金屬切削功率研究
2014-04-09 08:24:14唐銀春李志勇
制造技術與機床 2014年10期
唐銀春 李志勇
(四川長征機床集團有限公司,四川 自貢 643020)
當前,我國高檔五坐標數控機床的生產廠家如雨后春筍,很大一部分廠家的機床技術指標和國外先進機床不相上下,但在用戶處使用起來卻相差甚遠。翻閱大量切削用量、切削計算方面的工具書,還是以普通升降臺銑床之類的機床為主。國外對切削用量特別是高速切削的研究比較多,已經形成了國際標準和軟件,為用戶針對工件提供優化的加工工藝方案。而我國數控機床現在的切削規范都還是普通機床的翻版,根本不能指導用戶切削,提供的工藝方案也只是能加工而已。
切削功率計算是優化切削參數的基礎。切削功率計算的準確度,影響找到最優切削用量的時間和接近程度。
首先定義本文中所使用的參數符號如表1所示。
1 國內外主要計算方法
1.1 《金屬切削手冊》
通過查表和公式來計算。其公式為[1]
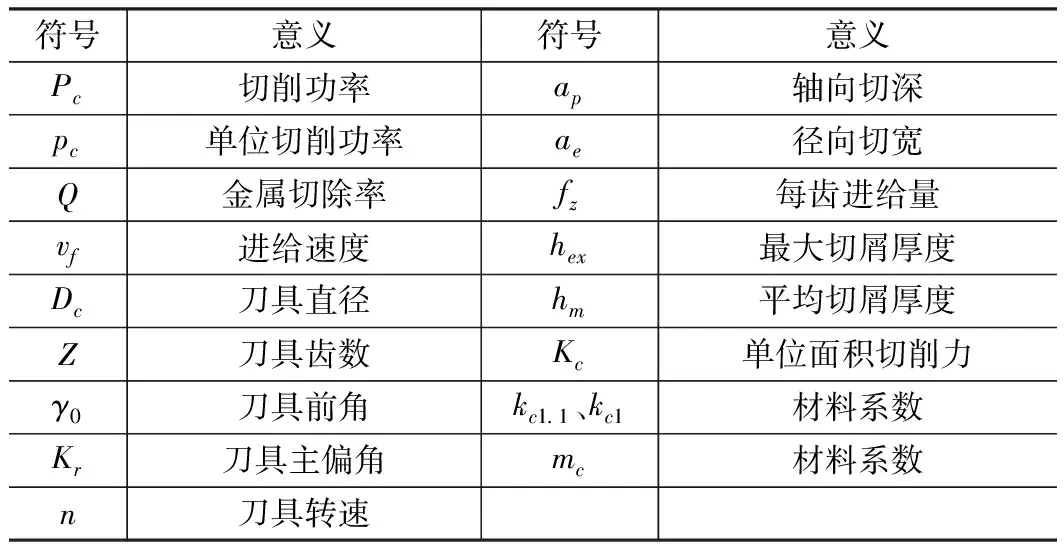
表1 本文中主要符號的含義
手冊中銑削舉例如下:
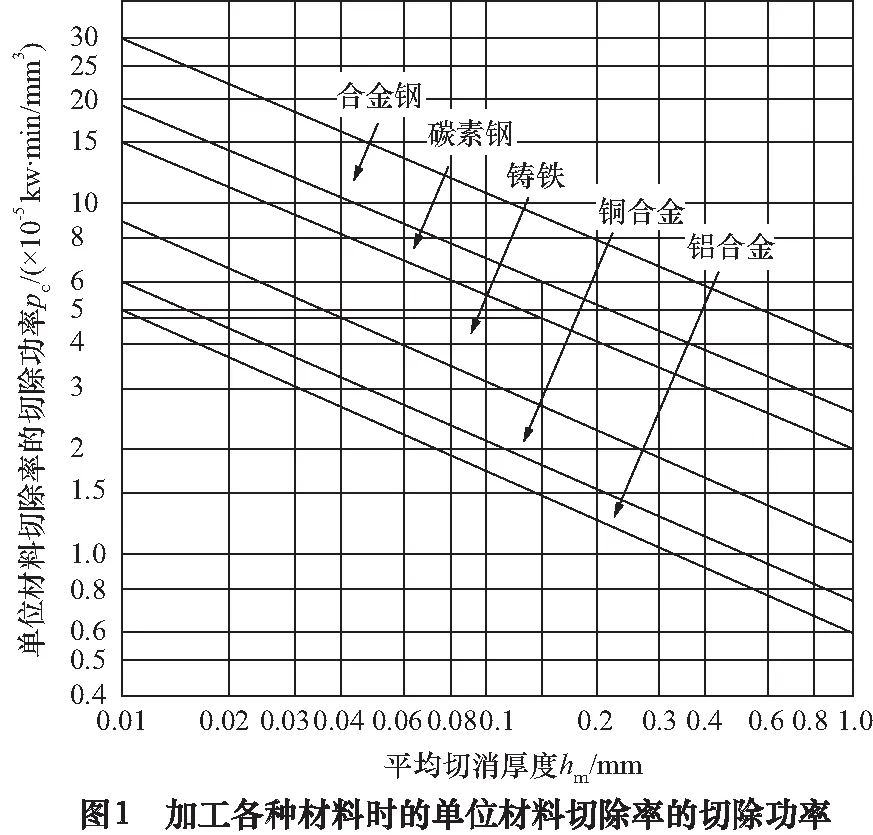
