jìn)給量,且轉(zhuǎn)速適當(dāng)提高,這樣既保證了質(zhì)量,又兼顧了效率。
粗鏜時(shí):主軸轉(zhuǎn)速n=160~200 r/min,進(jìn)給量f=0.4 mm/r,切削深度2~3 mm。
精鏜時(shí):主軸轉(zhuǎn)速n=200~300 r/min,進(jìn)給量f=0.08 mm/r,切削深度0.2 mm。
2.4 加工過程
在現(xiàn)有的加工條件下,無法在鏜床上邊加工邊檢測(cè)對(duì)稱度及空間尺寸。工藝上采取的工藝流程是:先依據(jù)兩端的基準(zhǔn)圓在平臺(tái)上劃凸塊1、凸塊2加工尺寸線,然后先按線粗銑,單邊留0.5 mm加工余量,再上平臺(tái)檢測(cè)尺寸、形位公差,然后計(jì)算出各加工面的準(zhǔn)確加工余量后重新裝夾,按加工余量找正后進(jìn)行精加工。
粗加工:(1)將工件放置在檢測(cè)平臺(tái)上,利用等高V型架、高度尺,劃凸塊1、凸塊2的尺寸線(數(shù)控鏜銑床加工端面時(shí),已在端面劃出凸塊1、凸塊2的中心對(duì)稱線),并檢測(cè)余量分布情況。(2)利用鏜床支架及輔助工裝,裝夾凸塊1的一側(cè),拉直水平豎直方向的尺寸線,粗加工,各加工面留0.5 mm余量;按同樣方法重新裝夾找正后加工凸塊1的另一側(cè)。(3)利用鏜床支架及輔助工裝,裝夾凸塊2,加工方法同凸塊1。
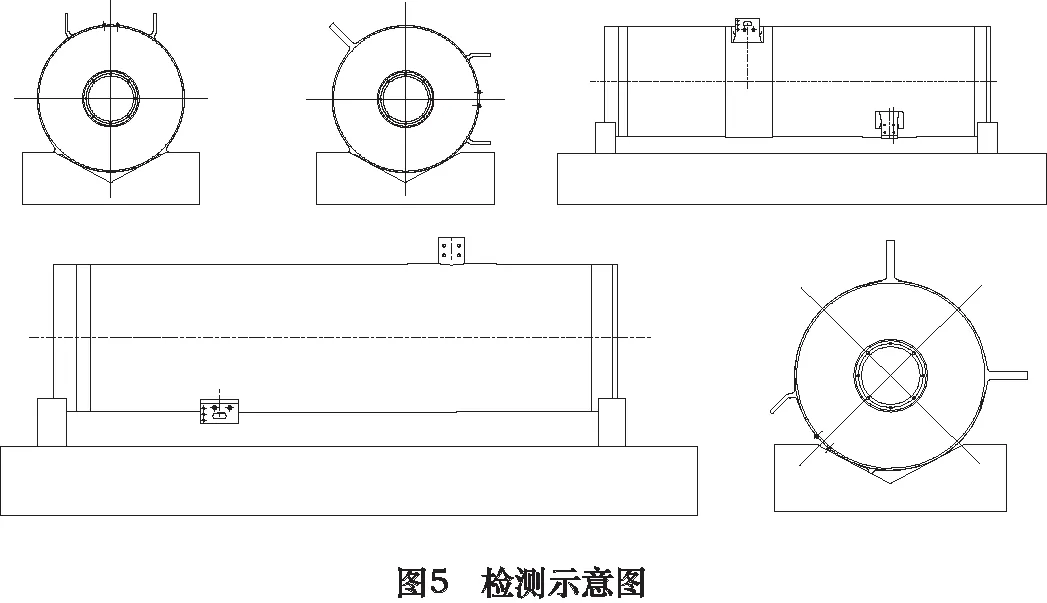
精加工:(1)將工件放置在檢測(cè)臺(tái)上,檢測(cè)凸塊1、凸塊2的形位公差、空間尺寸、加工余量等情況,并做好詳細(xì)記錄。如圖5所示。 (2)重新利用鏜床支架和輔助工裝裝夾工件,根據(jù)檢測(cè)情況,按檢測(cè)所計(jì)算出來的各加工面的加工余量對(duì)各加工面進(jìn)行找正后精加工。
3 加工過程控制要點(diǎn)
(1)由于粗加工后變形較大,凸塊1粗加工后必須留足夠加工余量,單邊余量不小于0.5 mm。
(2)凸塊1、凸塊2粗加工后,精加工前檢測(cè)時(shí)必須將加工余量、形位公差的檢測(cè)結(jié)果做好詳細(xì)記錄,并繪圖,各加工面加工余量必須至少記錄均布4個(gè)點(diǎn)。找正時(shí),必須找正加工面,且要將加工面余量偏差,形位公差偏差計(jì)算在內(nèi)。
(3)為防止凸塊裝夾變形,精加工時(shí)必須在自由狀態(tài)下找正,在用輔助夾具裝夾凸塊時(shí),必須用百分表監(jiān)控夾緊力,保證工件裝夾前后狀態(tài)一致。
4 取得的效果
采用該加工技術(shù)后,在公司現(xiàn)有設(shè)備條件下,能夠滿足圖紙要求,且加工時(shí)間由6個(gè)工作日縮短為2個(gè)工作日,效率是原加工方法的3倍;刀具費(fèi)用由原來的單臺(tái)3 000元減少至600元,僅為改進(jìn)前的20%;加工質(zhì)量顯著提高,產(chǎn)品超差率由原來的70%降低至2%。
[1] 韓榮第.現(xiàn)代機(jī)械加工新技術(shù)[M].北京:電子工藝出版社,2003.
[2] 龔定安.機(jī)床夾具設(shè)計(jì)原理[M].西安:西安交通大學(xué)出版社,1993.
猜你喜歡
中國(guó)設(shè)備工程(2022年12期)2022-07-11 04:33:00
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:36
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:34
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:50
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:48
