薄壁套內(nèi)孔磨削胎具
2014-04-09 13:13:54雞西煤礦機械有限公司黑龍江158100何燕成
金屬加工(冷加工) 2014年8期
雞西煤礦機械有限公司(黑龍江 158100) 何燕成
哈爾濱第一機械集團六分廠(黑龍江 150056) 孫麗華
黑龍江省中能控制工程有限公司(哈爾濱 150060) 何巖松
當采用三點夾緊薄壁套外徑對內(nèi)孔進行磨削時,由于薄壁工件剛性差,工件精度要求高,夾持力的大小不易掌握,往往由于夾緊力的集中和導熱不均,而引起工件的彈性變形和塑性變形,使加工件內(nèi)孔呈三角棱圓或橢圓等形狀,難以達到工件精度要求,必須解決這個問題。從薄壁套結(jié)構(gòu)分析來看,正確的夾緊方式和合理的規(guī)范對質(zhì)量可起到極為重要的作用。本文結(jié)合實踐,從工藝和裝備上進行考慮,設計一種在普通內(nèi)圓磨床上對薄壁套內(nèi)孔磨削胎具,它有別于一般內(nèi)圓磨削的特點。使用此胎具加工高精度和低表面粗糙度值的薄壁套零件內(nèi)孔,可減少以外徑定心加工內(nèi)孔時的復映誤差。在無心磨床上按尺寸要求磨出外圓,然后以外圓定位裝在胎具上,靠錐度壓緊套工件,磨削內(nèi)孔,各頂參數(shù)均可達到圖樣要求,磨削加工的尺寸均勻一致。
1.薄壁套內(nèi)孔磨削胎具的設計
(1)薄壁套內(nèi)孔磨削胎具結(jié)構(gòu)如圖1所示。
(2)結(jié)構(gòu)方案:這套胎具主要是利用錐體配合獲得不同的內(nèi)孔尺寸的原理,整體的外錐體不能在錐體上作大行程的滑動,外錐體設計成直面 (見圖2),與內(nèi)錐體線接觸,錐度是15°,行程范圍40mm,內(nèi)孔變量Δd=2Ltanα=2×40tan7.5°=10.53mm,確定定位尺寸d的變化范圍為10mm的一套獨立的胎具,定位尺寸組裝后按最小尺寸磨好,10個滑塊均勻布置在圓周上,增加了夾緊受力點,均勻地頂緊薄壁套的外圓,使它受力均勻,不變形。滑塊鑲在軸上,10個滑塊必須保持在同一尺寸、同一位置,工作圖如圖3所示。
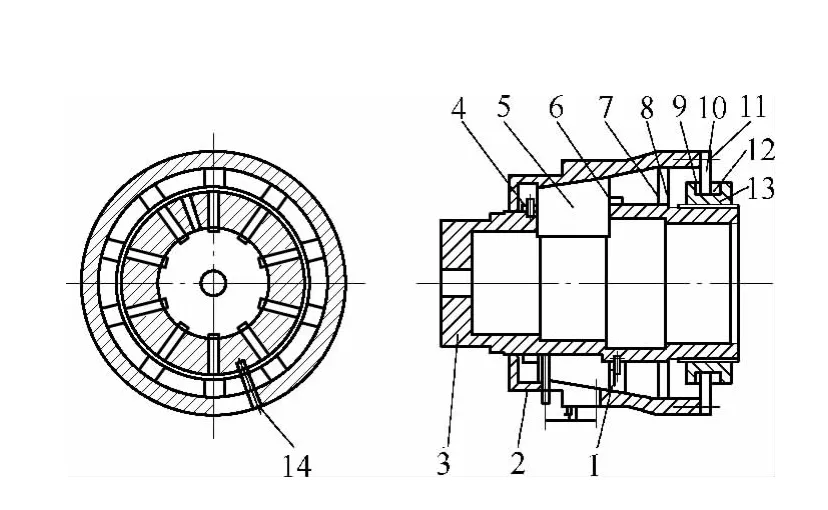
圖1 磨具
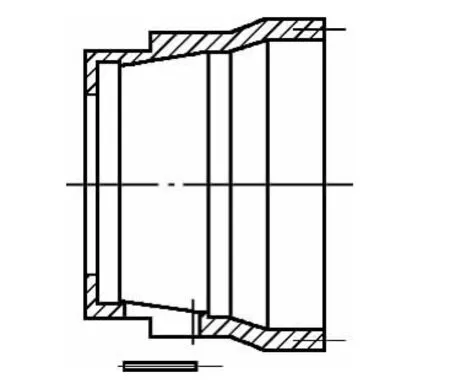
圖2
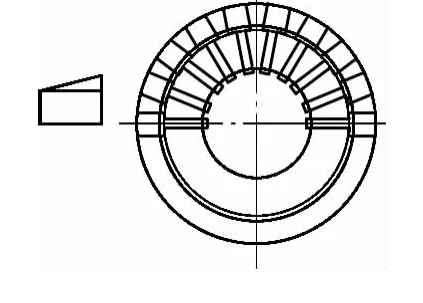
圖3