用Dc=250 mm,Z=14,Kr=60°的硬質合金面銑刀銑削ZG45碳素鑄鋼。切削用量為ap=4 mm,vf=530 mm/min,n=190 r/min,ae=180 mm,對稱銑削,求切削功率。
Q=vfapae=530×4×180=3.82×105mm3/min
查圖1得pc在(4.7~6)×10-5kW·min/mm3范圍,考慮到工件材料的強度不高,取值5×10-5。所以,對ZG45碳素鑄鋼的切削功率為。
Pc=pcQ=5×10-5×3.82×105=19.1 kW
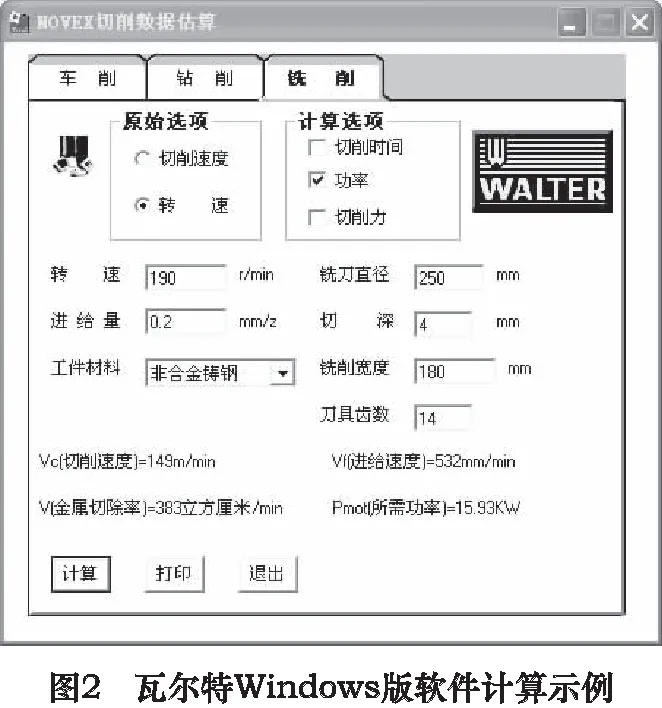
1.2 瓦爾特
(1)技術資料有如下公式:
vf=Znfz

(2)計算示例見圖2。
1.3 山特維克
(1)技術資料
(2)計算示例見圖3。
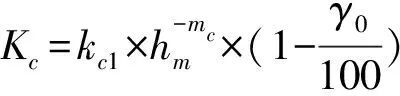
山特維克提供有iOS版和Android版計算軟件。從樣本查表可得銑削非合金鑄鋼kc1=1 400 N/mm2,mc=0.21。不考慮前角,則Kc=2 070 N/mm2,Pc=12.98 kW。
考慮前角,由于非合金鑄鋼為較軟的塑性材料,取10°來計算,可得Kc=1 863 N/mm2,Pc=11.68 kW。
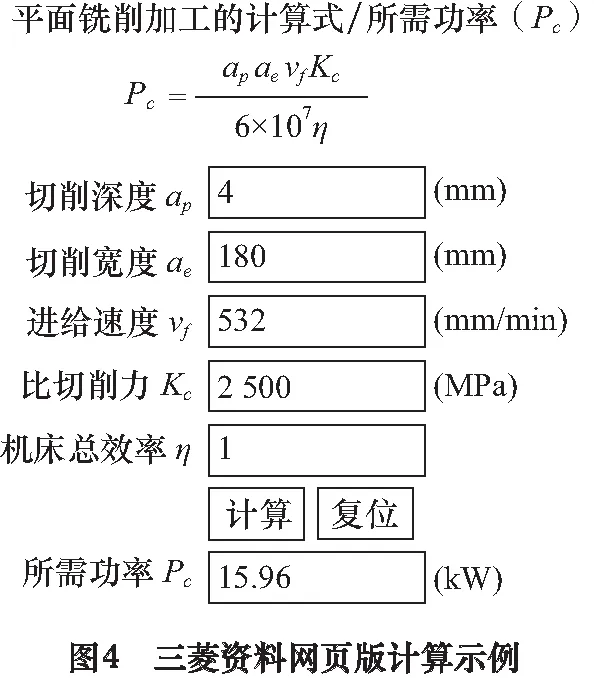
1.4 三菱材料
計算軟件提供iOS版和網頁版。
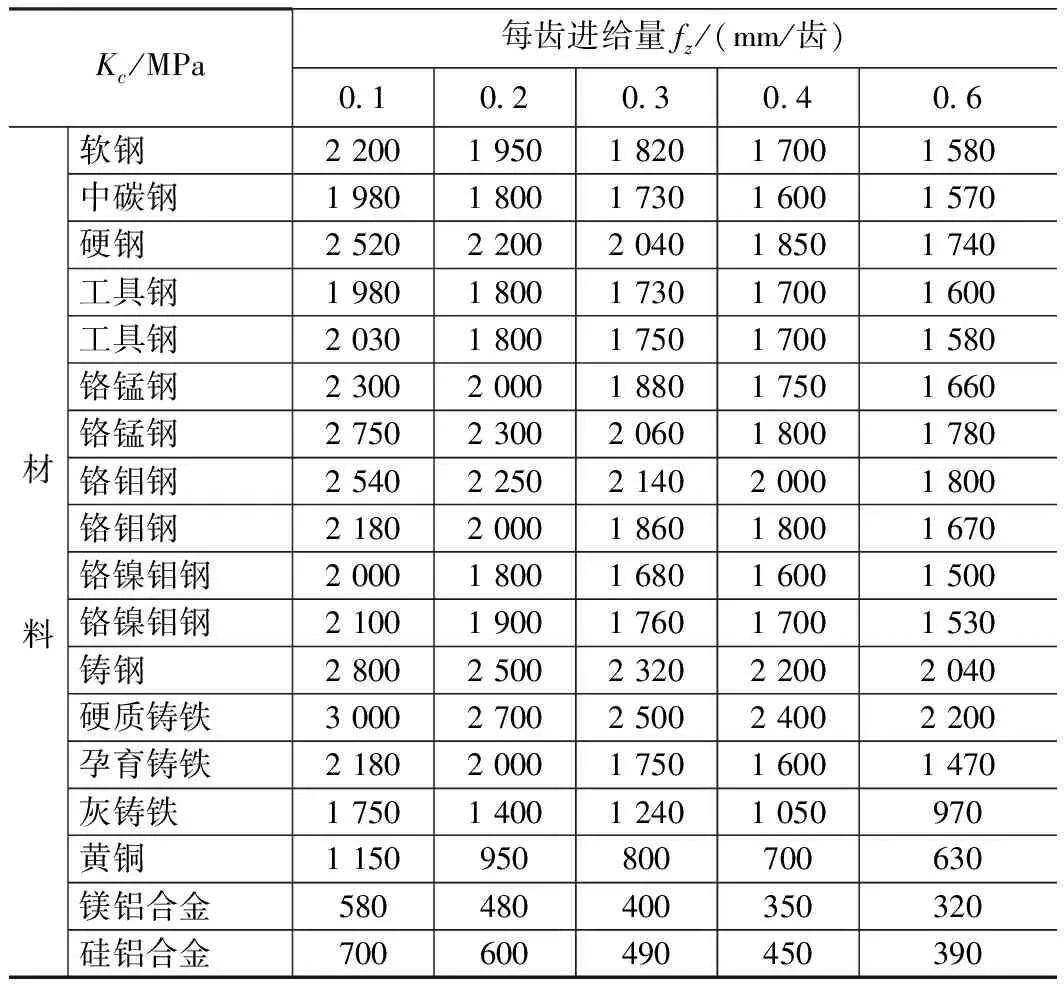
表2 三菱材料fz對應的Kc值
查表2可得非合金鑄鋼fz=0.2 mm/齒時,Kc=2 500 MPa,因本文其他計算方法計算時只計算切削功率,所以這里不考慮空載功率,取效率為1。計算示例見圖4。
2 計算方法分析評價
從計算結果(表3)看,瓦爾特和三菱資料結果相差很小,《金屬切削手冊》計算結果略大約20%,山特維克結果略小約20%,《金屬切削手冊》計算結果是山特維克的1.5倍。可見對切削功率的研究是必要的。

表3 4種方法的計算結果
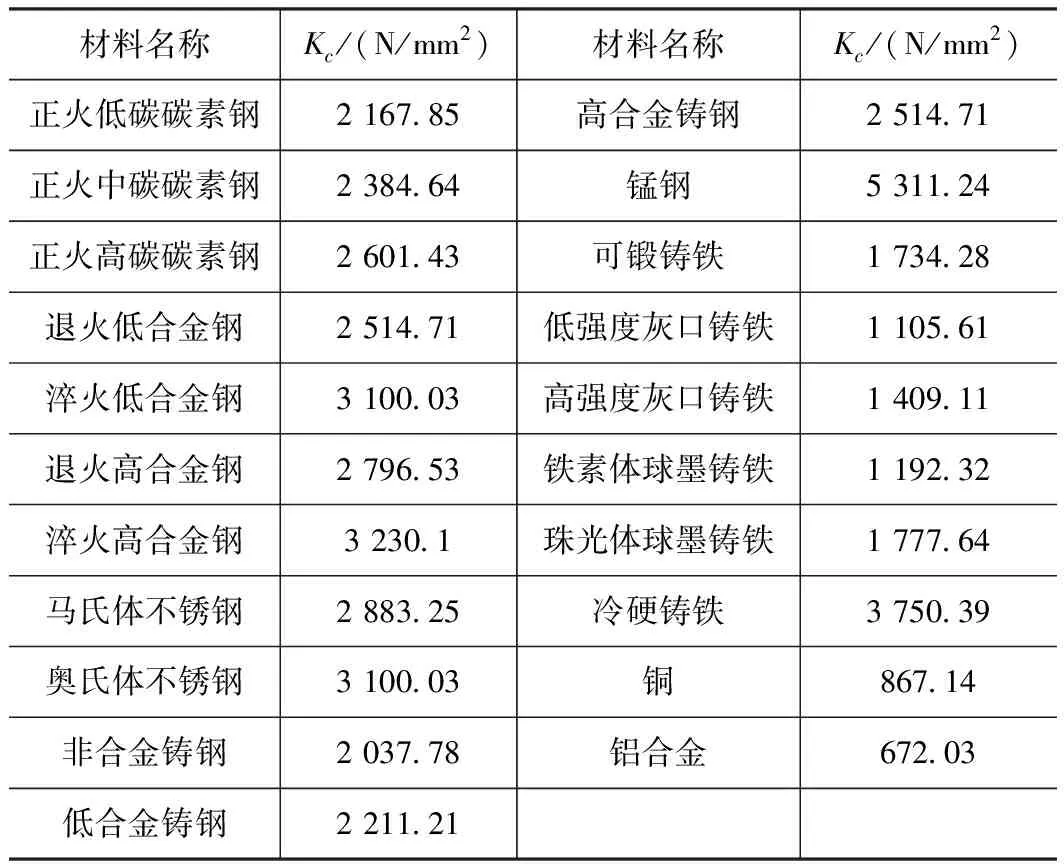
表4 各材料的單位面積切削力
使用《金屬切削手冊》計算功率比較方便,使用兩個公式一個圖表即可得到功率。不用像《機械加工工藝師手冊》[2]那樣需要查大量的表格才能計算。并且有計算舉例,對一些參數的選擇原則和處理方法有樣板可循。這本手冊在用平均切屑厚度查單位切削功率pc時其取值是一個較大范圍區間,而且兩個坐標軸數值不均勻,因此其計算結果非常粗略。