寬度尺寸60mm兩面要求10件同時磨好,并且與錐面軸線垂直,左面由擋環(huán)4定位,擋環(huán)4通過銷固定在軸上,右面由擋環(huán)6定位,擋環(huán)6通過銷固定在軸上。限位塊及擋圈限制套的軸向運動范圍。
墊9、聯(lián)接板10和墊12裝在螺母上,后通過螺釘將聯(lián)接板與套聯(lián)接。旋轉(zhuǎn)螺母,從而帶動套沿軸線運動,通過錐面改變滑塊的內(nèi)孔尺寸。套與軸之間用螺母聯(lián)接,以保證套與軸線水平,只能沿軸線水平運動,而不能轉(zhuǎn)動。定位銷14在組裝后配干,精確控制套運動行程在40mm,同時限制套的轉(zhuǎn)動。
(3)關(guān)鍵件工序:①滑塊毛料鍛成筒料,端面留卡頭。②錐度7.5°外圓及內(nèi)孔均留量,兩端均留量。③寬度尺寸60mm右端面磨平。④裝夾卡頭以右端面找正,內(nèi)外圓一刀下,7.5°錐面外圓磨好,內(nèi)孔磨成φ130mm,外圓為套2樣板,后續(xù)工序等套2車完工后加工。⑤坐右面,60mm尺寸磨好,M7130。⑥按左視圖刻各單件中心線,T4163。⑦以中心線找正割單件,10個8mm割成10個mm,其余割好,CTWQ630。⑧安裝時分別量取軸3實際尺寸,10個8mm兩面磨好,M6110。
(4)誤差分析:套的定位孔與錐體同軸度最大偏差δ1=0.02mm;錐體與滑塊之間偏差δ2=0;滑塊定位尺寸d與零件之間間隙δ3=0;薄壁套內(nèi)外圓同軸度最大偏差=δ1+δ2+δ3=0.02+0+0=0.02mm,一般薄壁套同軸度要求在0.04~0.06mm,所以此胎完全可以保證精度要求。
(5)磨具組裝方法:①以軸3為主體安裝擋環(huán)4和擋環(huán)6。②劃線:固定擋環(huán)用銷孔2個φ6H7孔。③配鉆固定擋環(huán)用銷孔2個φ6H7鉆好,鉸好 (不可鉆透)。④滑塊5側(cè)面10個8mm兩面,墊9和墊12厚度兩面配磨后安裝。⑤劃φ6H7孔線。⑥φ6H7孔鉆、鉸好。⑦安裝定位銷14,組裝后將滑塊鎖緊在最小位置。⑧滑塊5內(nèi)孔磨圓 (加工前檢測滑塊位置)。
加工完成交付加工車間進行工裝驗證后使用。
2.薄壁套胎具使用原理
將胎具夾在磨床上,用千分表找正,夾緊,松開螺母,將薄壁套裝夾在滑塊內(nèi),調(diào)節(jié)螺母,使滑塊恰好夾緊薄壁套,鎖好螺母,即可磨內(nèi)孔了。
3.結(jié)語
這一胎具可制成系列,以便磨削任意內(nèi)孔尺寸薄壁套,同時減少生產(chǎn)輔助工作,提高效率,保證精度,降低廢品率。