瓦爾特的計算公式比較全面,在功率公式中還考慮了前角的影響,但由于前角對功率的影響較小,瓦爾特的軟件和其他幾種計算方法都沒有考慮前角。這個軟件計算起來比較方便,筆者公司一直使用這個軟件計算,絕大部分計算與實際吻合。有兩個缺點,一是材料種類太少,二是嚴重依賴Windows。
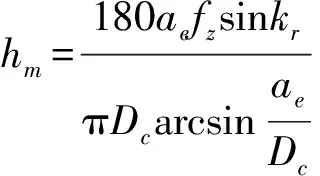
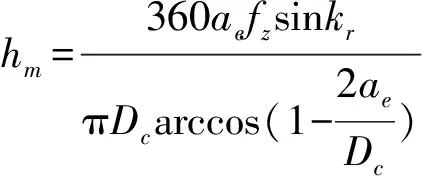
瓦爾特的計算軟件雖然比其他的樣本有更多的材料,但是仍然比較少,比如鋁合金,就沒有區分鎂鋁和硅鋁,即便是相同的材料由于成型方法和熱處理不同,其內部組織都有巨大的區別,表現出的切削性能也相差很大。于是便著手分析這個軟件,以便為以后的試驗提供思路。筆者對瓦爾特的這個軟件進行分析后發現其計算時刀具直徑對功率沒有影響。可以理解成這個軟件沒有刀具直徑作為計算功率的輸入參數,或者是計算了,但不影響計算結果。筆者根據這個軟件歸納出了表4和切削功率pc計算公式如下:
經測試至今未發現公式(1)的計算結果比原軟件(瓦爾特)誤差大于1‰。
山特維克的計算軟件雖然支持手機計算,支持計算進給速度、切削時間、金屬切除率、功率、扭矩、成本等,看起來還不錯。但這個軟件還是萬里長征第一步,這個軟件做得最復雜的一件事只是通過最大切屑厚度、主偏角、刀具直徑計算每齒進給量(應該由每齒進給量計算最大切屑厚度才合理)。這個軟件輸入參數為Kc,其樣本上只有材料的kc1(銑削)和kc0.4(車、鉆、切槽),所以Kc需要根據樣本上的kc1和另一技術資料上的公式計算,因此這個軟件是非常不友好的。如果它要成為一個好軟件,首先必須建立基本材料數據庫,方便應用程序調用,將輸入參數Kc更換成kc1并增加輸入參數mc。
三菱材料的這個網頁版雖然計算方法沒有多大的特色,但是其網頁只有一頁,Kc值就在公式下方查找也很方便。這個網頁版軟件還可以做得更完美一些,可以增加刀具齒數、直徑、主軸轉速,計算顯示刀具切削速度和每齒進給量,用于校核轉速和切削用量。將材料的單位切削力做成數組,材料名稱做成下拉列表,列表中增加一個“自定義”,這時采集輸入的Kc值。使用網頁版,新增材料也很容易,只是需要使用腳本語言對于一般人有一定的難度。
3 計算方法改進
Excel是一個使用非常簡單的通用工具,現在在手機上都可以輕松使用。利用前面提到的公式(1)和表格4很容易再制作一個表格(如表5)。將輸入參數和結果用不同顏色區分,使界面更美觀實用。用Lookup函數可以很輕松在輸入材料序號時篩選出材料的信息。在試驗后增加新的材料也很簡單,在材料表后追加一行信息即可。由于原軟件只有少量的幾種材料供選擇,這些材料的Kc必然是一個中間值。而我們在試驗的時候可以針對一種牌號甚至熱處理的材料,所以計算結果肯定比原軟件更加準確。
這個公式(1)在計算功率時沒有考慮主偏角、刀具直徑、刀具前角的影響。由于相同的每齒進給量,主偏角越小、刀具直徑越大,平均切屑厚度越薄。前角越大其抵抗切屑彎曲的力越小,切削功率越小。雖然,這些參數對切削功率的影響較小,不容易建立合適的函數關系。但是隨著研究的深入,在經過大量試驗后,或許能夠解決這個問題。因此改進計算結果準確性的另一個方向應該是加入主偏角、刀具直徑、刀具前角這些參數。
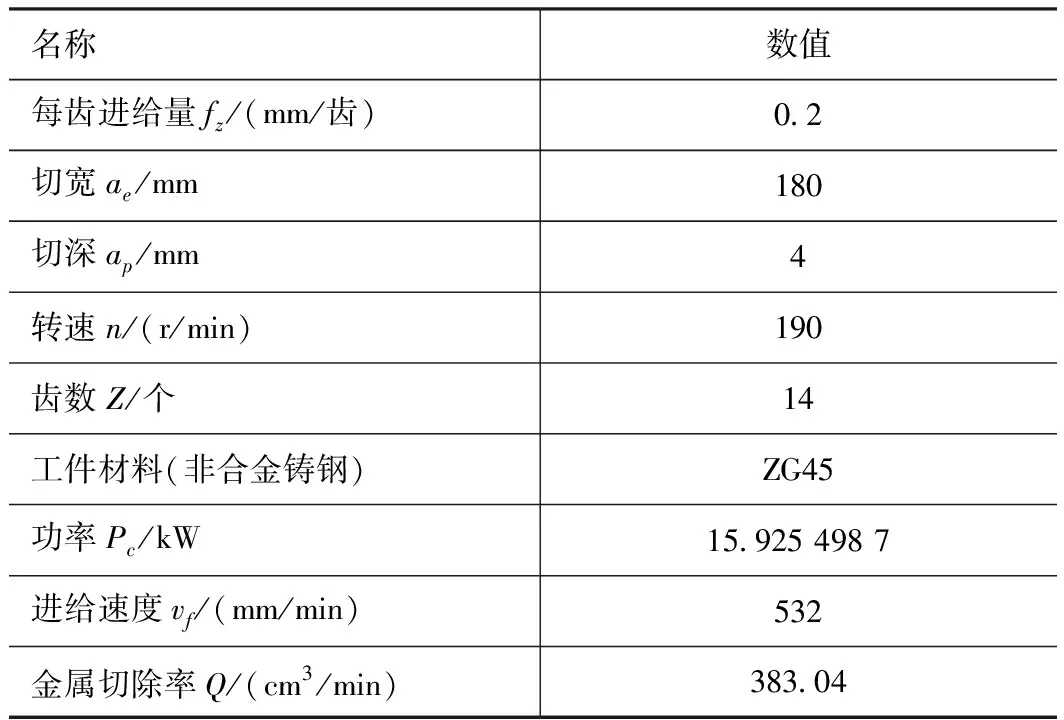
表5 自制Excel表格在手機中的布局
4 結語
本文對幾種國內外主流切削功率計算的方法和軟件進行了研究。對這些方法的優缺點進行了詳細分析。利用Excel這種通用工具,以銑削為例進行了示范,提供了一種簡便的計算方法和相關數據。使銑削功率計算擺脫了硬件的限制,擴展到手機平臺進行計算,還可以更方便地擴展可計算材料的種類,改善計算結果的準確性,為更準確地切削功率計算公式提供了試驗思路。車、鉆、鏜等加工手段的切削功率等相關計算也可以輕松類推出來。
[1]上海市金屬切削技術協會編.金屬切削手冊[M].3版.上海:上海科學技術出版社,2000.
[2]楊叔子.機械加工工藝師手冊[M].北京:機械工業出版社,2001.
